FEDERAL COURT OF AUSTRALIA
SNF (Australia) Pty Limited v BASF Australia Ltd [2019] FCA 425
ORDERS
Appellant | ||
AND: | Respondent | |
AND BETWEEN: | Cross-Appellant | |
AND: | Cross-Respondent | |
DATE OF ORDER: |
THE COURT ORDERS THAT:
1. The appellant’s appeal be dismissed.
2. Australian patent application no. AU 2004203785 (as amended) proceed to grant.
3. The appellant pay the respondent’s costs of and incidental to the appeal.
4. There be a stay on the operation of orders 2 and 3 for 21 days subject to further order.
5. The respondent’s cross-appeal be dismissed with no order as to costs.
6. Any previous orders made under ss 37AF and 37AG of the Federal Court of Australia Act 1976 (Cth) be varied, if necessary, so as to permit publication of the Court’s reasons.
7. Liberty to apply.
Note: Entry of orders is dealt with in Rule 39.32 of the Federal Court Rules 2011.
ORDERS
VID 1318 of 2016 | ||
| ||
BETWEEN: | SNF (AUSTRALIA) PTY LIMITED Appellant | |
AND: | BASF AUSTRALIA LTD Respondent | |
AND BETWEEN: | BASF AUSTRALIA LTD Cross-Appellant | |
AND: | SNF (AUSTRALIA) PTY LIMITED Cross-Respondent | |
JUDGE: | BEACH J |
DATE OF ORDER: | 27 March 2019 |
THE COURT ORDERS THAT:
1. The appellant’s appeal be dismissed.
2. Australian patent application no. AU 2013204568 (as amended) proceed to grant.
3. The appellant pay the respondent’s costs of and incidental to the appeal.
4. There be a stay on the operation of orders 2 and 3 for 21 days subject to further order.
5. The respondent’s cross-appeal be dismissed with no order as to costs.
6. Any previous orders made under ss 37AF and 37AG of the Federal Court of Australia Act 1976 (Cth) be varied, if necessary, so as to permit publication of the Court’s reasons.
7. Liberty to apply.
Note: Entry of orders is dealt with in Rule 39.32 of the Federal Court Rules 2011.
BEACH J:
1 The appellant (SNF) has appealed two decisions of a delegate of the Commissioner of Patents made in respect of Australian patent applications no. AU 2004203785 (the 785 application) and no. AU 2013204568 (the 568 application); I will refer to both as the opposed applications. The appeals have been brought under s 60(4) of the Patents Act 1990 (Cth) (the Act), with each appeal by way of a rehearing de novo.
2 Each of the opposed applications now stands in the name of BASF Australia Limited (BASF), having previously been assigned by Ciba Specialty Chemicals Water Treatments Limited (Ciba) to BASF.
3 Each of the opposed applications seeks the grant of a standard patent for an invention(s) entitled “Treatment of aqueous suspensions”. The opposed applications are derived from an international patent application filed on 7 January 2004 no. PCT/EP2004/000042; this application was published on 22 July 2004 as international publication no. WO/2004/060819 (the PCT application). The opposed applications each claim priority from a UK patent GB 0310419.7 filed on 7 May 2003 (the priority date).
4 The decisions which are the subject of the appeals before me are:
(a) a decision of the delegate Dr Steven Barker made on 16 February 2016 (the 785 decision); see SNF (Australia) Pty Ltd v Ciba Specialty Chemicals Water Treatments Limited [2016] APO 8; and
(b) a decision of that delegate made on 18 October 2016 (the 568 decision); see SNF (Australia) Pty Ltd v Ciba Specialty Chemicals Water Treatments Limited [2016] APO 72.
5 The opposed applications are governed by the provisions of the Act as they stood before the “Raising the Bar” amendments (Intellectual Property Laws Amendment (Raising the Bar) Act 2012 (Cth)). Accordingly, the pre-amendment versions of provisions such as s 7 concerning novelty and inventive step continue to apply.
6 In the 785 decision, the delegate:
(a) decided that the invention defined in each of claims (as accepted) 1 to 11, 14, 16, 17, 19, 21 to 27, 29 and 30 of the 785 application lacked an inventive step solely in light of international publication no. WO 01/92167 (the Gallagher patent) filed by Ciba and the inventors for which were inter-alia Mr Michael Gallagher and Mr Stephen Adkins, and were therefore invalid;
(b) decided that the invention defined in each of claims (as accepted) 12, 13, 15, 18, 20 and 28 of the 785 application had not been shown to lack an inventive step and were not invalid; and
(c) allowed the patent applicant a period of 60 days within which to propose amendments to the 785 application, indicating that the deficiency in relation to claims 1 to 11, 14, 16, 17, 19, 21 to 27, 29 and 30 could be overcome by amendment to include a co-disposal integer.
7 Pursuant to s 105(1A) of the Act and under orders made by me on 21 July 2016, the claims of the 785 application were so amended. The effect of the amendment was to limit the scope of all of the amended claims to a co-disposal process by including the requirement that the “process comprises co-disposal of coarse and fine solids as a homogenous mixture”. That amendment was sufficient to address the delegate’s concerns.
8 In the 568 decision, the delegate:
(a) decided that the invention defined in claims 2 and 3 (as accepted) and the claims appended to claims 2 and 3 lacked an inventive step in light of the Gallagher patent;
(b) decided that the invention defined in claim 1 (as accepted) had not been shown to lack an inventive step; and
(c) allowed the patent applicant a period of 60 days within which to propose amendments to the 568 application to overcome the deficiency in relation to claims 2 and 3 concerning the Gallagher patent.
9 Again, pursuant to s 105(1A) of the Act and under the orders made by me on 21 December 2016, the claims of the 568 application were amended. The effect of the amendment was to limit the scope of all of the amended claims to a co-disposal process by making a similar amendment as for the 785 application.
10 As noted, the opposed applications are derived from the PCT application filed on 7 January 2004. Ciba had previously also divided out five innovation patents from the PCT application, which were the subject of proceedings before Kenny J discussed below. It had also divided out various standard patent applications from the PCT application. Two of those applications are the opposed applications which are the subject of the present appeals. Another application (AU 2012216282) has been the subject of an opposition proceeding in which a decision was handed down by the delegate on 18 April 2018. SNF has filed a notice of appeal in respect of that decision which appeal I am also presently case managing. There have also been other applications for standard patents derived from the PCT application that have been withdrawn, lapsed or refused; there is yet a further application awaiting examination. For present purposes I need say nothing more about them.
11 As I have said, the parties were involved in Federal Court proceedings which concerned, inter-alia, the validity of five innovation patents which were filed as divisional applications of the 785 application.
12 In 2008, SNF commenced revocation proceedings in Federal Court proceedings number VID 447 of 2008 (the 2008 proceedings) concerning the validity of innovation patents nos. 2006100744, 2006100944, 2007100377, 2007100834 and 2008100396 (the innovation patents). Ciba cross-claimed for infringement.
13 The innovation patents were held to be valid by Kenny J and Ciba succeeded in its cross-claim for infringement (SNF (Australia) Pty Ltd v Ciba Speciality Chemicals Water Treatments Ltd (2011) 92 IPR 46).
14 SNF appealed that decision to the Full Federal Court, where a majority dismissed the appeal (SNF (Australia) Pty Ltd v Ciba Speciality Chemicals Water Treatments Ltd (2012) 204 FCR 325). SNF then sought special leave to appeal, which leave was refused.
15 Subsequently, in April 2014 SNF filed an interlocutory application seeking to re-open the 2008 proceedings and her Honour’s judgment therein. That application was dismissed (SNF (Australia) Pty Ltd v Ciba Specialty Chemicals Water Treatments Limited (2015) 114 IPR 231). SNF then sought leave to appeal that decision, but the Full Federal Court refused such leave (SNF (Australia) Pty Ltd v Ciba Speciality Chemicals Water Treatments Ltd [2016] FCAFC 88).
16 Further, in November 2011 a related entity of SNF, SNF Inc., commenced proceedings against Ciba in the Canadian Federal Court seeking a declaration that a patent related to the opposed applications (the Canadian patent), which claimed essentially the same process as the opposed applications, was invalid. The Canadian patent was also derived from the PCT application. On 24 August 2015, Phelan J determined that the Canadian patent was invalid (SNF Inc. v Ciba Specialty Chemicals Water Treatments Limited (2015) 133 CPR (4th) 259; [2015] FC 997).
17 I would note at this point that many of the witnesses who gave evidence before me on these appeals have previously given evidence in these other proceedings. Moreover, some aspects of Kenny J’s reasoning discusses issues that I am also concerned with. Nevertheless, I must deal with the issues on the evidence before me. Further, some of Kenny J’s analysis must be understood in light of the fact that she was dealing with innovation patents whereas I am concerned with applications for standard patents.
18 In general, SNF contends before me that:
(a) the invention so far as claimed in any claim of the opposed applications does not involve an inventive step;
(b) the invention so far as claimed in any claim of the opposed applications was secretly used in the patent area before the priority date of that claim by or on behalf of or with the authority of the patent applicant or nominated person or the patent applicant’s or nominated person’s predecessor in title to the invention; and
(c) all of the claims of the opposed applications are not novel except for:
(i) claims 5, 18, 21 and 23 for the 785 application; and
(ii) claims 15, 27 and 30 of the 568 application.
19 BASF has cross-appealed those parts of the 785 decision and 568 decision in which the delegate held that certain claims of the 785 application being claims 1 to 11, 14, 16, 17, 19, 21 to 27, 29 and 30 and certain claims of the 568 application being claims 2 and 3 and the appended claims lacked an inventive step in light of the Gallagher patent. That was the only ground upon which the delegate held any claims of the opposed applications to be invalid. But notwithstanding its cross-appeal, BASF has amended the claims of the 785 application and the 568 application to overcome the findings of the delegate by narrowing the relevant claims of the opposed applications to include a “co-disposal” integer. In the 785 decision the delegate concluded that “it has not been shown that the claims relating to co-disposal lack inventive step” (at [325]). In the 568 decision the delegate held that claim 1 of the 568 application features the “significant new step” of co-disposal (at [21]), held that the Gallagher patent suggested “a preference for disposal of tailings that are substantially composed of fine particles” (at [39]), and said that “I am satisfied that the evidence shows that it was known to combine fine and coarse particles. However, the evidence does not show that it would have been a matter of routine to do this in the context of the problem” (at [56]). Given the amendments ordered by me and my decision on SNF’s appeals, it is not necessary to say anything further on BASF’s cross appeals.
20 BASF also contends by its notices of contention that the delegate erred in finding that the person skilled in the art could as at the priority date have been reasonably expected to have ascertained the relevant prior art relied on by SNF. I will deal with this later when I discuss the s 7(3) question.
21 Now SNF bears the onus in relation to establishing each ground of opposition and corresponding ground of appeal before me. The authorities establish that for the opposition to be upheld it must be clear that the patent, if granted, would not be valid (Meat & Livestock Australia Limited v Cargill, Inc (2018) 354 ALR 95; (2018) 129 IPR 278; [2018] FCA 51 at [11] (MLA (No 1))).
22 Further, in MLA (No 1) at [11], I agreed with the views expressed by Bennett J in Austal Ships Pty Ltd v Stena Rederi Aktiebolag (2005) 66 IPR 420 (Austal Ships), that where there are conflicting sets of expert opinions on a principal question such as lack of inventive step, unless one set of views can be rejected on proper grounds, the opponent will not have discharged its legal burden to the requisite degree. But the higher standard of satisfaction does not apply to findings of underlying primary facts. As Bennett J explained in Austal Ships at [12]:
I can accept that a lower standard may apply to proof of evidence such as whether a document has been published or, indeed, whether a prior art vessel was well-known. I do not accept that it properly applies to the factual question that itself is the test for obviousness or lack of inventive step. Where the factual question is itself the legal test, as set out in s 7(3) of the Act, it seems to me that it should be determined at the higher standard. That means that where there are two opposing expert views that are conclusive on obviousness, both presented bona fide by witnesses of accepted expertise, unless one set of views can be rejected on proper grounds, the legal burden to establish a ground of opposition is not discharged; the court cannot be practically certain that obviousness or lack of inventive step is established.
23 Further, in Aspirating IP Ltd v Vision Systems Ltd (2010) 88 IPR 52, Besanko J cited the above passage in Austal Ships and said at [35] that:
The primary facts are to be established on the balance of probabilities, but the ultimate facts – the facts leading directly to a conclusion of a lack of novelty or a conclusion of obviousness – must be proved to the level of practical certainty.
24 Now there has been limited judicial consideration of particular matters which must be proved to a level of being “clear” as opposed to those that can be established on the balance of probabilities. But decisions of various delegates of the Commissioner of Patents provide some guidance on where the division between the two standards has been drawn in practice.
25 For example, delegates have found that the lower standard of proof is applicable as to whether a matter formed part of the common general knowledge, whether a document has been published and whether in the context of secret use an invalidating sale occurred before the priority date. Contrastingly, delegates have found that the higher standard of proof is applicable as to whether a person skilled in the art would achieve the same results as the invention so far as claimed using slightly different techniques and altered conditions, whether the claims of the invention so far as claimed lack utility and whether the claims of the invention lack novelty.
26 In my view, the following matters are required to be established by SNF at the lower standard of on the balance of probabilities:
(a) the materials routinely referred to by a person skilled in the art;
(b) whether various matters formed part of the common general knowledge at the priority date and what about them and their use was common general knowledge at the priority date including, in the present context, the use of co-disposal processes, the use of belt presses and centrifuges, the use of processes involving the addition of flocculant to thickener underflow in the outlet pipe from the thickener (secondary dosing), the use of flocculants in treating tailings, and the variables routinely adjusted in their use, whether a treatment process which worked effectively on one mineral type would also work effectively on other mineral types, and the use of processes involving the deposition of thickener underflow onto a slope, wall or floor in order to allow tailings to become beached and water to flow out to a lower point for re-use (tailings beaching); I note that it is not now asserted that the use of secondary dosing in tailings beaching (SDITB) was part of common general knowledge at the priority date;
(c) whether relevant prior art being the Backer & Busch papers, the Condolios patent, the Gallagher patent and the Pearson patent (I will precisely identify these later) would have been ascertained, understood and regarded as relevant by a person skilled in the art at the priority date, although there is an argument for saying that the higher standard should apply;
(d) what is disclosed in the Backer & Busch papers, the Condolios patent, the Gallagher patent and the Pearson patent, although there is an argument for saying that the higher standard should apply;
(e) what use was made of the claimed invention by Ciba at Yarraman, Sandalwood and Ardlethan (I will identify these locations later) before the priority date and what was the nature of that use; and
(f) whether the Cable Sands documents (I will describe these later) would have been treated by a person skilled in the art as a single source of information, although there is an argument for saying that the higher standard should apply.
27 On questions of construction, I am also prepared to apply and have applied the lower standard albeit that there is some force in BASF’s submissions that the higher standard should apply.
28 But in my view the following matters are required to be established to the higher standard:
(a) whether any of the claims of the opposed applications were obvious in light of common general knowledge alone;
(b) whether any of the claims of the opposed applications were obvious in light of common general knowledge combined with any of the prior art relied on by SNF;
(c) whether the claimed invention was secretly used by Ciba prior to the priority date; and
(d) whether any of the claims of the opposed applications lacked novelty in light of the disclosures in the Cable Sands documents.
29 In summary and for the reasons that follow, I have determined to dismiss each of SNF’s appeals.
30 For convenience, I have divided my reasons into the following sections:
(a) Technical background ([32] to [141]);
(b) The opposed applications ([142] to [220]);
(c) The witnesses ([221] to [261]);
(d) The person skilled in the art ([262] to [279]);
(e) Construction of the claims ([280] to [372]);
(f) Common general knowledge ([373] to [501]);
(g) Obviousness – legal principles ([502] to [536]);
(h) Obviousness in light of common general knowledge alone ([537] to [1080]);
(i) Common general knowledge plus s 7(3) documents ([1081] to [1410]);
(j) Secret use ([1411] to [1720]);
(k) Lack of novelty ([1721] to [1782]); and
(l) Conclusion ([1783] to [1784]).
31 In these reasons, in terms of the respondent to the appeals I will generally refer to BASF, save for when I need to refer to Ciba directly in discussing contemporaneous conduct and dealings before the priority date.
TECHNICAL BACKGROUND
32 For the most part, the following matters that I have described in this section were common general knowledge as at the priority date and do not appear to be in dispute. It is useful to set these out in order to appreciate the later discussion of the relevant technical issues. In part, I have drawn upon the helpful discussion of some of these matters given by Dr Ross de Kretser, an expert witness called by SNF. Before getting into the detail, let me set out a mini glossary.
33 Terms or expressions used in the relevant field include the following:
(a) “beach angle” refers to the slope or angle of a deposit (relative to underlying material) which forms a stack or heaped geometry;
(b) “beneficiation” is a process of concentrating the value(s) in an ore by separation from waste material;
(c) “bimodal distribution of particle sizes” means there are two distinct sizes of particles within the solid material. Often these are referred to as “fines” and “coarse” fractions;
(d) “co-disposal” means, in simple terms, the disposal of a combination of both coarse and fine tailings particles. In some cases this will involve a clearly bi-modal size distribution which has both coarse and fine particles;
(e) “flocculants” are high molecular weight polymers that induce aggregation of solid particles. This occurs by individual flocculant molecules co-adsorbing on two or more solid particles and binding them together. Due to the increase in their size, the bound solids (often called “aggregates”, “floccules” or “flocs”) have a faster settling rate, but a much lower density, than the individual solids particles;
(f) “intrinsic viscosity” is a measure of the capability of a polymer in solution to enhance the viscosity of the solution. It is related to the volume per unit mass occupied by flocculant molecules in solution and is measured in the unit “dL/g”, which is decilitres per gram;
(g) “rheology” is the study of deformation and flow of fluid matter;
(h) “spirals” are equipment used in mineral processing industry to beneficiate an ore by means of the forces imposed on particles as they flow under gravity in a spiralling motion;
(i) a “stack” or a “heaped geometry” is a deposit of material which is characterised by being larger at the bottom than at the top;
(j) “tailings” are the end product of a mineral processing operation. Tailings are what remain of an ore after the value(s) (e.g. alumina, coal, copper, diamond, gold, nickel, uranium, zinc) have been extracted during the processing operation; and
(k) “yield stress” means, in simple terms, a measure of the minimum force required to be applied to an object to make it deform (i.e. begin to behave as a fluid).
34 Mineral processing is the processing of mined materials to separate the valuable component of the ore such as alumina, coal, copper, diamond, gold, nickel, uranium, zinc from the waste material i.e. the tailings. Such processing usually produces tailings that have the following characteristics:
(a) First, they are in slurry form, comprising process water and particulate matter.
(b) Second, the particulate matter is comprised of large amounts of quartz/silica, various types of clays, and other minerals depending on the host rock for the ore.
(c) Third, the particle size of the particulate matter depends on the level of grinding required for mineral extraction which in many cases is related to the type of mineral and nature of the deposit.
(d) Fourth, in many operations, multiple tailings streams are generated with different characteristic particle size distributions. For example, in mineral sands processing, slimes (fine) and sand (coarse) streams are generated from different parts of the processing circuit. Sand streams are also generated in alumina refining in addition to the fine red mud tailings. In coal processing a coarse reject stream is commonly generated in addition to the fine tailings.
35 Tailings slurries vary in their consistency from having a low solids concentration, and accordingly, being very liquid, to having a higher solids concentration and being more viscous. The solids in the tailings may consist of fine particles, coarse particles or a mixture of both. The fine particles are often referred to as “clay” or “fines”, and the coarse particles are often referred to as “sand”.
36 The particle size of the particulate matter strongly depends on the level of grinding required for mineral extraction which in many cases is related to the type of mineral and nature of the deposit. For example, typical tailings particle sizes can be as follows:
(a) lead zinc: top size 80 to 500 microns, 80% passing 30 to 150 microns;
(b) gold-silver-platinum: top size 80 to 500 microns, 80% passing 30 to 150 microns;
(c) coal: top size 100 to 1500 microns; 80% passing 10 to 900 microns;
(d) bauxite (red mud): top size 100 microns, 80% passing 5 to 10 microns;
(e) mineral sands – slimes: top size 75 microns, 80% passing 10 to 50 microns; and
(f) mineral sands – sand: top size 1000 microns.
37 Mineral tailings typically have a range of particle sizes, generally within the range of 0.5-400 microns, depending on the ore mineralogy and processing regime.
38 Coal, mineral sands, copper, gold, lead, zinc, red mud, silver, uranium and platinum tailings often comprise a mixture of coarse and fine particles. Phosphate and uranium tailings usually only comprise fine particles.
39 Tailings with a bimodal distribution of particle sizes were common at the priority date. The bimodal size distribution of tailings could arise due to either the nature of the treatment process and the mineral being mined, or by deliberate addition of coarser material to a finer tailings stream. Tailings with a bimodal distribution of coarse and fine particle sizes is typical in the mineral sands industry. In contrast, in other industries such as coal tailings, the size distribution is more gradual across a scale of sizes between coarse and fine particles.
40 Let me now address the question of thickeners. A thickener is essentially a large tank which is continuously fed with tailings slurry, typically through a central feeding arrangement called a feedwell, and which has sufficient volume to allow solid particles to settle to the bottom of the thickener and produce a clear overflow of suspending fluid. That overflow is typically recycled to the plant for re-use, or in some cases may contain the valuable product which is processed elsewhere in the plant.
41 The settled tailings or what is referred to as “thickener underflow” are then pumped at relatively low solids concentrations to the deposition area in pipelines or less commonly in open launders or channels.
42 A schematic of a thickener, illustrating key features is set out below:
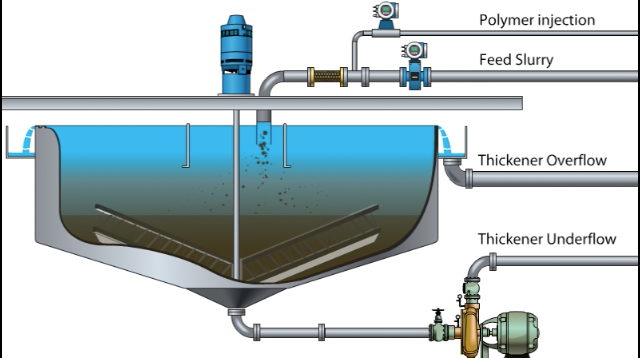
43 As at the priority date, two of the types of thickeners being used were conventional thickeners and paste thickeners. Conventional and paste thickeners are similar pieces of equipment that are designed and operated to produce underflows of different consistencies. The aim of paste thickeners is to increase water recovery and produce a denser underflow compared to conventional thickeners. Paste thickeners are typically used in relation to alumina tailings which contain caustic soda. However, the underflow from both thickeners is generally transported to a deposition area via a tailings pipeline or launder.
44 Thickener underflow is typically disposed of by pumping the underflow through a conduit to a disposal area where the material is allowed to stand, with a view to land reclamation and water recycling. Typically thickener underflow has a solids concentration of between 15% to 80% by weight, being the percentage of solids in the tailings, the rest being water.
45 Let me now turn to discuss flocculants. Water soluble flocculants are used to increase the yield stress of tailings thereby thickening the tailings in order to improve the dewatering and disposal of tailings, irrespective of the mineral type.
46 Flocculants cause tailings to aggregate into flocs which on deposition under certain conditions start to stick together to form a structure that is permeable and allows for further dewatering. With dewatering, the yield stress of the material increases. The addition of the flocculants co-immobilizes the coarse and fine particles in the tailings on deposition. Typically, the higher the flocculant dose, the greater the flocculation of the tailings.
47 Commercially available flocculants including polyacrylamide which are commonly used in the treatment of tailings are either positively charged (cationic), negatively charged (anionic) or uncharged (non-ionic). The choice of charge of the flocculant is governed by the qualities of the tailings to be treated.
48 Flocculant manufacturers make flocculants with different molecular weights which react differently depending on the characteristics of the tailings. The higher the molecular weight, the longer the flocculant chain. The molecular weight of a flocculant is related to its intrinsic viscosity. The higher the molecular weight of the flocculant, the higher its intrinsic viscosity. Almost all commercially available flocculants have an intrinsic viscosity of greater than 5dl/G.
49 Flocculants with a high molecular weight are more effective for “bridging” or “connecting” the particles in the tailings as part of the flocculation process. Flocculants with a higher molecular weight have longer and more cross-linked arms which make them more effective at connecting with more particles in the tailings.
50 Flocculants formed from ethylenically unsaturated water-soluble monomer or a blend of monomers were well known as at the priority date.
51 Commercially available flocculants as at the priority date could be formed from:
(a) monomer(s) selected from the group consisting of (meth)acrylic acid, allyl sulphonic acid and 2-acrylamido-2-methyl propane sulphonic acid as the free acids or salts thereof, optionally in combination with non-ionic co-monomers, selected from the group consisting of (meth)acrylamide, hydroxy alkyl esters of (meth)acrylic acid and N-vinyl pyrrolidone;
(b) monomer(s) selected from the group consisting of (meth) acrylamide, hydroxy alkyl esters of (meth) acrylic acid and N-vinyl pyrrolidone; and
(c) monomer(s) selected from the group consisting of dimethyl amino ethyl (meth) acrylate methyl chloride, (DMAEA.MeCI) quat, diallyl dimethyl ammonium chloride (DADMAC), trimethyl amino propyl (meth) acrylamide chloride (ATPAC) optionally in combination with non-ionic co-monomers, selected from the group consisting of (meth) acrylamide, hydroxy alkyl esters of (meth) acrylic acid and N-vinyl pyrrolidone.
52 Dr de Kretser gave evidence that flocculants added to tailings in aqueous solution achieve the peak level of flocculation within 10 to 20 seconds after addition to tailings, or in even shorter time periods. After 1.5 minutes after addition, depending on the level of agitation, the level of flocculation (yield stress) would be significantly lower than that peak level. Other evidence was to the effect that an aqueous solution will typically take a few seconds to mix and flocculate the slurry.
53 As I have said, a flocculant (or polymer) is a substance, most commonly synthetic, which is added to slurries to produce flocculation. Flocculation is the aggregation of suspended particles into larger clumps called floccs which are then able to more readily separate from the suspension or slurry. Let me at this point distinguish between a coagulant and a flocculant.
54 Coagulation facilitates the destabilisation and then elimination of colloidal particles, which are insoluble particles suspended in water. In other words, it facilitates the aggregation of insoluble particles suspended in a solution, where they would otherwise be evenly distributed. Coagulants do so by neutralising or “screening” the like charges of suspended particles, preventing repulsion between the particles, and facilitating either attractive forces (for example van der Waals forces) or bonding between the particles. Coagulation can form bonded flocs of particles, however, these flocs are less dense and less extensive than flocs created by flocculation.
55 Flocculation tends to be used where colloidal particles are already destabilised (i.e. the particles are not evenly dispersed in a solution, whether by coagulation or otherwise). Flocculants assemble the destabilised colloidal particles into aggregates. Flocculants, being long polymer chains, fix the destabilised particles and aggregates along the polymer chain, generally via ionic or hydrogen bonding. Properties of the flocculant used will depend on the nature of the solution. Anionic (negatively charged) flocculants “donate” negative charges to the suspended particles and cationic (positively charged) flocculants “donate” positive charges to the suspended particles.
56 The following discussion with Dr de Krester is also relevant:
MR SHAVIN: His Honour asked a question of me when we were opening the case as to the difference between a coagulant and a flocculant. Could you perhaps explain to his Honour what the difference is?---Typically a coagulant is a reagent which is – has the purpose of creating small flocs. So it would – I mean, probably the best thing is to consider it in contrast to a flocculant, which is a large, long chain polymer, which has the objective of grabbing particles and pulling them together into a more open floc. A coagulant is typically creates flocs, but they’re denser, less extensive. So there’s – so coagulation versus flocculation is typically characterised by the extent and size of the particle or the floc that you form, but also the types of reagents differ in the ones that are used to coagulate versus flocculate. So coagulation could be via changing the charge between particles, so they just – so simply the particles attract each other.
HIS HONOUR: So if you’ve got particles that have the same charge and would otherwise repel if you added a mineral salt or something - - -?---That’s – that’s correct.
- - - you would neutralise the charge, which will allow them to aggregate and create the small flocs?---Yes. And so some cases coagulation can be induced just by the concentration of sale in a suspending fluid.
Yes?---And what that actually does – you can still have like charge particles, but the repulsion between them is screened out because you have a lot of other ions.
Yes?---And they get sufficiently close that there’s – I’m not sure if you’re familiar with Van der Waals forces.
Yes, I am. Yes?---So that attractive force can actually – they can approach close enough that they – they reach what – what’s called an attractive minimum. So that’s one method of coagulation. There are also more, I guess, physical coagulants, in the sense that a reagent is added which precipitates and actually sticks, essentially, particles together. And there’s also the case of organic coagulants, which are polymers, but they’re smaller, shorter chain polymers, so they typically act maybe of around 100,000 molecular weight, compared to bridging polymers, which might be upwards of a million molecular weight.
So for a coagulant in some cases it can bond with the particles, but with all flocculants there is that bonding with the interaction of the polymer?---Yes. Yes. With flocculants there’s typically a physical absorption component to it.
Yes?---Coagulants can - - -
May be?---Can be electrostatic or physical.
Yes?---And typically coagulants – or coagulants are commonly used in conjunction with flocculants, but they can also be used in isolation as well.
57 Let me return to flocculants and elaborate further. As I have said, flocculants are composed of long chains of monomers that have been chemically bonded. When activated, flocculants have an elongated chain-like structure containing sites which can bind to solid particles when added to a suspension of particles in fluid. When a flocculant in aqueous solution mixes with a suspension, the flocculant chains adsorb or bind to the particles, aggregating them into flocs. Due to their increase in effective size, the flocs settle faster under gravity than the primary particles alone, increasing dewatering rates.
58 Flocculants have a wide range of chemistries and characteristics and the choice of the particular chemistry and characteristic of the flocculant is made on the basis of achieving the desired aggregation of particles in the system in question.
59 Conventional flocculants available before the priority date were typically a combination of polyacrylamide and polyacrylate monomers in a range of molecular weights. As I have said, molecular weight is determined by the length of the flocculant chain and affects the solids capture ability of the flocculant. Longer flocculant chains (having a higher molecular weight) have more active sites with which to trap solid particles. Higher molecular weight flocculants were also more viscous. Polyacrylamide was a well known form of flocculant that had a high molecular weight.
60 Further, as I have said, flocculants can be anionic, cationic or non-ionic, but the majority of flocculants used in mineral processes before the priority date were either anionic or non-ionic.
61 Flocculant was most commonly delivered to site in dry powder or emulsion form due to the lower transport cost and its more stable storage characteristics. Flocculants were rarely delivered to site in liquid (aqueous) form.
62 Irrespective of the physical form in which a flocculant was delivered, its use in practice in many cases required the flocculant to be converted into aqueous solution.
63 In dry powder and (to a lesser extent) emulsion form, the chains in a flocculant will be tightly coiled. In order for a flocculant to perform effectively, the flocculant chains must be dissolved in water and fully uncoiled so as to maximise the available binding sites. The preconditioning to achieve this state depended on the physical form of the flocculant. In particular the following may be observed:
(a) Powder flocculant was added, sometimes with a wetting agent, to process water in a mixing device before storage in conditioning tanks to allow time for the powder to dissolve and for the flocculant chains to uncoil.
(b) Emulsion flocculant was supplied as a water-in-oil emulsion i.e. droplets of concentrated flocculant solution in an oil carrier. Prior to use, the emulsion was inverted in a mixing device to release the concentrated flocculant solution into process water. The inverted flocculant solution was then transferred to conditioning tanks, again to allow time for the flocculant chains to uncoil.
(c) Liquid (aqueous) flocculant could be supplied in a fully dissolved state such that it could be used directly from the source tanks on delivery. This avoided the need for a flocculant preparation plant, but increased transport cost per unit weight of flocculant, effectively limiting its economic viability to low tonnage / low dosage operations. The supplied flocculant could be more concentrated than required by the application to reduce transport costs, and could be diluted before addition as required.
64 In most cases, the activated flocculant was then added to the tailings from the conditioning tanks with a level of dilution dictated by the application. Typically, for thickening applications, this dilution was by a factor of 10.
65 Further, different forms of water soluble flocculant required different activation times in water. In particular, dry powder flocculant required the longest activation time, flocculant in an emulsion required a shorter activation time and flocculant added in aqueous solution required no activation time at all.
66 If flocculant was added to tailings in a fully activated solution, it would begin flocculating within a few seconds.
67 As I say, when the flocculant was supplied in dry powder form it was mixed and aged in a mixing tank prior to addition to the thickener or thickener underflow to allow the flocculant to unravel and convert to an aqueous solution.
68 And as I say, when the flocculant was supplied in emulsified form, the normal practice would be to invert or “flip” the emulsion and turn it into an aqueous solution prior to addition to the thickener or thickener underflow.
69 The expertise and equipment necessary to convert flocculant from either dry powder or emulsified form to aqueous solution were present at most mine sites. Flocculant was commonly added in aqueous solution to thickeners, belt presses, and centrifuges. After preparation of the flocculant into aqueous form, the prepared flocculant was generally diluted prior to addition to thickeners, belt presses, and centrifuges. Dilution was required to reduce flocculant viscosity and enhance dispersion or mixing of the flocculant solution into the tailings. This facilitated efficient flocculant-particle interaction.
70 Let me now say something about dose point. A key factor to consider in the operation of thickeners, belt press filters and centrifuges is the location at which the flocculant was added. It was important to take the dose point into account to enhance the performance of the equipment and therefore to improve the characteristics of the tailings when discharged in the deposition area.
71 It was necessary to determine the appropriate point at which there was sufficient time after the flocculant was added for it to fully mix and react with the tailings, but not so much time as to allow shear forces to break down the flocs that were formed prior to the point where the material reaches deposition.
72 As to dosage, the following may be noted. The dose used to treat a mineral suspension in a thickener would have a significant influence on the strength of the tailings material in that it would have a higher yield strength.
73 Generally speaking, provided there was adequate mixing, the greater the dose of flocculant the greater the flocculation.
74 The size of flocs formed after flocculant addition was affected by the dosage. It was known that if larger flocs were desired, with a concomitant increase in dewatering rate, a larger dosage of flocculant would typically be required.
75 The addition of flocculants to tailings slurries can significantly change their rheology and dewatering properties. This can result in a slurry that has a higher viscosity, higher yield stress, higher compressive strength and increased permeability due to an increase in the effective particle size caused by the aggregation of fine particles in the slurry. The resultant change in rheology and dewaterability was a function of the dose of the flocculant. Larger doses of flocculant could result in a larger improvement in permeability, but with a stiffer particle network (i.e. increased yield stress at a fixed solids concentration).
76 The appropriate flocculant dosage for a particular application varied significantly based on the following factors which were idiosyncratic to each mine site:
(a) desired performance e.g. settling rate, settled density, shear sensitivity / robustness;
(b) flocculant type and process water chemistry;
(c) combination with other conditioning reagents e.g. inorganic coagulants, dewatering aids;
(d) solids particle size distribution;
(e) solids particle composition / mineralogy;
(f) solids concentration at point of addition;
(g) shear conditions at and after point of addition; and
(h) number of different points of floc addition.
77 At this point it is useful to say something about a number of fundamental material properties which govern the flow and dewatering of tailings irrespective of the method of treatment or transport of the tailings, again drawing from some of the evidence given by Dr de Krester.
78 Let me begin with rheology. The rheology of the slurry refers to its viscosity and flow characteristics.
79 The viscosity is a measure of the consistency of a slurry which governs the amount of energy required to make the slurry flow from one point to another. A low viscosity material such as water will flow readily whereas a more viscous material such as mud (or honey) requires more energy to make it flow.
80 In the case of suspensions of particles in liquid, in addition to having elevated viscosities, the slurries can exhibit a yield stress. Yield stress describes a stress level which must be exceeded before flow can be initiated. For example, toothpaste will not flow unless a sufficient force is applied to it - that amount of force is the yield stress of the toothpaste. Yield stress is measured in pascals (Pa) (i.e. force, in newtons, per square metre). The presence of a yield stress is an indication that an interconnected network exists between the particles within a material. This interconnection could be via attractive forces sticking particles together in the slurry, or simply due to the interlocking of particles as the solids concentration increases to the point where they can no longer move freely relative to one another.
81 Let me now turn to dewatering. The primary physical properties that govern the dewatering of any slurry are its permeability and its compressive behaviour.
82 The permeability of a slurry is governed by the friction generated when solid and liquid particles move relative to each other within the slurry. At low solids concentration (i.e. settling), the solid particles can be considered as moving within a liquid continuum. At high solids concentrations, the liquid can be considered as moving within a solid continuum, such as would be the case in filtration or consolidation within a tailings storage facility (TSF). Therefore, permeability governs the rate at which liquid can be expressed or separated from the solid particles in a dewatering operation.
83 A schematic illustrating the range of solids concentrations and inter-particle structures over which the concept of permeability relates to is set out below:
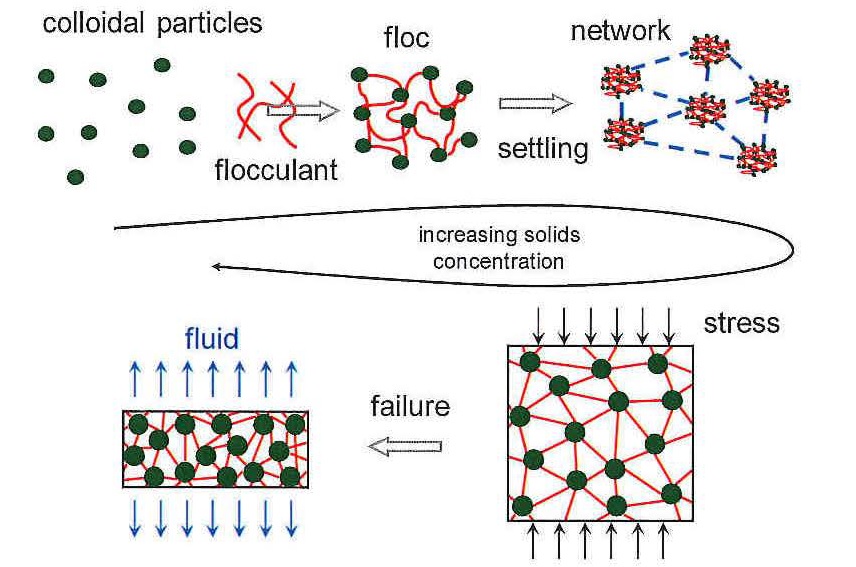
84 The top section of this diagram shows flocculant acting on colloidal particles to form a floc, and ultimately a network of flocs within the material. Once the network has been formed, the application of a stress (for example by the weight of overburden generated by the addition of further material above) compresses the network causing the release of fluid (i.e. further dewatering of the deposited material). Permeability affects the rate of dewatering of the material across the entire spectrum of states depicted.
85 In simple terms, a highly permeable slurry will release water faster than a less permeable slurry; this is the case in thickeners, filters or on TSF deposition.
86 Let me elaborate on compressive behaviour. As the solids concentration of a slurry is increased, a point is reached where the solid particles within the slurry become interconnected. At this point, a solid particle network exists which has an integral strength which can withstand application of an external force (the yield stress). This condition could be generated either through dewatering of a slurry (e.g. sedimentation) or through the modification of inter-particle forces and structure within the slurry, or the addition of more solid particles to the slurry.
87 The compressive behaviour of a slurry refers to the ability of this network of particles to rearrange under the influence of an external force, thereby expressing liquid from between the particles. To facilitate compressive yielding of this network of particles at a particular solids concentration, an external force must be applied that exceeds the integral strength of the network (this is sometimes termed the “compressive yield stress”). At this point, the network will compress to a higher solids concentration with a higher integral strength. Ultimately, the compressive behaviour of a solid-liquid mixture governs the ultimate amount of liquid which can be expressed or removed from the mixture in a dewatering operation.
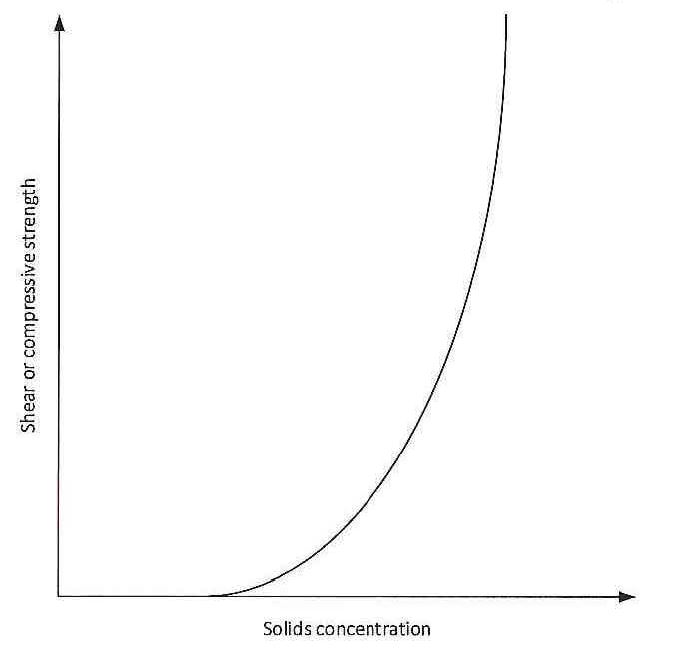
88 The diagram below illustrates the typical trend in network strength (compressive yield stress or shear yield stress) with increasing solids concentration. This shows that as the solids concentration increases, a point is reached where the strength of the material rapidly increases due to the interaction between the particles within the mixture.
89 There are various factors which significantly affect the rheology and dewatering characteristics of tailings slurry, both within dewatering equipment in a mineral processing plant (i.e. thickeners, filters, centrifuges) as well as within the TSF (i.e. water release upon deposition and long term consolidation after placement).
90 First, a higher solids concentration will usually result in a slurry with a higher viscosity, higher yield stress and a higher compressive strength. This is related to an increase in the number of collisions or interactions between particles under flow or in dewatering.
91 In terms of permeability, a higher solids concentration will result in a lower permeability. This is because the more solid particles in the slurry, the less available space for liquid to flow between those particles.
92 Viscosity, yield stress, compressive strength and permeability are all strong functions of slurry solids concentration.
93 Second, for the same material, a finer particle size distribution will generally have a higher viscosity, higher yield stress, higher compressive strength but lower permeability than a coarser particle size distribution. The lower permeability is due to the more tortuous flow path between or by the particles in the finer suspension. However, the finer particles increase the strength of the network (more particle interactions per unit volume) which in turn produces a higher yield stress.
94 In addition, the relative amounts of coarser and finer material within a size distribution can affect the packing of the particles in the slurry, and therefore affect the viscosity, yield stress, compressive strength and permeability of the slurry.
95 Third, the composition of dissolved ions within the process water influences the interaction between fine particles in the slurry and can result in attractive or repulsive forces between them. This can result in a slurry with a higher viscosity, yield stress and compressive strength due to a stronger inter-particle network (attractive forces). Conversely, a slurry with lower viscosity, no yield stress or compressive strength can be generated with repulsive forces between the particles. In terms of permeability, attractive forces typically promote fine particle aggregation, with a resultant increase in permeability at a given solids concentration.
96 Fourth, the type of minerals present within the tailings particles can have a strong influence on slurry rheology and dewatering. In particular, clay minerals were well known sources of increased viscosity in tailings slurries due to their plate-like structure and high surface area to particle volume ratio. Shear yield stress varies for a range of mineral tailings slurries with varying mineralogy, water chemistry, particle size and shape.
97 Fifth, the addition of chemical modifiers to tailings slurries can significantly change their rheology and dewatering properties, largely based on whether they promote attraction or repulsion between the particles.
98 This can either result in a slurry that has a higher viscosity, higher yield stress, higher compressive strength (with attraction), or is less viscous, has a lower yield stress and a lower compressive strength (in the case of repulsion). In terms of permeability, higher levels of attraction between particles typically results in increased permeability due to an increase in the effective particle size caused by the aggregation of fine particles in the slurry. This effect was the primary objective of the use of polymer flocculants in slurry dewatering (either within a thickener, filter, centrifuge or on deposition in a TSF). In the case of flocculant addition in particular, the resultant change in rheology and dewaterability was a strong function of the dose of polymer. It was known that larger doses of flocculant could result in a larger improvement in permeability, but with a stiffer particle network (i.e., increased yield stress at a fixed solids concentration).
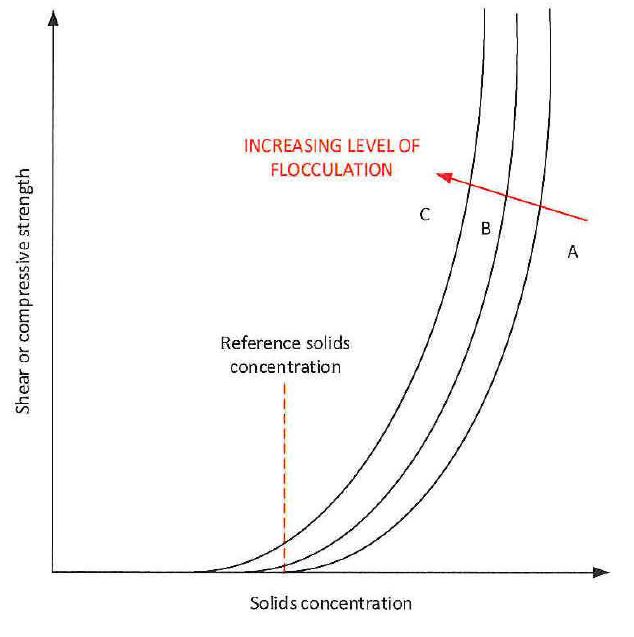
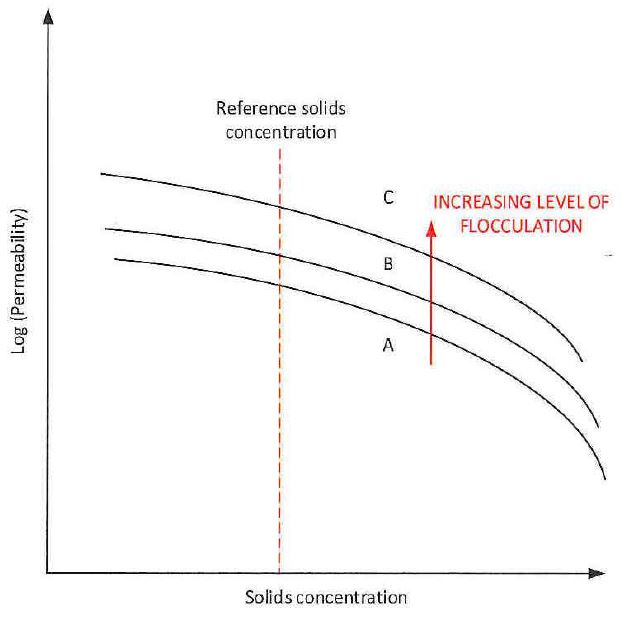
99 The changes in both permeability and network strength with increasing levels of flocculation are illustrated in the graphs set out below. In these graphs, permeability and network strength behaviour for three states of flocculation are conceptually depicted. State A represents a material that is unflocculated. State B represents a material that is moderately flocculated. And State C represents a material that is heavily flocculated. As can be seen in the graph on the left, the more flocculated that a material is, the higher its shear or compressive strength at a fixed solids concentration. As can be seen in the graph on the right, the more flocculated the material is, the higher the permeability for a given solids concentration. Typically, a permeability graph as depicted on the right is logarithmic, such that the changes induced by flocculation as illustrated can result in improvements of factors of 10 (or greater) over unflocculated material.
100 Sixth, slurries can exhibit changes in their rheology and de-watering behaviour as a function of the level of shearing they experience. The presence of shear dependency in a slurry can be related to the chemistry, mineralogy, particle shape or presence of additives in the slurry.
101 In particular, for slurries subject to polymer flocculation, the flocculated network generated by the flocculant, is highly shear sensitive such that exposing the slurry to shear can degrade the flocculated network. This degradation is irreversible (without the addition of further flocculant) and would typically lead to reductions in viscosity, yield stress, compressive strength and a significant reduction in permeability.
102 Let me say something further about yield stress at this point. Flocculants increase the yield stress of a mineral slurry. Yield stress is a measure of the strength of the slurry. That is, the ability of the slurry to withstand the application of applied force such as shear.
103 The yield stress of the slurry is critical to both the pumping of the slurry to a deposition area (such as a tailings dam) and the behaviour of the slurry on deposition.
104 Typically, the greater the amount of flocculant used, the greater the yield stress of the slurry at a given concentration, as demonstrated in the diagram set out below. As the concentration of solids in the slurry is increased the slurry becomes less fluid-like and starts to become paste-like (like toothpaste or peanut butter) and ultimately, at high concentration, becomes solid-like (a cake).
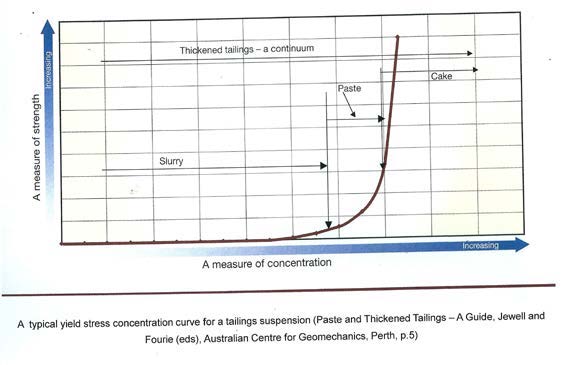
105 Pumping a slurry with a higher yield stress will require more energy to pump than a slurry with a lower yield stress. However, as discussed below, pumping the slurry also exposes the slurry to shear forces, which causes flocs to break down and for the yield stress to decrease.
106 Let me now say something about pumpability and shear thinning. The distance between the thickener or treatment plant and the deposition area could vary from tens of metres to many kilometres depending on the particular mine. Therefore the time the thickened tailings were in transit from the thickener or treatment plant to the deposition area could vary from seconds to hours.
107 A common speed at which slurries were pumped was between 1 to 2 metres per second, depending on the material being pumped. Therefore, if the material was being pumped 300 metres the transit time was between 2.5 and 5 minutes. Whereas if the material was being pumped 10 kilometres, the transit time could be in excess of 2.5 hours.
108 However, the pumping of the tailings, particularly over long distances, could cause flocs formed in the tailings to break up and for the tailings to become more fluid with a decreased viscosity (often referred to as “shear thinning”). This shear thinning was a function of the mineralogy of the tailings, turbulence in the outlet pipe, the time that the floc structure was subjected to that turbulence and/or the sensitivity of the floc structure to such shear forces.
109 The distance the slurry is pumped (and therefore transit time) will also influence the amount of shear thinning that occurs. The distance (and therefore transit time) from the mine site to the point of deposition varied according to the mine and mineralogy involved. The distances involved can be measured in kilometres. The transit time from the thickener to the point of deposition could be very short and take only a few minutes or 60 minutes or longer depending on the setup of the mine site.
110 Shear thinning would typically lead to reductions in viscosity, yield stress, compressive strength and a significant reduction in permeability of the tailings on deposition in the deposition area.
111 Consequently, even if the slurry had a yield stress that was suitable for stacking on deposition when it exited the thickener, that yield stress would inevitably be significantly reduced when the slurry was pumped to the deposition area by virtue of the flocs being broken down by shear thinning.
112 Let me say something about holding vessels. One practice undertaken prior to the priority date was to temporarily divert some of the flocculated tailings to a holding vessel before pumping the diverted tailings to the deposition area.
113 Diverting some tailings to a holding vessel was undertaken for a variety of operational and logistical reasons including generation of sufficient material to achieve the required coarse/fine blending requirements or for the addition and conditioning of chemicals or other additives to the tailings which required time. Furthermore, plant logistics may have required a certain volume of tailings to be deposited at a particular time or over a particular timeframe requiring storage or accumulation of tailings in the interim.
114 Further, one could subject liquor released from deposited tailings to further processing to reclaim or re-use any valuable dissolved materials.
115 At this point let me elaborate further on the question of dewatering and various devices.
116 Dewatering screens were a class of dewatering device where solids were retained on a perforated screen, whilst liquid drained through the apertures, enabling dewatering. The aperture size was selected based on the size of the particles in the feed slurry. The drainage was either driven by gravity (a gravity drainage screen) or an acceleration force provided by a vibrating screen (a vibrating dewatering screen).
117 If the feed slurry contained free solids that were smaller than the screen aperture size, the water released from the screen was dirty and would typically require further treatment. A dewatering screen required rapidly dewatering, free-draining solids and as such was typically employed in coarse tailings dewatering.
118 Alternatively, fine particle systems were treated on gravity drainage screens after application of dosages of polymer flocculant. This created a strong, granular, freely draining floc structure that released water rapidly on the screen (typically similar to the structure developed for in line flocculation and belt press filtration). Inclination of the screen resulted in solids movement down the screen, and ploughs were often employed to gently shear/densify the flocs and enhance water release. Alternatively, a screen could be in the form of an inclined rotating cylinder, whereby a gentle tumbling action promoted floc densification and water release. Gravity drainage also formed the critical initial dewatering phase of operation of a belt press filter.
119 Adoption of dewatering screens was characterised by:
(a) low technical complexity and capital cost, although vibrating screens would often only be one component of the full tailings management system;
(b) consideration of additional filtration for fines present in water released;
(c) potential requirements for conveying and trucking to the TSF;
(d) reducing costs for TSF development and management with increasing ultimate placed solids concentration; and
(e) improving water efficiency and environmental credentials proportional with the ultimate placed solids concentration.
120 Further, cyclones were commonly used in mineral processing to fractionate particles in a slurry into a coarse and fine fraction. Use of dewatering cyclones was commonly employed at operations where predominantly sand-sized tailings were generated e.g. in the mineral sands industry. A cyclone essentially was a cylindrical vessel with a tapered conical base in which a slurry was tangentially injected such that a swirling flow was generated. Due to ‘centrifugal force’, coarser particles would migrate faster to the outside of the vessel such that they moved downwards and were collected in an underflow stream at the base of the vessel. Fine particles moved in a flow pattern upwards and out of the centre of the cyclone in an overflow stream. Of course, anyone who has a modicum of physics education would know that the concept of “centrifugal force” is a fictitious outward force which is only apparent to observers in a rotating reference frame (e.g. a child on a playground roundabout). Rather, from an inertial reference frame, as materials enter the cyclone, the cyclone wall exerts a centripetal force towards the inside of the cyclone, which forces the slurry to undergo circular motion. Any object moving in circular motion is the subject of a centripetal force towards the centre. Think of it this way. An object in circular motion is accelerating. That is because its velocity is changing. Now its speed may be constant but its direction is changing. As velocity, a vector, is a function of speed and direction, an object in circular motion is changing velocity i.e. accelerating. And that acceleration, also a vector, is towards the centre. Force, also a vector, is a product of mass times acceleration. As the acceleration component (a vector) is towards the centre, with mass as a scalar concept, the force (centripetal force) is towards the centre. Now in the present context as the centripetal force applied is insufficient to keep the larger particles in circular motion, the radius of circular motion for such particles will increase until they migrate towards the outside of the vessel.
121 The natural behaviour of a cyclone was such that the water preferentially reported to the overflow with the fines, and the underflow contained coarse particles at a significantly higher solids concentration than in the feed. This natural dewatering effect could be enhanced by either the operating parameters or cyclone design, to promote enhanced dewatering of the cyclone underflow, such that a stackable, coarse output could be achieved.
122 Some ancillary treatment approach was required to deal with the dilute cyclone overflow stream containing fine material e.g. subsequent thickening or settling pond impoundment.
123 Adoption of cyclones was characterised by:
(a) low technical complexity and capital cost, however they would typically only be one component of the full tailings management system;
(b) the requirement of additional thickening / clarification for fines present in overflow;
(c) reducing costs for TSF development and management with increasing ultimate placed solids concentration; and
(d) improving water efficiency and environmental credentials proportional with the ultimate placed solids concentration.
124 Further, centrifuges were a dewatering technique whereby a slurry was placed within a rotating vessel which could be either solid (a solid bowl centrifuge) or with some kind of filter medium or screen at the base (basket or screen bowl centrifuge).
125 A wide range of centrifuge designs existed with differing rotational speeds, mechanical methods for solids discharge (e.g. via a helical scroll, scraping blade or plunger) and sometimes with additional vibration to enhance solids dewatering.
126 In general, centrifuges were less commonly used for tailings dewatering than other technologies. Vibrating basket centrifuges were most commonly used in fine coal dewatering, and solid bowl centrifuges were relatively commonly used in dewatering of industrial and municipal water and wastewater sludges, typically after heavy polymer flocculant dosage.
127 Adoption of centrifuges was characterised by:
(a) moderate technical complexity and capital cost;
(b) reducing costs for TSF development and management with increasing solids concentration; and
(c) improving water efficiency and environmental credentials proportional with the dewatered solids concentration.
128 Further, filtration was a dewatering technique where slurry was forced against a semi-permeable filter medium which resulted in retention of slurry solids on the medium as a filter cake, with passage clarified liquid (filtrate) through the medium.
129 A large number of different filtration technologies existed at the priority date such that it is impractical to provide an exhaustive list, but the broadest classification of filter types can be made based on the driving force for separation, which can be as a positive pressure or via application of a vacuum.
130 Pressure filters typically used for tailings dewatering at the priority date were most commonly recessed plate-type pressure filters, although pressure variants of disc and drum filters were also available.
131 The belt press filter was also used for tailings dewatering and involved conditioning of thickener underflow with large doses of flocculant to produce freely dewatering slurry, with a “cottage cheese” structure. This then went through a gravity drainage phase followed by filtration under high pressure between two belts.
132 Successful operation of a belt press filter required the use of sufficiently high doses of flocculant to feed to produce the necessary freely dewatering “cottage cheese” like structure. This was necessary so that the material could be squeezed between the belts rather than being displaced by them.
133 Let me now say something about tailings beaching.
134 Conceptually, beaches can form in two ways. For a homogenous slurry, where solid particles do not rapidly settle out, a beach forms as the slurry stops moving at some point after deposition due to its viscous nature overcoming the level of energy driving the spreading of the slurry. Alternatively, a beach could form due to material settling out from the slurry as it travelled outwards from the deposition point. In some cases, where a wide range of particle sizes were present within a slurry, differential settling rates could exist, with coarser particle settling faster than the finer ones. This could then result in coarser particles being deposited closer to the deposition point, with finer material travelling progressively further down the beach. In extreme cases, the beach may be formed predominantly of coarse material with fines migrating to the decant pond. In situations where separation of the particles from the deposited slurry was the driving force for beach formation, the rate of separation was driven by the particle settling rate (i.e. a measure of permeability), which in turn controlled the beach angle.
135 A schematic illustrating the impact of particle size on separation/settling of solids during deposition is set out below. This illustrates how larger, or denser particles or flocs will tend to be deposited closer to the exit of a discharge pipe than finer particles.

136 A flocculated structure at the point of deposition could enhance beach formation by either:
(a) binding fines to coarse particles to prevent segregation on the beach; or
(b) promoting more rapid separation of solids from the carrier fluid.
137 In the case of thickened or paste thickened tailings discharged into a deposition area, it was desirable for the deposited tailings to form a sloped beach in the deposition area.
138 For tailings deposited with perimeter discharge, development of a beach was desirable as it promoted run off of liquid expressed from the tailings into a decant pond for easy recycling. In addition, the integrity of the TSF embankment was also enhanced through the migration of liquid away from the area adjacent to the embankment. TSF embankments were typically not constructed as water retaining facilities due to a higher cost of construction (except in circumstances where a water cover over deposited tailings was required) and as such, the presence of large volumes of water against these structures could lead to structural failure.
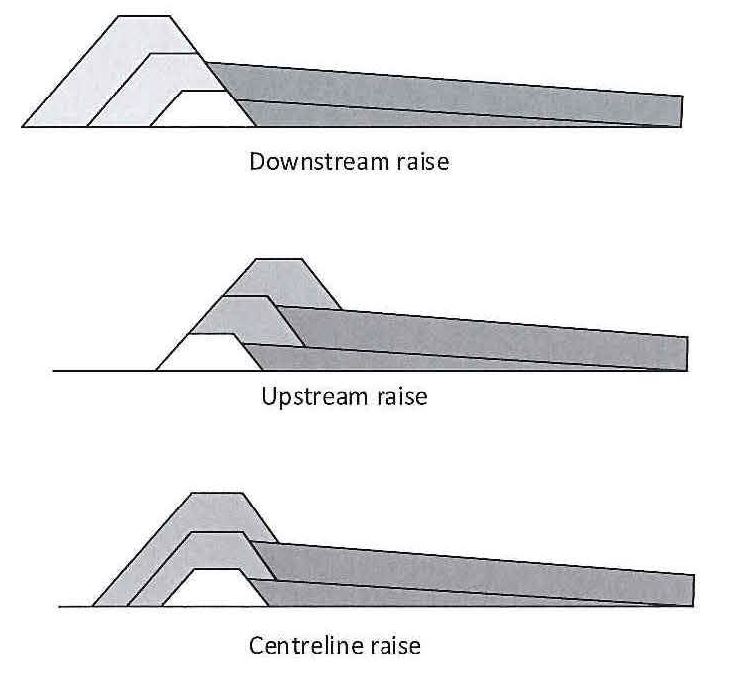
139 A further advantage of the development of a beach is that it allows the construction of further embankment walls on top of the beached material when the mine operator wishes to raise the dam wall. This method of construction is termed an “upstream raise”. Adopting this construction approach significantly reduces the cost of raising the dam wall, as the amount of construction material required is significantly reduced. For this to occur, the beached material needs a sufficient level of strength to support the overlying dam wall structure. As can be seen from the diagram below, the relative amount of material required for an “upstream raise” is significantly less than for a “downstream raise” or a “centreline raise”.
140 For the tailings deposited with central discharge, it was also desirable for the development of a sloped beach, which in this case would be a conical shape. The advantages of a sloped beach in such a case are to promote run off of rainfall to maintain the tailings in a dry state, and to allow storage of the maximum amount of tailings within the conical shape without either having to build a high confining embankment or to occupy a large area.
141 Generally, beaching of the tailings allowed for the storage of a greater volume of tailings for a given area of TSF, which was one of the goals of tailings management processes.
THE OPPOSED APPLICATIONS
(a) Background
142 Let me address some background concerning the disposal of tailings.
143 Generally speaking, until about the mid to late 1950s water was not scarce and there were no restrictions on the dumping of wastes or use of tailings dams. Therefore a mine operator could usually obtain water from any easily available source and dump the tailings whenever convenient. This often meant using water from a river and dumping the wastes back into the river. Typically, mine operators simply deposited the tailings into pits, dams or rivers without further treatment or consideration of the environmental impact of the tailings, and without concern for recovering water from the tailings.
144 Prior to the 1980’s the most commonly used technique for dewatering of tailings involved the use of thickeners to recover some of the water from the tailings. To enhance the separation rate of the solid and liquid within a thickener, the generally accepted practice was to add a flocculant to the feed entering the thickener which aggregated the particles in the thickener and increased their settling rate. As the solids separated from the water in the thickener, clear water was taken from the top of the thickener. The solids removed from the bottom of the thickener were usually pumped in a slurried form to a deposition area. The deposition area could have been an existing mined-out pit, or a purpose built tailings storage facility.
145 A common method for disposing of thickener underflow was to deposit it onto a slope, wall or floor of a deposition area in order to beach the tailings, so that released water flowed to a lower point and could be pumped back to the plant for re-use (tailings beaching). A typical approach to tailings beaching was to deposit thickener underflow onto a slightly sloping surface, which enabled the material to build up on the slope with released water flowing to a lower point where it could be recovered for re-use in the mining process.
146 In the 1980s and 1990s in Australia, mine operators were faced with challenges in relation to environmental issues, water efficiency and limited land availability, and increased regulatory controls. Those factors and good economic reasons forced mine operators to look at ways to improve their tailings disposal processes.
147 As a result of these pressures, in the period leading up to the priority date, the mineral processing industry was focused on improving ways of disposing of tailings. Some objectives in the management of the treatment of tailings were to:
(a) minimise the amount of land that was taken up by the storage of tailings to create as small a footprint as possible;
(b) obtain a stable and trafficable deposit;
(c) maximise recovery of relatively clean water so that the water could be re-used in the plant; and
(d) rehabilitate the deposited tailings within an acceptable timeframe.
148 Further and in this context, the particular choice of tailings dewatering technique employed for a given operation was strongly influenced by the particular circumstances existing at any mine including:
(a) land availability and topography;
(b) water availability;
(c) environmental restrictions;
(d) access to power;
(e) distance to deposition area from plant; and
(f) available manpower.
149 At the priority date the most commonly used tailings dewatering techniques which involved the use of mechanical dewatering equipment included the use of thickeners/clarifiers, dewatering screens, cyclones, centrifuges, and filtration methods such as belt press filters, all of which involved the use of flocculants.
150 Co-disposal was also a technique used in some cases both to dispose of coarse waste materials and to assist in obtaining a stable deposit of tailings in the deposition area, including in tailings beaching. However, there were well known difficulties involved with co-disposal.
(b) The invention described in the 785 application
151 The field of the invention is described in the 785 application (p 1 lines 5 to 10) in the following terms:
The present invention relates to the treatment of mineral material, especially waste mineral slurries. The invention is particularly suitable for the disposal of tailings and other waste material resulting from mineral processing and beneficiation processes, including the co-disposal of coarse and fine solids, as a homogenous mixture.
152 The 785 application notes that in some cases the tailings could be back filled into mines. In cases where it was not possible to dispose of the waste in an emptied mine, it was common practice to dispose of the waste material by pumping the aqueous slurry to lagoons, heaps or stacks and allowing it to dewater gradually through the actions of sedimentation, drainage and evaporation. Page 1 lines 26 to 30 states:
For other applications it may not be possible to dispose of the waste in a mine. In these instances, it is common practice to dispose of this material by pumping the aqueous slurry to lagoons, heaps or stacks and allowing it to dewater gradually through the actions of sedimentation, drainage and evaporation.
153 The 785 application notes the environmental pressures to minimise the allocation of new land for disposal and to more effectively use the existing waste areas. A related environmental pressure was the efficient re-use of water in the mining process. Page 2 lines 1 to 4 states:
There is a great deal of environmental pressure to minimise the allocation of new land for disposal purposes and to more effectively use the existing waste areas. One method is to load multiple layers of waste onto an area to thus form higher stacks of waste.
154 The 785 application notes that it is desirable to have a treatment which provides a more rapid release of water from the deposited material and that the concentrated solids are held in a manner that prevents both segregation of any coarse and fine fractions and contamination of the released water, whilst minimizing the impact on the environment. Page 3 line 29 to page 4 line 2 states:
It would therefore be desirable to provide treatment which provides more rapid release of water from the suspension of solids. In addition it will be desirable to enable the concentrated solids to be held in a convenient manner that prevents both segregation of any coarse and fine fractions, and prevents contamination of the released water whilst at the same time minimises the impact on the environment.
155 The 785 application recognises that one method of reducing the area of deposition was to form stacks of “rigidified waste”. One “difficulty” identified in the 785 application was to ensure that the new waste flowed over previously “rigidified” waste, remained within the waste area boundaries, formed a stack and consolidated to support multiple layers without collapsing or overflowing. Page 2 lines 3 to 8 states:
One method is to load multiple layers of waste onto an area to thus form higher stacks of waste. However, this presents a difficulty of ensuring that the waste material can only flow over the surface of previously rigidified waste within acceptable boundaries, is allowed to rigidify to form a stack, and that the waste is sufficiently consolidated to support multiple layers of rigidified material, without the risk of collapse or slip.
156 The 785 application describes the common use of flocculants to assist in the disposal of tailings through the process of flocculation in a thickener so as to give higher density to the underflow and assist in the recovery of water. Page 2 lines 16 to 18 states:
These solids are often concentrated by a flocculation process in a thickener to give a higher density underflow and to recover some of the process water.
157 The 785 application also recognises that SDITB had been used to improve the compaction of the fine waste material and clarity of the recovered water. But the 785 application asserts that such processes applying flocculants at “conventional doses” had produced little or no benefit. Page 3, lines 21 to 27 states:
Attempts have been made to overcome all the above problems by treating the feed to the tailings dam using a coagulant or a flocculant to enhance the rate of sedimentation and/or improve the clarity of the released water. However, this has been unsuccessful as these treatments have been applied at conventional doses and this has brought about little or no benefit in either rate of compaction of the fine waste material or clarity of the recovered water.
158 Dr Farrow acknowledged that the reference to “feed to the tailings dam” in the 785 application encompassed thickener underflow. As he said, the most common way of feeding materials to a tailings dam was where the material had previously gone through a thickener.
159 The 785 application refers to EP-O-388-108 (the Moody patent). This is a patent with G Moody as the inventor filed by Allied Colloids Ltd (subsequently acquired by Ciba) on 12 March 1990, although asserting an earlier priority date. The Moody patent discloses a process of secondary dosing involving the addition of a water insoluble flocculant and “allowing the material to stand and then allowing it to rigidify and become a stackable solid”. The 785 application notes that this prior art process disadvantageously requires high doses of flocculant “in order to achieve a sufficiently rigidified material”. Page 5 lines 5 to 14 states:
EP-A-388108 [sic] describes adding a water-absorbent, water-insoluble polymer to a material comprising an aqueous liquid with dispersed particulate solids, such as red mud, prior to pumping and then pumping the material, allowing the material to stand and then allowing it to rigidify and become a stackable solid. The polymer absorbs the aqueous liquid of the slurry which aids the binding of the particulate solids and thus solidification of the material. However this process has the disadvantage that it requires high doses of absorbent polymer in order to achieve adequate solidification. In order to achieve a sufficiently rigidified material it is often necessary to use doses as high as 10 to 20 kilograms per tonne of mud.
160 The 785 application (p 5 line 23) also refers to a prior art process which is described as WO-A-96/05146 (the Pearson patent). This is a patent filed by Cytec in 1995. Cytec was then a major flocculant supplier. The Pearson patent discloses a process of SDITB which involved the addition of a water soluble flocculant “dispersed in a continuous oil phase with the slurry” (p 5 line 25). This is a reference to a water-in-oil emulsion. The 785 application asserts that it is a requirement of the Pearson patent that the flocculant is not inverted and added to the slurry as an aqueous solution. At page 5 lines 25 to 29 it is stated:
Preference is given to diluting the emulsion polymer with a diluent, and which is preferably in a hydrocarbon liquid or gas and which will not invert the emulsion. Therefore it is a requirement of the process that the polymer is not added in to the slurry as an aqueous solution.
161 The 785 application also refers to the Gallagher patent that I mentioned in my introduction filed by Ciba in 2001. The Gallagher patent discloses a process of SDITB in which the treated tailings are pumped as a fluid and then allowed to stand and rigidify. The rigidification is achieved by introducing into the tailings a water soluble flocculant in the form of a dry powder (particles) which has an intrinsic viscosity of at least 3 dl/g into the suspension.
162 The 785 application describes the importance of using a water soluble flocculant in a powder form in the Gallagher patent as follows (p 6 lines 9 to 11):
The importance of using particles of water soluble polymer is emphasised and it is stated that the use of aqueous solutions of the dissolved polymer would be ineffective.
163 Now the Gallagher patent states (pages 3 and 14) that:
We have surprisingly found that the presence of water soluble polymers applied in the form of particles actually enables the material to remain fluid and pumpable during the pumping stage but results in rapid loss of fluidity and rigidification on standing.
…
It is surprising that the process according to the invention forms a product which rigidifies far better than alternative treatments, for instance the use of water swellable, water swellable polymers or pre-formed solutions of water soluble polymers.
164 Contrastingly, the 785 application states (p 7 lines 26 to 29):
We have unexpectedly found that the addition of the aqueous solution of polymer to the material does not cause instant rigidification or substantially any settling of the solids prior to standing.
165 It is well apparent that the form in which the flocculant is added to the tailings, namely, a water soluble flocculant in aqueous solution, is an essential feature of the claimed invention.
166 The 785 application (p 6 lines 19 to 23) describes an objective of the claimed invention as finding a more suitable method of treating coarse and/or fine particulate waste material from mineral sands, alumina or other mineral processing operations in order to provide a better release of fluids and a more effective means of disposing of the concentrated solids. The 785 application notes that the claimed invention may be used on tailings slurries that consist of only fine particles or a mixture of fine and course particles (p 8 lines 6 and 7).
167 The 785 application discloses that the claimed invention may be performed in relation to a wide range of materials and mineralogies, including gold slimes, mineral sands, coal, red mud, nickel, silver and iron ore. Further, the only mineral type which is the subject of a specific claim is mineral sands. Further, the only field trials in the Examples are in relation to mineral sands. Page 8 lines 22 to 27 states:
The material particles are usually inorganic and/or usually a mineral. Typically the material may be derived from or contain filter cake, tailings, thickener underflows, or unthickened plant waste streams, for instance other mineral tailings or slimes, including phosphate, diamond, gold slimes, mineral sands, tails from zinc, lead, copper, silver, uranium, nickel, iron ore processing, coal, or red mud.
168 The 785 application states that the most effective point of addition of the flocculant depends upon the substrate and the distance from the thickener to the deposition area. If the outlet pipe is relatively short, with the transit time being correspondingly short, then it may be advantageous to add the flocculant close to the thickener. Conversely, if the deposition area is remote from the thickener, with the transit time being correspondingly long, then it is desirable to add the flocculant closer to or at the discharge point. Page 14 lines 10 to 17 states:
The most effective point of addition will depend upon the substrate and the distance from the thickener to the deposition area. If the conduit is relatively short any may be advantageous to dose the polymer solution close to where the material flows from the thickener. On the other hand, where the deposition area is significantly remote from the thickener in may be desirable to introduce the polymer solution closer to the outlet. In some instances in may be convenient to introduce the polymer solution into the material as it exits the outlet.
169 The 785 application states (p 14 lines 5 to 10) that:
A suitable and effective rigidifying amount of the water-soluble polymer solution can be mixed with the material prior to a pumping stage … Alternatively, the polymer solution can be introduced and mixed with the material during a pumping stage or subsequently.
170 The 785 application also states that, in one form of the claimed invention, the treated material is transferred to a settling area, such as a tailings dam or a lagoon (p 16 line 32 to p 17 line 1).
171 The 785 application states that (p 13 lines 19 to 22):
The aqueous polymer solution may be added in any suitable concentration. It may be desirable to employ a relatively concentrated solution, for instance up to 10% or more based on weight of polymer in order to minimise the amount of water introduced into the material.
172 The 785 application then indicates that it will usually be desirable to add the flocculant solutions at lower concentrations to facilitate the distribution of the flocculant throughout the material (p 13 lines 22 to 25).
173 Suitable dose ranges for performing the claimed invention are identified as ranging from 10 grams to 10,000 grams per tonne (g/t) of material solids with preferred ranges of 30 to 3,000 g/t and more preferred ranges from 60 to 200 or 400 g/t (p 8 lines 16 to 20).
174 The release of liquor is a preferred feature of the claimed invention, such liquor containing “significantly less solids” and being suitable for recycling in the process (p 16 lines 9 to 18). The 785 application therefore makes clear that it is not necessary for the effective working of the claimed invention that all solids in the treated tailings be captured in the stacked material.
175 The 785 application contains 13 examples. Examples 1 to 8 involve slump tests on various different selections of flocculants on different mineral slurries. Examples 9 to 11 are laboratory evaluations of various flocculants. Examples 12 and 13 include a plant evaluation using tails from a mineral sands process.
176 Example 1 involves slump tests using a tailings slurry obtained from a mineral sands operation. The results of the slump tests are provided in Table 3. The 785 application then notes that: “The increased rigidification of the mineral tailings through the addition of the water soluble polymer is evident by the reduced slump radius and increased stacking height compared to the untreated material” (p 21 lines 2 to 6).
177 Examples 1 to 11 involve a comparison with thickener underflow that was not treated in any way to assess the increased rigidification achieved by the addition of water soluble flocculant in aqueous solution (see the results reported in Tables 2 to 19).
178 In Example 12, laboratory slump tests were conducted on a combined fine and coarse tailings from a mineral sands operation. Following these tests, a plant evaluation was carried out. The 785 application states that “[b]ased on the above laboratory evaluation, a dosing point close (20 metres or 11 seconds) to the discharge point was chosen to minimize shearing…” (p 35 lines 15 to 17). Figure 5 (untreated) and Figure 6 (treated) show the discharge of the mineral sands tailings the subject of the plant evaluation.
179 Example 13 also involves laboratory and plant evaluations on a combined fine and coarse tailings from a mineral sands operation. The 785 application states that “[t]he combined waste material is pumped to a series of pits that are filled sequentially and re-vegetated afterwards” (p 38 lines 8 to 10).
180 In Example 13, in one case product was added before the small centrifugal pump. The result was an improved slump angle and much greater release of water from the slurry (p 38 lines 18 to 21). The dosing point was then modified to be added directly after the centrifugal pump. The dosage was reduced, with this alternative position achieving similar results to the first dosing point (p 39 lines 2 to 4).
(c) The claims of the 785 application
181 The 785 application (as amended) makes 29 claims. These claims are expressed as follows:
1. A process of improving rigidification of a material whilst retaining the fluidity of the material during transfer in which the material comprises an aqueous liquid with dispersed particulate solids that is transferred as a fluid to a deposition area, then allowed to stand and rigidify, by combining with the material during transfer an effective rigidifying amount of an aqueous solution of a water-soluble polymer having an intrinsic viscosity of at least 5 dl/g (measured in IM NaCI at 25℃), in which the process comprises co-disposal of coarse and fine solids as a homogenous mixture.
2. A process according to claim 1 in which the water soluble polymer has an intrinsic viscosity of at least 5 dl/g and is formed from ethylenically unsaturated water-soluble monomer or blend of monomers.
3. A process according to claim 1 or claim 2 in which the water soluble polymer is anionic.
4. A process according to claim 3 in which the polymer is formed from monomer(s) selected from the group consisting of (meth)acrylic acid, allyl sulphonic acid and 2-acrylamido-2-methyl propane sulphonic acid as the free acids or salts thereof, optionally in combination with non-ionic co-monomers, selected from the group consisting of (meth)acrylamide, hydroxy alkyl esters of (meth)acrylic acid and N-vinyl pyrrolidone.
5. A process according to claim 1 or claim 2 in which the water soluble polymer is non-ionic.
6. A process according to claim 5 in which the polymer is formed from monomer(s) selected from the group consisting of (meth) acrylamide, hydroxyl alkyl esters of (meth) acrylic acid and N-vinyl pyrrolidone.
7. A process according to claim 1 or claim 2 in which the water soluble polymer is cationic.
8. A process according to claim 7 in which the polymer is formed from monomer(s) selected from the group consisting of dimethyl amino ethyl (meth) acrylate-methyl chloride, (DMAEA.MeCI) quat, diallyl dimethyl ammonium chloride (DADMAC), trimethyl amino propyl (meth) acrylamide chloride (ATPAC) optionally in combination with non-ionic co-monomers, selected from the group consisting of (meth) acrylamide, hydroxy alkyl esters of (meth) acrylic acid and N-vinyl pyrrolidone.
9. A process according to any one of claims 1 to 8 in which the dispersed particulate solids are mineral.
10. A process according to any one of claims 1 to 9 in which the process comprises the disposal of mineral slurry residues from a mineral processing operation.
11. A process according to any one of claims 1 to 10 in which the process provides a heaped geometry.
12. A process according to any one of claims 1 to 11, in which the material is derived from the tailings from a mineral sands process.
13. A process according to any one of claims 1 to 12 in which the dispersed particulate solids have particle sizes less than 100 microns, in which preferably at least 80% of the particles have sizes less than 25 microns.
14. A process according to any one of claims 1 to 13 in which the dispersed particulate solids has a bimodal distribution of particle sizes comprising a fine fraction and a coarse fraction, in which the fine fraction peak is substantially less than 25 microns and the coarse fraction peak is substantially greater than 75 microns.
15. A process according to any one of claims 1 to 14 in which the material has a solids content in the range 15% to 80% by weight, preferably in the range 40% or 50% to 70% by weight.
16. A process according to any one of claims 1 to 15 comprising flocculating an aqueous suspension of solids in a vessel to form a supernatant layer comprising an aqueous liquor and an underflow layer comprising thickened solids forming the material, separating the supernatant layer from the underflow, wherein the underflow containing the particulate material flows from the vessel and, in which the material is then pumped to a deposition area where it is allowed to stand and rigidify, and wherein the effective rigidifying amount of the aqueous solution of the water-soluble polymer is mixed with the material after flocculating the suspension and before the material is allowed to stand.
17. A process according to claim 16 in which wet or dry coarse particles are added to the underflow from the vessel either before or during the addition of an effective rigidifying amount of the water soluble polymer.
18. A process according to claim 16 or 17 in which the material is transferred to a holding vessel prior to being pumped to the deposition area.
19. A process according to any of claims 1 to 18 in which the process provides a heaped geometry and co-immobilises the fine and coarse fractions of the solids in the material and water released has a higher driving force to separate it from the material by virtue of hydraulic gravity drainage.
20. A process according to any of claims 1 to 19 in which the material is pumped to an outlet, where it is allowed to flow over the surface of previously rigidified material, wherein the material is allowed to stand and rigidify to form a stack.
21. A process according to any one of claims 1 to 20 in which the effective rigidifying amount of the aqueous solution of the water-soluble polymer is mixed with the material prior to a pumping stage.
22. A process according to any of claims 1 to 20 in which the effective rigidifying amount of the aqueous solution of the water-soluble polymer is mixed with the material during or subsequent to a pumping stage.
23. A process according to any claims 1 to 21 in which the effective rigidifying amount of the aqueous solution of the water-soluble polymer is mixed with the material as it exits the outlet.
24. A process according to any of claims 1 to 23 in which the material is dewatered during rigidification, releasing liquor.
25. A process according to claim 24 in which the liquor is recycled to a mineral processing operation.
26. A process according to claim 24 or 25 in which the clarity of the liquor is improved by the addition of an aqueous solution of water-soluble polymer.
27. A process according to any of claims 24 to 26 in which the liquor contains dissolved valuable materials and, in which the liquor is subjected to further processing to reclaim or re-use the valuable materials.
28. Use of an aqueous solution of a water-soluble polymer having an intrinsic viscosity of at least 5 dl/g (measured in 1 M NaCI at 25℃), in a process in which material comprising aqueous liquid with dispersed particulate solids is transferred as a fluid to a deposition area, then allowed to rigidify, for the purpose of improving rigidification whilst retaining fluidity of the material during transfer, in which the process comprises co-disposal of coarse and fine solids as a homogenous mixture.
29. A process of improving rigidification of a material whilst retaining the fluidity of the material during transfer according to claim 1 substantially as hereinbefore described with reference to the examples.
182 A number of observations may be made in relation to the scope of claim 1 of the 785 application which contains the following integers:
A process of improving rigidification of a material whilst retaining the fluidity of the material during transfer
in which the material comprises an aqueous liquid with dispersed particulate solids that is transferred as a fluid to a deposition area, then allowed to stand and rigidify,
by combining with the material during transfer
an effective rigidifying amount of
an aqueous solution of a water-soluble polymer having an intrinsic viscosity of at least 5 dl/g (measured in IM NaCI at 25℃),
in which the process comprises co-disposal of coarse and fine solids as a homogenous mixture.
183 First, the process of claim 1 is not limited by the material having any particular solids content. The only limitation as to the solids content of the material is introduced in claim 15 which limits the process to materials having a solids content of 15 to 80%.
184 Second, the process of claim 1 is not limited by reference to a dose range for the flocculant. The claim requires an “effective rigidifying amount”. This refers to the amount of high molecular weight flocculant solution needed to cause the material to “rigidify”. Although the claim does not specify what this amount might be, the 785 application states that a “suitable” dose will range from 10 grams to 10,000 g/t of material solids.
185 Third, claim 1 requires that the aqueous solution of a water-soluble flocculant be added “during transfer”. It does not appear to be in dispute that this term refers to the addition of flocculant to the thickener underflow and encompasses the flocculant being added at any point between the point at which the underflow is discharged from the thickener to the point at which the treated material is discharged into the deposition area.
186 Fourth, claim 1 requires the deliberate combining of coarse and fine materials.
187 Fifth, claim 1 encompasses the flocculant being added either before, during or after the coarse and fine materials are combined in the thickener underflow.
188 Finally, the process of claim 1 requires that the treated material be allowed to “stand and rigidify” in the deposition area. It does not exclude subsequent removal of the rigidified material or the material standing and rigidifying on a physical structure in the deposition area.
189 Claims 2 to 8 depend on claim 1 and introduce limitations concerning the chemistry of the water soluble flocculant.
190 Claims 9 and 10 limit the material being treated to minerals.
191 Claim 11 refers to a process which provides a heaped geometry.
192 Claims 12 to 15 limit the material being treated by reference to mineralogy (mineral sands), particle size, bimodal distribution of particle size and solids content.
193 Claim 16 is a dependent claim which requires that the tailings being treated are underflow from a thickener.
194 Claim 17 introduces the limitation of adding wet or dry coarse particles to the underflow before or after the addition of the water soluble flocculant.
195 Claim 18 introduces the limitation of the material being transferred to a “holding vessel” before being pumped to the deposition area.
196 Claim 19 limits the process of claim 1 by further requiring that the process provide a “heaped geometry” and co-immobilisation of the fine and coarse fractions of the solid material, with the water released having a higher driving force to separate it from the material by virtue of hydraulic gravity drainage.
197 Claim 20 requires that the material when deposited is allowed to flow over the surface of previously rigidified material and is allowed to stand and rigidify to form a stack.
198 Claims 21 to 23 introduce limitations concerning the mixing of the flocculant with the material prior to, during or subsequent to pumping or as the material exits the outlet.
199 Claim 24 requires the material to be dewatered during rigidification, releasing liquor.
200 Claims 25 to 27 introduce limitations concerning the liquor which is released from the material being treated.
201 Claim 28 is an independent claim which is not relevantly different in scope to claim 1. It claims the use of an aqueous solution of a water soluble flocculant having an intrinsic viscosity of at least 5 dl/g (measured in 1M NaCL at 25℃), in a process in which material comprising aqueous liquid with dispersed particulate solids is transferred as a fluid to a deposition area, then allowed to rigidify, for the purpose of improving rigidification whilst retaining fluidity of the material during transfer, in which the process comprises co-disposal of coarse and fine solids as a homogenous mixture.
202 Claim 29 is an omnibus claim for the process according to claim 1, limited to the examples in the 785 application.
(d) The claims of the 568 application
203 The body of the 568 application is substantially similar to the body of the 785 application and contains no significant differences of relevance to the present discussion. Accordingly, it is not necessary to set it out. The 568 application (as amended) makes 35 claims. It is not necessary to set them out save for claim 1 which stipulates:
1. A process of improving rigidification of a material whilst retaining the fluidity of the material during transfer, in which the material comprises an aqueous liquid with dispersed particulate solids that is transferred as a fluid to a deposition area, then allowed to stand and rigidify, the process comprising:
combining aqueous suspensions of fine and coarse particulates for the purpose of co-disposal to form the material;
mixing of the aqueous suspensions into a homogeneous slurry; and
during or after mixing of the aqueous suspensions, combining with the material during transfer an effective rigidifying amount of an aqueous solution of a water-soluble polymer having an intrinsic viscosity of at least 5 dl/g (measured in 1 M NaCl at 25°C).
204 Claim 1 accordingly contains the following integers:
a process of improving rigidification of a material whilst retaining the fluidity of the material during transfer;
in which the material comprises an aqueous liquid with disbursed particulate solids that is transferred as a fluid to a deposition area, then allowed to stand and rigidify,
the process comprising:
combining aqueous suspensions of fine and course particulates for the purpose of co-disposal to form the material;
mixing of the aqueous suspensions into a homogeneous slurry; and
during or after mixing of the aqueous suspensions, combining with the material during transfer an effective rigidifying amount of an aqueous solution of a water-soluble polymer having an intrinsic viscosity of at least 5 dl/g (measured in 1M NaCl at 25℃).
205 Claim 2 describes a process which involves treating material which is the “underflow from a thickener”. A flocculant is combined with that material and transferred to a deposition area. The process comprises the co-disposal of coarse and fine solids as a homogenous mixture.
206 Claim 3 describes a process which involves treating material which is the “underflow from a thickener”. A flocculant is combined with that material at a “selected dosing point” and transferred to a deposition area. The process comprises the co-disposal of coarse and fine solids as a homogenous mixture.
207 Claim 4 is dependent on claim 3 and adds the requirement that the dosing point to be “near an outlet where the material is discharged in the deposition area”.
208 Claim 5 is dependent on claim 3 and adds the requirement that the water-soluble flocculant is added “to a conduit containing a flow of the material”. Page 7a of the 568 application discloses that “[t]he conduit is any convenient means for transferring the material to the deposition area and may for instance be a pipe or a trench”.
209 Claim 6 is dependent on claim 3 and adds the requirement that the flocculant has an intrinsic viscosity of at least 5 dl/G.
210 Claims 7 to 11 introduce limitations concerning the solids content of the material being treated.
211 Claims 12 to 18 introduce limitations concerning the properties of the flocculant.
212 Claims 19 to 21 introduce limitations on the source of the material being treated.
213 Claims 22 to 24 limits the material being treated by particle size and particle size distribution.
214 Claim 25 is a dependent claim which is expressed in similar terms to claim 1, given that the words “during transfer” in claim 1 of the 785 application means that the material being treated is thickener underflow.
215 Claim 26 is dependent on claim 25 and adds the requirement that coarse particles (wet or dry) are added to the underflow before or during the addition of the flocculant.
216 Claim 27 is dependent on claim 25 or claim 26 and adds the requirement that the material is transferred to a “holding vessel” before being pumped to the deposition area.
217 Claim 28 is dependent on any of the preceding claims and adds the requirement that the material is discharged from an outlet and allowed to flow over the surface of previously rigidified material then stand and rigidify to form a stack.
218 Claims 29 and 30 are dependent on any of the preceding claims and add the requirement that the mixing of the flocculant with the material being treated occurs “during or subsequent” to pumping (claim 29) or as the material “exits the outlet” (claim 30).
219 Claims 31 to 33 introduce limitations concerning recycling the water/liquor released from the material being treated recovering valuable materials contained in the water/liquor.
220 Claim 34 is an omnibus claim.
WITNESSES
(a) SNF’s witnesses
221 Dr de Kretser is a technical engineering consultant in the areas of tailings and waste sludge management, solid-liquid separation, chemical conditioning, heap leach hydrodynamics, suspension rheology and the development and execution of laboratory and site based testing programs in these areas. He has a blend of specialised theoretical and practical experience gained across a range of industries including mining and waste water management in the period 1990 to date.
222 His doctoral thesis at the University of Melbourne completed in 1995 was in respect of “the compression dewatering and rheology of slurried coal mining tailings”. His area of research speciality was the “characterisation of the permeability and compressibility properties of materials” and developing techniques for understanding the behaviour of materials including how flocculation or particle size changes that behaviour. The focus of his research was on filtration methods, sedimentation methods, gravity permeation methods, all of which were methods which probed the permeability and compressibility of flocculated sediments over a range of solids concentrations. Dr de Kretser used that information in the context of optimising any one of those solid/liquid separation processes, ranging from settling through to consolidation in a tailings dam or filtration. I will return to discuss his thesis later as it has relevance to some of his evidence.
223 In the period 1996 to 2003, Dr de Kretser worked at the University of Melbourne, where he worked on numerous collaborative projects with industry, including various Australian Minerals Research Association (AMIRA) projects. His numerous collaborative projects involved site work and practical application in the field of research and development. He worked on many of the projects undertaken by AMIRA in the period 1996 to 2003, including:
(a) AMIRA project 527 which was concerned with flocculating tailings in the context of the Bayer Process. This work involved laboratory, pilot scale and large scale field work at alumina sites in Western Australia and Queensland, including working on thickeners and examining the properties of the thickener underflow “going into a tailings deposition area”.
(b) AMIRA project 266 which was concerned with improving thickener technologies.
224 Before the priority date, Dr de Kretser was involved in a number of projects which concerned the disposal of coarse and fine materials in mineral tailings, and in particular was aware:
(a) through his work in the alumina industries of issues with coarse and fine materials through the thickening process;
(b) of the coarse and fine tailings disposal and co-disposal work that was being undertaken in the oil sands industry in Canada; and
(c) of the problems that arise when coarse and fines segregate during deposition and also during transport.
225 Following the priority date, Dr de Kretser continued to work at the University of Melbourne where he continued to collaborate on research based projects with industry. As part of his work for the University both before and after the priority date Dr de Kretser visited a number of mineral processing plants, including alumina refineries, copper, uranium, lead, zinc and coal processing plants. In 2011 Dr de Kretser left the University and was employed by Rio Tinto as a principal advisor in waste water and tailings for 4.5 years. As a result of that work, Dr de Kretser managed laboratory and field testing programs including in relation to dewatering technologies, dry and semi-dry tailings disposal, and inline flocculation.
226 Mr Russell Schroeter has been the Managing Director of SNF since 2002. Mr Schroeter holds a bachelor degree in Applied Science from the Gordon Institute of Technology. Mr Schroeter has worked in the field of mine tailings disposal since 1978 including for Nalco Chemical Company (Nalco). Between 1978 and the priority date, Mr Schroeter regularly visited mine sites to observe their tailings disposal processes and identify potential uses for flocculant in those processes. In particular, Mr Schroeter visited numerous mines around Australia which used thickeners in the treatment of tailings comprising a range of mineral types including coal, alumina, gold, nickel, mineral sands, copper, lead, zinc and uranium. Mr Schroeter has listed 29 mine sites around Australia which he personally visited before the priority date. Between 1994 to April 2002, Mr Schroeter worked for Nalco in New Zealand and then in Singapore. Although Mr Schroeter’s primary role concerned the sale of flocculants in the pulp and paper industry, he regularly attended internal meetings and remained aware of Nalco’s work in the mining industry during that time. He also continued to have some direct involvement in the mining industry. For example, Mr Schroeter became aware of the Pearson patent in around 1996, in the context of trying to sell flocculants to the Waihi gold mine in New Zealand.
227 Dr Nicholas Clarke is currently the Manager Metallurgy in the international division at AngloGold Ashanti Australia and has a PhD in mineral processing from Leeds University. Dr Clarke has over 40 years’ experience in the mineral processing industry, which included working for Iluka Resources Ltd (Iluka), which had been the majority shareholder of Consolidated Rutile Limited (CRL), between 2002 and 2006 as a principal process engineer within the R&D group at Iluka.
228 Mr Carl Buckland is the Operation Manager for Boral’s South-East Queensland Quarries and in the period 1999 to 2002, was the Assistant Quarry Manager at Boral’s Stapylton Quarry in Queensland.
229 Mr Peter Holtzman was employed during the period 1992 until May 2015 by Cable Sands (WA) Pty Ltd (Cable Sands) as a metallurgical technician. He is now retired.
230 Mr Michael Schmidt is self-employed. Mr Schmidt has a Diploma in Applied Science from North-West TAFE, Tasmania. From 1997 to 2009 Mr Schmidt was employed by Nalco as a Technical Sales Representative. Between 2010 and March 2016, he was employed by SNF as an account manager. In both of his roles he promoted and sold flocculants for use in treatment processes including the OreBind process, which I will describe and elaborate on later.
231 Mr Ronald Coleman has a Bachelor of Science (Tech) in Chemical Engineering and has been involved in the mining industry for over 30 years. His specific expertise is in the field of waste treatment and water recovery including advising on and developing processes for dealing with and recovering water from waste materials including at the Londonderry Mine in around 1984.
232 Mr Peter Woolley is an account manager employed by Integrated Water Management Pty Ltd. He has a Bachelor of Science degree from the University of New South Wales. Mr Woolley was employed by Nalco (and its predecessor) for 28 years. He was involved in sales and marketing for various applications including applications in the treatment of wastes in the mining industry. This involved regularly visiting mining sites, including the Londonderry Mine in New South Wales, and observing the processes used to treat and dispose of mining waste.
233 Mr Jim Cigulev has been a Technical Services Superintendent at Doral Mineral Sands for around 14 years, and has more than 32 years’ experience in the mining industry. Mr Cigulev has a Bachelor of Science degree with a major in chemistry from the University of Western Australia. In the period 1996 to 1999, Mr Cigulev was a metallurgist working for BHP at its Beenup Mine in Western Australia. In 1999 to March 2002, Mr Cigulev was a contract process engineer working for Iluka.
234 Mr Daniel Bembrick worked for Allied Colloids (which became Ciba) as a laboratory analyst for a number of years assisting with trials and laboratory work, which included analysing the effectiveness of flocculants and performing quality control tests on flocculants. Mr Bembrick has a Bachelor of Science majoring in Chemistry from Charles Sturt University. Mr Bembrick worked for Ciba from 1997 until April 2003, and then for SNF from November 2003 to January 2012 as an account manager. Mr Bembrick now works as a process consultant / sales manager for the BTX Group, which is a distributor of water treatment chemicals. His experience also included visiting mines on a regular basis for the purposes of attempting to sell flocculants to mine operators.
235 Ms Janine Herzig graduated from the University of Queensland in 1992 with a Bachelor of Engineering (Honours) in metal processing. She has approximately 25 years’ experience in the Field, including as a Plant Metallurgist at CRL’s mineral sand mine at Yarraman on North Stradbroke Island in Queensland for most of the time between August 1995 and February 2003. From February 2003 until April 2005, Ms Herzig was the principal metallurgist for Iluka.
236 All of these witnesses were cross-examined. SNF also tendered evidence from Dr John Ralston and Mr Brett Wroth but they were not cross-examined.
237 In general, many of the witnesses called by SNF gave their oral evidence truthfully, and to the best of their ability in circumstances where the events in question had often occurred decades earlier. But there were significant parts of their oral evidence that departed from their affidavit evidence, and reconstruction was manifest. Let me give some examples.
238 Each of Mr Holtzman, Mr Buckland, Mr Schroeter and Mr Cigulev sought to give truthful evidence when cross-examined, but in many instances their oral evidence significantly departed from their affidavit evidence.
239 The affidavit of Mr Buckland asserted that “[t]he process we implemented was to dewater the tailings in the impoundment area and there was definitely no further mechanical dewatering step. This material was dewatered on deposition and clear water was captured in the impoundment area. The excavator was subsequently used after the material had dewatered to move it to another location for ultimate disposal. … The material which was excavated out of the pit had very little water in it”. In contrast, his oral evidence was that “an essential component” of the process was the use of a digger, which would invariably “collect some water because … there was nowhere for the water to go out of the silt pond” (Mr Buckland qualified that although “[t]he pond was not full of water … there was always water left in the pond”), and that consideration was given to the use of a screw classifier instead of a digger and it is safe to assume that this is because the treated material was not sufficiently or adequately dewatered.
240 Mr Holtzman asserted in his affidavit evidence in the context of SNF’s allegations of anticipation that he had considered “collectively” four documents sent between Nalco and Cable Sands in 2002 that were said to disclose the process described in the opposed applications and that he recalled the precise details of conversation/s he had with a Nalco representative around the same time that the documents were created. But when cross-examined, there was doubt about him seeing one document. Further, he did not have any recollection of reading the documents together, although the three documents he read were “linked” in his mind, and that he did not have a recollection of the specific conversation(s) alluded to in his affidavit. Mr Holtzman was nevertheless an honest witness.
241 The affidavit of Mr Schroeter asserted immediately under the heading “secondary flocculation” and without any reference to mechanical dewatering, that people in the field knew, at the priority date, “that it was advantageous to add flocculant at more than one point in the tailings disposal process”. But when cross-examined, Mr Schroeter clarified that in his personal experience he had “only added it [flocculant] upstream of belt presses and high-speed centrifuges” and that, as at the priority date, people reporting to him within SNF only had experience with secondary dosing “upstream of some form of mechanical dewatering device”. But generally speaking I found Mr Schroeter to be very frank and commercial.
242 The affidavit of Mr Cigulev asserted that “The process used at Beenup was a co-disposal process”. Contrastingly, when cross-examined his evidence was “we were trying to remove the sand. So there was no conscious – you know, decision to add sand”. Earlier he had said “the process was inefficient and sand was in there due to that inefficiency”. I thought that Mr Cigulev was fudging some aspects of his evidence.
243 Mr Woolley and Mr Coleman sought to give truthful evidence when cross-examined regarding their recollections of events at the Londonderry mine. But for the reasons I have discussed elsewhere, there are some difficulties with their evidence.
244 Mr Woolley and Mr Coleman previously gave evidence in the 2008 proceedings regarding their work in 1980 and 1984 at the Londonderry mine. But their evidence before me conflicted in various respects with the evidence they had given earlier in the 2008 proceedings.
245 Both Mr Woolley and Mr Coleman confirmed that they gave their new evidence before me without obtaining any further materials to the materials relied upon to prepare their affidavits in the 2008 proceedings to assist them to recall events occurring more than 30 years earlier. Moreover, they had visited numerous mine sites in the decades after their work at Londonderry. Cross-examination revealed that their evidence was in some respects unreliable, and involved an attempt to reconstruct what they thought might have happened at Londonderry, by reference to photographs, videos, and documents they had subsequently reviewed over the ensuing decades, as well as conversations with one another. I agree with BASF that the best evidence of what occurred at Londonderry is not the reconstructions of Mr Woolley and Mr Coleman, but the three photographs adduced in evidence. These photographs, taken in 1981, were of the “super flocculation” process working at Londonderry installed by Mr Woolley. They were attached to an affidavit of Mr Woolley filed in the 2008 proceedings.
246 Further, Mr Schmidt sought to give truthful evidence regarding his experience with the OreBind process and the trial work he undertook at Ernest Henry. But some aspects were reconstruction. Other aspects I thought were beyond his expertise.
247 As with many of SNF’s witnesses, it became clear during cross-examination that his affidavit did not in many respects accurately reflect his evidence. Further, he gave his evidence after he had watched a promotional video made by Nalco in 2011 regarding the OreBind process, which he assumed to be the same as the process he had promoted in 1999 and which he relied upon to assist him to describe the OreBind process. But this placed the reliability of his evidence on an uncertain footing, particularly given his concession that he had not witnessed the implementation of the process depicted in the 2011 video as at the priority date. Moreover, the description given of the Ernest Henry testwork in his affidavit had some problematic aspects exposed during his cross-examination.
248 Further, I have rejected various aspects of the evidence of Ms Herzig. In cross-examination she adopted an argumentative and apparently partisan approach. Further, her evidence was on some occasions contradicted by the contemporaneous documents and the evidence given by other witnesses. In these circumstances, I am cautious about accepting some of the contested aspects of her evidence.
249 Further, I have adopted a cautious approach to aspects of the evidence given by Mr Bembrick, particularly his affidavit evidence concerning the work he undertook whilst employed by Ciba. It became apparent at trial that his affidavit evidence bore significant differences to his oral evidence and that his affidavit had involved reconstruction, undertaken many years after the relevant events had occurred, and in circumstances where Mr Bembrick had reviewed the opposed applications.
250 Further, Dr Clarke was a clever and honest witness. The oral evidence of Dr Clarke was that the secondary dosing process trialled at Yarraman (and subsequently Yoganup) was “a new process that had not been applied at full scale”, that he attended the Yarraman trials to see for himself how the process worked, that he was impressed with the results, and that he considered the trial work to involve new techniques confidential to Iluka and Ciba. As BASF submitted, Dr Clarke had extensive experience in the field such that weight should be placed on his evidence that he had never before his visit to Yarraman observed a process involving secondary dosing of flocculant close to the discharge point at any mine site.
251 Finally, I will discuss aspects of Dr de Kretser’s evidence in a moment.
(b) BASF’s witnesses
252 Dr John Farrow holds a doctorate in physical chemistry and since 1984 has been employed by the CSIRO.
253 Since 1984, his main research interests have been in surface chemistry and solid-liquid separation in the mining industry, focusing on flocculation, thickener technology and filtration. The primary focus of Dr Farrow’s work was on thickener technology. Dr Farrow had less knowledge in the use of belt press filters or centrifuges.
254 There is a contrast between the backgrounds of Dr Farrow and Dr de Kretser. Dr Farrow had more extensive industry experience and had extensively worked in the field at the priority date. Further, Dr Farrow gave evidence on secondary dosing and common general knowledge which accorded more with the evidence of the fact witnesses than did the evidence of Dr de Kretser. In these circumstances, I have preferred the evidence of Dr Farrow on various aspects that I will discuss later.
255 Mr Stephen Scammell was a sales account manager employed by Ciba in the period from 1991 to 2007. Prior to 1991, Mr Scammell had worked for Catoleum (Nalco) as a sales representative. Mr Scammell was the Ciba sales representative responsible for the CRL account for CRL’s mineral sands mine on North Stradbroke Island in 2002 and 2003. He is one of the named inventors of the claimed invention.
256 Mr Scammell has not been employed by Ciba/BASF for over a decade and is now employed by Sibelco, which was formerly CRL. Mr Scammell gave his evidence carefully and reliably. Mr Scammell made concessions where appropriate and without suggesting that he had a precise recollection of all events occurring years ago. Where there is a conflict between the evidence of Mr Scammell and Ms Herzig, I have accepted his evidence.
257 Mr John Bellwood is Head of Mining Technology Asia Pacific for BASF and has had management roles with Ciba/BASF and its predecessors since 1996.
258 Ms Angela Beveridge is a Senior Technical Specialist with BASF and has performed this role with Ciba/BASF and its predecessors since 1995.
259 Mr Bellwood and Ms Beveridge both gave evidence regarding the Project Zenith / Son of Zenith project, including those aspects of the project they were involved with. Both witnesses were cross-examined regarding the contents of documents they had authored in 2002 to 2003. Their evidence was generally coherent and consistent with other evidence including the contemporaneous documents tendered. They were not cross-examined on large parts of their evidence. I did though consider that some of Ms Beveridge’s evidence was vague and that her memory on occasion was imperfect. I found Mr Bellwood to be an honest, technically skilled and impressive witness although at times overly careful.
260 Mr Martin Edgar is the Regional Sales Manager Asia for BASF. He was only cross-examined briefly.
261 Mr John Lee is a partner at Gilbert & Tobin, BASF’s solicitors. He was not cross-examined.
THE PERSON SKILLED IN THE ART
262 Let me at this point say something about the person skilled in the art.
(a) Who is the person skilled in the art?
263 Now it is trite to observe that a patent application should be construed through the eyes of the hypothetical person (or team of persons) who is likely to have a practical interest in the subject matter of the claimed invention and may often work in the field of technology to which the claimed invention relates.
264 In the present case, the person skilled in the art is a team of people who had a practical knowledge of, and experience in, the treatment and disposal of mining wastes (including mine tailings) at the priority date including people working for flocculant suppliers, who typically have some tertiary or TAFE qualification in chemistry, consultants who have specialised knowledge and expertise in matters such as rheology and chemistry, and people working for mine operators, who typically have some tertiary or TAFE qualification in chemistry or metallurgy. The relevant field, to use Dr Farrow’s language, was “the art of dealing with tailings in mines”, albeit adopting a description used in the 2008 proceedings. The relevant field was mine tailings disposal which of course included the dewatering of slurries, slimes and tailings generally and as part thereof encompassed tailings beaching and the deposit of tailings.
265 It is apparent from the evidence that flocculant suppliers had important knowledge and experience concerning the treatment and disposal of mining wastes (including mine tailings). Flocculant suppliers would regularly attend mine sites to assist and advise the mine operators on the use of their flocculants including the use in thickeners, belt press filters and centrifuges. Flocculant suppliers regularly attended mine sites to promote the use of their flocculants and undertake trials and tests for that purpose. Further, if a miner encountered an issue which involved the use of flocculants, their first port of call would have been to a flocculant supplier, such as Ciba, Nalco, Cytec or SNF. For example, a decision to add a second dose of flocculant was something that a mine operator might undertake after discussions between the flocculant supplier and the mine processing manager if confronted by a problem in the treatment of its tailings. A mine operator could look to the experience offered by flocculant suppliers to assist in dealing with that problem and the knowledge of in-house metallurgists and chemists employed by flocculant suppliers. Further, when more complex issues were confronted, mine operators could seek assistance from consultants with specialised knowledge and expertise. Those consultants could be sourced from the CSIRO or universities and could include consultants experienced or qualified in a broad range of different disciplines including metallurgists, chemists and chemical engineers.
266 In my view, all of SNF’s witnesses who gave oral evidence were persons skilled in the art at the priority date. All of those witnesses had relevant experience and knowledge of the use of flocculants, flow properties of mine waste/tailings and performance and interpretation of flocculation tests, although some were clearly more experienced than others.
267 Further, BASF’s witnesses were all persons skilled in the art at the priority date.
(b) Information persons skilled in the art had regard to
268 The accumulated knowledge of the person skilled in the art was derived from a variety of sources which I will briefly summarise at this point.
269 Dr de Kretser said that people working in industry routinely refer to papers, patents, and others industry projects such as the AMIRA 266 project in order to keep abreast of developments in the field. Indeed, it was part of their job description to stay on top of those developments.
270 His experience at Rio Tinto was that there was an extensive internal library of relevant journals which people within that organisation would have referred to. Rio Tinto also had a specific knowledge management practitioner who assisted people in making searches if they needed to find information in relation to a certain task or topic.
271 Dr de Kretser accepted that there was a spectrum of levels of sophistication in terms of searching in the industry depending upon the size and sophistication of the particular operation or operator. He said that any mid-tier miner would necessarily have people in a technology development and deployment role, and that those people would necessarily keep on top of technological developments of interest and relevance to their operations.
272 Further, he said that if a person’s role within the organisation involved technology development and protection of that technology, they would be focused on patent literature. If a company was developing technologies for the mining industry, it would consult patent literature in order to ascertain what its competitors were patenting, so as to understand the focus of their work and to avoid any infringement risk. Whilst working at Rio Tinto, Dr de Kretser regularly observed colleagues with patents on their desk.
273 Further, flocculant suppliers undertook patent searches, both for the purposes of assessing the patentability of their own processes and for freedom to operate.
274 Further, Dr de Kretser’s evidence is supported by Dr Clarke’s evidence regarding the paper presented by Mr Brian Dymond and Mr Don Luke entitled ‘Beyond Conventional Flocculation’ at the High Density & Paste seminar at the Paste and Thickened Tailings conference (the PTT conference) in Pilanesberg, South Africa, on 10 and 11 May 2001 (Dymond paper). Although Dr Clarke did not attend the conference at which the Dymond paper was presented, he became aware of it when he was undertaking research for Iluka in around 2002. I will return to the Dymond paper later.
275 Further, the Paste and Thickened Tailings Guide (PTT Guide) was another source of information to which persons skilled in the art had regard at the priority date; I will return to the PTT Guide later. However, the PTT Guide was one of many available sources of information and was not a complete set of the information available in the field at the priority date. Product technical literature and brochures prepared by flocculant manufacturers were also an important source of information.
276 Further, another source of information which was widely recognised in the water treatment industry was the Nalco Water Handbook. The first edition was published in 1979 and the second edition was published in 1988. Now flocculant suppliers were actively involved in both the water treatment and mineral tailings industries and personnel such as Mr Schroeter and Mr Scammell had experience in both industries. Mr Schroeter said that the Nalco Water Handbook was given to new sales staff when they commenced working at Nalco to use as a reference source. Mr Schroeter said that the Nalco Water Handbook was a widely recognised text within the water treatment industry.
277 Further, the sources of information referred to by a person skilled in the art also included the Minerals Engineering International (MEI) website, which was an aggregation source of information providing summaries of papers and recent advances in technology across all of mineral processing. The MEI website was free to access and an easy place to get a quick overview of work that was done in the field. The MEI website included information concerning mining industry news and developments and recent industry specific publications. Further, The MEI website also included a “new patents” section. Historical pages from that section of the MEI website include extracts of patents relating to the treatment of mineral tailings, including a Ciba patent for a mineral solids separation process in the name of Mr Don Luke, one of the co-presenters of the Dymond paper. Other patents extracted on the MEI website include “apparatus for treating fine ore”, “process for reducing the quantity of water contained in pulps of nickel-bearing oxide ores” and an application filed by Nalco for “Rheology modification of settled solids in mineral processing”.
278 Further, the sources of information referred to by persons skilled in the art included magazines published by industry bodies, promotional information and research updates published by industry bodies and research organisations, and commercial subscription based publications.
279 Let me now turn to questions of construction.
CONSTRUCTION OF THE CLAIMS
280 In MLA (No 1) I set out the relevant principles and it is convenient to repeat what I said at [213] to [220].
281 The principles governing the construction of patent specifications including claims are well established. A claim is construed from the perspective of a person skilled in the relevant art as to how such a person would have understood the patentee to be using the words of the claim in the context of the specification as a whole. Further, a claim is to be construed in the light of the common general knowledge including the art before the priority date.
282 A measure of common sense should be used. And ordinary words should be given their ordinary meaning unless a person skilled in the art would give them a technical meaning or the specification ascribes a special meaning.
283 In terms of how the body of the specification may be used in construing a claim, the claim should be construed in the context of the specification as a whole even if there is no apparent ambiguity in the claim. Nevertheless, it is not legitimate to narrow or expand the boundaries of the monopoly as fixed by the words of a claim by adding to these words glosses drawn from other parts of the specification. More particularly, if a claim is clear and unambiguous, to say that it is to be read in the context of the specification as a whole does not justify it being varied or made obscure by statements found in other parts of the specification.
284 Now the specification may stipulate the problem in the art before the priority date and the objects of the invention that are designed to address or ameliorate this. Accordingly, the specified objects may be useful in construing a claim in context. Nevertheless, the specified objects are not controlling in terms of construing a claim; glosses cannot be drawn from the objects.
285 A claim should be given a purposive construction (Product Management Group Pty Ltd v Blue Gentian LLC (2015) 240 FCR 85 at [39] per Kenny and Beach JJ). Words should be read in their proper context and a too technical or narrow construction should be avoided. Further, the integers of a claim should not be considered individually and in isolation. Further, a construction according to which the invention will work is to be preferred to one in which it may not. But to give a claim a purposive construction “does not involve extending or going beyond the definition of the technical matter for which the patentee seeks protection in the claims” (Sachtler GmbH and Co KG (formerly Sachtler AG) v RE Miller Pty Ltd (2005) 221 ALR 373; [2005] FCA 788 at [42] per Bennett J). To apply a purposive construction does not justify extending the patentee’s monopoly to the ideas disclosed in the specification. I also adopt what was said in Artcraft Urban Group Pty Ltd v Streetworx Pty Ltd (2016) 245 FCR 485 at [72] to [78] per Greenwood J (agreed to by Rares J at [142], [145] and [146]). Further, I would also refer to Lord Hoffmann’s observations in Kirin-Amgen Inc v Hoechst Marion Roussel Ltd (2004) 64 IPR 444; [2004] UKHL 46 at [27] to [34] concerning a purposive approach to construction.
286 As I have said, a claim is to be construed from the perspective of how a person skilled in the art would have understood the patentee to be using the words, informed by the notional skilled addressee’s relevant general knowledge and what has been disclosed in the specification. But to consider such a perspective does not entail that the Court necessarily requires expert evidence to assist on construction. If it is clear that the claims are to be read according to their ordinary meaning with no special meaning given to any word or phrase, if the science or technical issues are easily comprehensible and if, more generally, the Court does not require expert assistance in understanding the context of the claims, then expert evidence on construction may not only be unnecessary, but unhelpful and distracting. The nature and complexity of the patent in suit and the issues raised will determine the utility or necessity for expert evidence on construction. In the present case, I have to some extent been assisted on questions of construction by the expert evidence adduced by the parties, but the significance and weight of such evidence should not be over-stated. After all, the proper construction of a claim is ultimately a question of law for me, albeit that I must adopt the perspective that I have just described.
287 In terms of the skilled addressee, one is using a hypothetical construct. The following principles are applicable:
(a) First, to identify the characteristics of the skilled addressee, the field to which the invention relates must be identified.
(b) Second, the skilled addressee is taken to be a person of ordinary skill (as opposed to a leading expert) in that field and equipped with the relevant common general knowledge including the art before the priority date.
(c) Third, the qualifications and experience of the skilled addressee will depend on the particular case, having regard to the nature of the invention and the relevant industry. Formal qualifications are not essential. Practical skill and experience in the field may suffice. A patent specification is addressed to those having a practical interest in the subject matter of the invention; such persons are those with practical knowledge and experience of the kind of work in which the invention is intended to be used.
(d) Fourth, the hypothetical person skilled in the art may possess an amalgam of attributes drawn from a team of persons whose combined skills, even if disparate, would normally be employed in interpreting and carrying into effect instructions such as those contained in the specification.
(e) Fifth, as the skilled addressee comes to a reading of the specification with the common general knowledge of persons skilled in the relevant art, they read it knowing that its purpose is to describe and demarcate an invention. But the person skilled in the art is not particularly imaginative or inventive.
(f) Sixth, the skilled addressee does not come to reading the specification seeking failure.
288 As I have said, the legal construct may not be a single person but may be a team of persons whose combined skills would normally be employed in that art in interpreting and carrying into effect instructions such as those contained in the relevant instrument.
289 In the appeals before me the language of the claims which falls to be determined in the present case is as follows:
(a) “rigidify”, “rigidification” and “improving rigidification”;
(b) an “effective rigidifying amount”; and
(c) “co-disposal”.
290 Otherwise, the meanings of the following terms and expressions in the opposed applications do not appear to be in doubt.
291 First, “tailings” or “tails” refers to waste material produced during the process of extracting minerals from mined material. They are the end product of a mineral processing operation.
292 Second, the reference to bimodal distribution of particle sizes refers to tailings having a particle size distribution with two characteristic populous sizes.
293 Third, the reference to bimodal distribution of particle sizes comprising a fine fraction and a coarse fraction refers to the material having two characteristic populous sizes of particles, one being fine and one being coarse, in which the:
(a) coarse particles have a size distribution peak (most common size) of greater than 75 microns,
(b) fine particles have a size distribution peak (most common size) of less than 25 microns.
294 Fourth, a “coarse solid” is a particle greater than 75 microns and up to 10,000 microns. A “fine solid” is a particle smaller than 25 microns.
295 Fifth, the expression “during transfer” refers to the transfer of thickener underflow between the thickener and the deposition area.
296 Sixth, as I have already touched on, the expression “intrinsic viscosity” refers to a physical property of an aqueous flocculant solution which can be used to quantify the molecular weight of the dissolved flocculant species (size/length of the flocculant chain). The higher the molecular weight, the higher the intrinsic viscosity.
297 Seventh, the reference to wet or dry coarse particles being added to the underflow refers to coarse particles being added to a thickener underflow stream as:
(a) a slurry comprised of coarse particles and water;
(b) de-watered solids, such as the discharge from a vibrating dewatering screen; or
(c) dry material;
and then mixed with the thickener underflow by some means appropriate to the specific application.
298 Eighth, the term “homogenous mixture” refers to a mixture where coarse and fine particles are evenly dispersed with no appreciable segregation. Relatedly, the reference to co-disposal of coarse and fine solids as a homogenous mixture refers to a co-disposal process by which the coarse and fine particles are disposed together such that no appreciable segregation is evident in the finally deposited material, although I would note that the opposed applications do not exclude the possibility of some segregation on deposition.
299 Ninth, the term “heaped geometry” refers to a beach with a relatively steep beach angle, with the material having a sufficient slope such that the rate of drainage from the deposited material prevents the build-up of free water over the top of the deposited material.
300 Let me now discuss in more detail the construction of the relevant terms and expressions which were the subject of more detailed focus before me.
(a) Rigidification and improving rigidification
301 Now “rigidify” and “rigidification” are ordinary English words. “Rigidify” means “[t]o become rigid, set, or inflexible”; and “rigid” means, in relation to material, “stiff; not pliant or flexible; firm; hard” (Oxford English Dictionary (2nd ed, 1989)). The noun “rigidification” has a cognate meaning. No one doubted that in terms of the construction of the relevant claims these meanings should be applied.
302 Now I am prepared to accept that:
(a) the underflow from a conventional thickener was material that had been rigidified;
(b) the discharge from a paste thickener was material that had been rigidified;
(c) the material which is discharged from a belt press filter is rigidified;
(d) a specific measure of rigidification is the yield strength of the material which could be quantified and measured; and
(e) stacking angle is an indicium of rigidification, with steeper stacking angles being consistent with extra structure having been introduced into that material.
303 I am further prepared to accept that persons skilled in the art:
(a) were familiar with the concept of rigidifying tailings material that was subsequently deposited in a deposition area;
(b) were familiar with using flocculant to treat tailings material to rigidify that material in thickeners, belt presses and centrifuges;
(c) knew there were different degrees of rigidification;
(d) were accustomed to examining the rigidification of material that had been treated with flocculant, and forming a view as to whether, after treatment, the rigidification of the material had improved; and
(e) could conduct routine tests to determine if the material that had been treated with flocculant had achieved an improvement in rigidification and could improve the rigidification of the material being treated if desired.
304 In terms of “rigidification” I largely accept the evidence of Dr de Kretser.
305 The meaning of the term “rigidification” refers to the process of changing an initially fluid mixture of solid particles and liquid into one where the solid particles are held within a networked deposit with some level of mechanical strength by the following processes:
(a) First, flocculation at some point prior to deposition, such that large and strong flocs are formed. Depending on the system, operating conditions and flocculant dosages, these flocs could range from centimetres in size up to an interconnected mass of order of the size of the outlet pipe.
(b) Second, at the point of deposition, the permeability of the slurry at its transfer solids concentration is significantly increased as a result of the well-developed, almost granular floc structure. This means that the flocs settle/separate rapidly from the slurry stream as it slows on exit from the discharge point.
(c) Third, the rapid settling/separation leads to release of a significant amount of free water and a corresponding solids concentration increase. As a result of both the solids concentration increase and the strength of the flocs themselves, the yield stress of the material increases to the point where the solids cease moving and form a well developed beach, with a relatively steep beach angle. Due to the over-flocculated structure, inter-floc water can almost freely drain down the beach governed by the increased permeability. But initially the over-flocculated material will have an open, porous, and relatively low-density, compressible structure.
(d) Fourth, due to the rapid deposition of the flocs from slurry, material accumulates more rapidly over previously deposited solids. Thus compressive dewatering of the initially low-density flocs is promoted resulting in expression of water from the beach with a further increase in the solids concentration of deposited solids. The compressive dewatering would typically be at an enhanced rate due to the enhanced permeability.
306 The process of “rigidification” involves exploitation of increased permeability via settling/separation, drainage and consolidation rate to more rapidly reach a solids concentration exhibiting a desired level of mechanical strength. Additionally, the high flocculant dosage results in increased inter-particle forces meaning this strength is achieved at a lower solids concentration, requiring less water removal for its development.
307 I also agree that successful implementation of rigidification would result in the following behaviour after discharge of slurry into a deposition area:
(a) Rapid attainment of a solids concentration at which the mechanical strength of the inter-particle network results in accumulation of a deposit with solid-like properties. Such a deposit has a strength sufficient to resist re-mobilisation by subsequently deposited material.
(b) This solids concentration would be typically achieved through rapid settling and separation of clarified water immediately after deposition.
(c) Formation of a relatively steep beach of deposited solids as a result of the processes in (a).
(d) Retention of coarse particles present in the initial slurry within the flocculated fine particle matrix such that segregation within the deposited material is prevented.
308 Let me now turn to the more difficult question of the construction of the expression “improving rigidification”. The claims of the opposed applications are directed to a process of “improving rigidification”. But it is apparent from the opposed applications and the evidence that improving rigidification is a qualitative and relative concept.
309 The description of the process of “improving rigidification” appears in the body of the specifications of the opposed applications. What is taught is that:
(a) the treated material is to stand and rigidify and therefore forming a stack of rigidified material;
(b) the formation of stacks has the advantage that less area is required for disposal;
(c) the rheological characteristics of the material are important since once the material is allowed to stand it is important that flow is minimised and that solidification of the material proceeds rapidly;
(d) the rigidified material must be sufficiently strong to remain intact and withstand the weight of subsequent layers of rigidified material;
(e) the process will preferably achieve a heaped disposal geometry and will co-immobilise the fine and course fractions of the solids and will allow released water to have a higher driving force to separate it from the material by virtue of hydraulic gravity drainage;
(f) the heaped geometry will give a higher downward compaction pressure on underlying solids which seems to be responsible for enhancing the rate of dewatering;
(g) as a result, the process will achieve a higher volume of waste per surface area;
(h) it is not possible to achieve the objectives by adapting the flocculation step in the thickener and that it is essential to treat the material that has been formed as an underflow in the thickener; and
(i) it is important that the liquor released as part of this process is clear and substantially free of contaminants, especially migrating particulate fines.
310 Further, to achieve improved rigidification, the opposed applications teach that the material must be treated with “[a] suitable and effective rigidifying amount of the water-soluble polymer solution”, at an effective point. The examples in the opposed applications then provide slump test results for a range of doses of various polymers in various forms on a variety of slurries as follows: mineral sands – tables 3 and 18; lateritic nickel, acid leach process – table 9; red mud – table 11; gold processing – table 13; lead/zinc – table 15; and coal – table 17.
311 The examples in the opposed applications are important in giving meaning to the phrase “improving rigidification” and how it is to be achieved.
312 By way of illustration, Example 12 in the opposed applications teaches that in a plant evaluation at a mineral sands process, where dosages of 100g/t of dry solids were used at a dosing point 20 metres (11 seconds) prior to discharge, the process achieved: (a) stacking angles of 8 – 10 degrees; (b) “clean water release”; and (c) “a retention of the fine material within the heap disposal”. Figure 6 then provides a visual illustration of material treated with the claimed process. This plant evaluation was undertaken following the laboratory results reported in table 19, which records different slump results achieved at different mixing times and different dose rates.
313 Similarly, table 20 in the opposed applications teaches, when read in the context of the opposed applications in their entirety but particularly page 15 of the opposed applications, that the process seeks to achieve “a significantly high-yield-stress material… so that when it discharges, it stands and does not move very far from the discharge point”. For example, table 20 teaches that a dose rate of 160 g/t and 10 seconds mixing time increased the yield stress of the material from 65 to 356 Pa. This teaches that yield stress increases significantly and that the treated material is to have the type of yield stress that would come from paste thickener and have all the beneficial properties of a paste-thickened material.
314 So in summary, the specifications of the opposed applications including the examples, tables and figures give meaning to the phrase “improving rigidification”.
315 Now Dr Farrow identified six qualitative characteristics of improved rigidification. The treated tailings would:
(a) be less likely to spread laterally after deposition, enabling more efficient land use;
(b) more rapidly form a solid structure in the form of a beach or stack;
(c) have a greater yield stress when deposited;
(d) have an increased uniformity or homogeneity of fine and coarse particles;
(e) have a heaped geometry which would result in downward compression forces in the deposited material, forcing water out of the stack; and
(f) have more rapid and improved clarity of water release in the disposal area.
316 In his evidence Dr Farrow accepted that the comparator using these indicia was thickener underflow which had not been treated with a second dose of flocculant (untreated tailings). That is, the “improvement” in rigidification required by the claims is to be assessed by comparing the rigidity of the deposited material, which has been treated with a second dose of flocculant, with the rigidity of material which has only been treated with flocculant in the thickener. I agree.
317 But as a matter of plain language, it follows that any improvement on the results achieved by depositing untreated tailings, even if small, would constitute improving rigidification.
318 Now Dr Farrow accepted in cross-examination that feed material which has been flocculated downstream of a conventional thickener and placed on a belt press filter is material that exhibits “improved rigidification”.
319 In his evidence, Dr Farrow explained his understanding of the process of “improving rigidification” as described and claimed in the opposed applications to the effect that:
(a) it is a qualitative term not defined in the opposed applications in a quantitative way;
(b) rigidification is caused in the pipe through the addition of flocculant to the tailings in the pipe;
(c) when the material is discharged, all the material will stand at the discharge point forming a beach;
(d) depending on the yield stress, the deposited material will only be pushed forward when extra deposited material provides enough force to exceed the yield strength of the deposited material;
(e) there will be some flow of the deposited tailings depending on the level of yield stress in the material, but an important feature of the claimed invention is that the flow of material is minimised;
(f) the extent to which the material flows on deposition will depend upon the amount of flocculant that is added and where it is added;
(g) as the water leaves the deposited tailings, the solids concentration will increase;
(h) there will be a rapid rise in the yield strength as the water is released and the material will be further rigidified or solidified; and
(i) the steeper beach angles formed by the deposited material will increase the volume of tailings which can be stored in a given surface area.
320 Now Dr de Kretser’s understanding of the qualitative indicators of improved rigidification was largely consistent with that of Dr Farrow. In this respect he identified the following qualitative indicators of “improved rigidification”:
(a) the tailings have been strongly flocculated such that large flocs of solids are present after deposition; he said that the large flocs possess an interconnected network between the particles such that the material has an integral strength which can withstand application of an external force (a yield stress);
(b) the tailings have greatly enhanced permeability, reducing the time taken to dewater to the point where a beach develops;
(c) the tailings achieve sufficient yield stress to promote beach development at a lower solids concentration than untreated tailings;
(d) the tailings exhibit improved water release and recovery after deposition when compared with untreated tailings;
(e) the tailings occupy a smaller surface area than untreated tailings; and
(f) the tailings are more quickly rehabilitated than untreated tailings.
321 Dr Farrow agreed that improved rigidification results in the rapid formation of a solid structure in the form of a beach or stack. And Dr de Kretser accepted that the speed of creation of a stable deposit was relevant in determining whether there was an improvement in rigidification, but the actual time taken to achieve a stable deposit depended on the type of material that was being treated. For him, for certain types of material such as phosphate tailings, obtaining a stable deposit within weeks would be considered to be rapid. I am not sure that I completely agree with that characterisation.
322 Let me turn to the aspect of network structure and chemical bonding.
323 As I have indicated earlier in my reasons, flocculants cause solids in a slurry to aggregate into flocs that under certain conditions will start to stick together to form a structure that is permeable and allows for further dewatering. This causes an increase in the yield stress of the material.
324 Once the flocculant is added, the solid particles in the slurry attach to the flocculant forming aggregates, and the liquid between these growing solid aggregates carries them to the deposition area. The treated material is then deposited in the deposition area.
325 When particles or aggregates (flocs) are in close physical proximity there is an opportunity for flocculant bridging between the particles or aggregates. If there is exposed flocculant on the outside of an aggregate, there is an opportunity for flocs to then attach to neighbouring aggregates. This mechanism provides an opportunity for additional bonding to take place.
326 Now there was a dispute between the experts concerned the precise nature of the underlying chemical-physical nature of the deposited material that arises when improved rigidification is achieved. More particularly, the dispute between the Dr de Kretser and Dr Farrow was whether there were molecular bonds between individual flocs when improved rigidification is achieved.
327 Dr Farrow’s evidence was that in order to achieve “improved rigidification” a sufficiently high solids concentration was required to enable particles to be in sufficiently close proximity so that when a sufficient dose of flocculant was added those particles joined together and formed a single unified network structure. Dr Farrow’s evidence was that it would be feasible to achieve improved rigidification if the solids content was in a range of 15 to 80%.
328 His evidence in relation to the nature of the structure or bond created when improved rigidification is achieved was to the following effect. A flocculant induces aggregation of the solid mineral particles by the flocculant molecules co-adsorbing on two or more solid particles and binding them together through a molecular bond. Adsorption refers to the adhesion of the flocculants onto the surface of the solid particles in the tailings. This can be either physical or chemical and the specific nature of chemical bonding can vary. And in addition to the molecular bonds between the particles, there are also molecular bonds between individual flocs when improved rigidification is achieved.
329 Contrastingly, Dr de Kretser did not accept that when improved rigidification is achieved, there are molecular bonds formed between individual flocs. Dr de Kretser’s evidence was that the process of the claimed invention does not require that the treated material as deposited is fully interconnected in a chemically bonded sense. Dr de Kretser’s evidence was that after a sufficient dose of flocculant has been added to thickener underflow an interconnected network of large flocs will form. Those large flocs will consist of particles that have been molecularly bonded together to form the larger floc. But the large flocs may not themselves be bonded to other flocs.
330 Let me elaborate a little further on networking.
331 Neither of the opposed applications explicitly refers to “networking”. Nevertheless, the concept of networking is important in understanding how improved rigidification, as taught and claimed in the opposed applications, is achieved. Both Dr Farrow and Dr de Kretser agreed that networking was required to improve rigidification. But at trial, it became apparent that the extent of their disagreement was limited to the degree of networking required and the precise bonding mechanism for and explaining the networking.
332 The evidence of Dr Farrow was that the process claimed in the opposed applications requires the flocculant “to bridge all the particles together to form a network, not just form a multitude of individual aggregates”. Dr Farrow explained that this is a “dynamic process where small “sub networks” will initially form and then in the presence of the remaining flocculant these smaller “sub-networks” will progressively join to form an overall network”. The overall network is the result of “the flocculant forming molecular bonds between all of the particles i.e. the structure does not consist of a collection of discrete aggregates”.
333 Dr Farrow explained that this networked structure “has very different properties and characteristics, including in relation to dewatering, compared to a conventional settled deposit of a dry stacked deposit” and is the reason why “a rigidified deposit formed by the process described in the opposed applications has the characteristics” of improved rigidification, namely:
(a) it is less likely to spread laterally after deposition enabling more efficient land use;
(b) it will more rapidly form a solid structure in the form of a beach or stack;
(c) it will have a greater yield stress when deposited;
(d) it will have an increased uniformity or homogeneity of fine and coarse particles;
(e) the heaped geometry results in downward compression forces in the deposited material forcing water out of the stack; and
(f) more rapid and improved clarity of water released in the disposal area.
334 The evidence of Dr de Kretser on improved rigidification accorded in many material respects with the evidence of Dr Farrow. Dr de Kretser gave evidence that improved rigidification as claimed in the opposed applications would be achieved where the tailings had been “strongly flocculated such that large flocs of solids are present” and that the “large flocs possess an interconnected network between the particles such that the material has an integral strength which can withstand application of an external force (a yield stress)”.
335 Dr de Kretser gave evidence that “rigidification” requires that “extremely large and strong flocs are formed” and that, depending on the system, “these flocs could range from centimetres in size up to an interconnected mass of order of the size of the outlet pipe”. Dr de Kretser further explained that “improved rigidification” requires the building of “a more extensive, stronger flocculated network”.
336 As I say, there was really only one substantive point of disagreement, namely, the extent and nature of the networking required. Whereas Dr Farrow considered that in order for improved rigidification to be achieved the deposited material needed to form part of an overall network created by molecular bonds, Dr de Kretser asserted that improved rigidification could be achieved in a tailings slurry consisting of a series of discrete aggregates each constituting its own molecularly bonded network, which became “networked” as a result of an increasing solids concentration.
337 In his affidavit, Dr de Kretser set out a schematic illustrating “the range of solids concentrations and inter-particle structures”. The schematic, which I have set out earlier, is again set out for convenience:
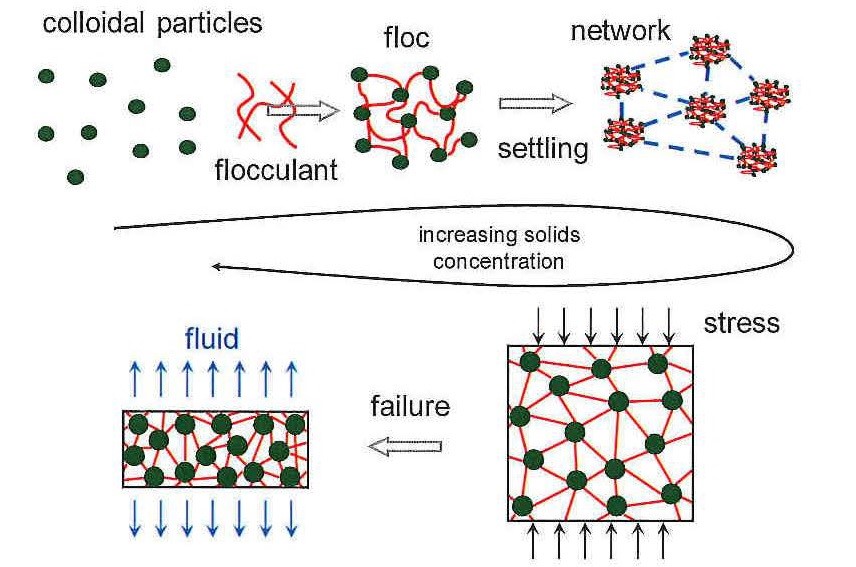
338 Focusing on the teachings of the opposed applications, Dr de Kretser gave the following evidence when cross-examined, in respect of the top right stage of the schematic:
Mr Caine, in opening at transcript 85, line 16, suggested that those dotted lines were molecular bonds; you would accept that - - -?---They – they could - - -
- - - in the process described in the patent that’s what’s contemplated?---That is what is contemplated.
339 But he later clarified in the context of improved rigidification:
HIS HONOUR: Can I just ask you, the reference in 176 to inter-particle forces; are you referring there to the network of flocs that you had in your earlier diagram?---Yes. I mean - - -
Yes?---In the context of talking about a high flocculant dosage resulting in increased inter-particle forces, I am talking about the molecular bonds between them.
The polymer and the - - -?---Yes. And – so the rigidity of the flocs themselves.
Yes. Thank you. Rather than the diagram that you’ve got of a network of flocs it might - - -?---Yes. Yes.
Have physical forces that keep them together?---Because – well, I guess, ultimately, irrespective of the dotted lines, which I’ve drawn in that diagram which we could say are not necessarily molecular bonds, the underlying – as material deposits into a sediment, the overall strength of that sediment is largely governed by the molecular bonds within the flocs that formed that sediment.
340 Further, the evidence of Dr de Kretser was that for “extremely large flocculated masses”, the second stage of dewatering is “effectively instantaneous”, and that “time is important” when assessing improved rigidification and the opposed applications are concerned with rapid beaching and rapid separation of clarified water.
341 Nevertheless, Dr de Kretser maintained that there was no requirement for an overall networked structure to achieve improved rigidification because “you will see that my evidence in relation to the patented process suggests that it – that they’re exemplars of the patented process in which discrete aggregates are being deposited and in no way can be inferred as an extensive completely network[ed] material where all of the particles are connected together”.
342 In other words, the evidence of Dr de Kretser was that an overall networked structure was not required to improve rigidification because this was not present in some of the exemplars.
343 Further, when Dr de Kretser was cross-examined on his evidence concerning networking, he ultimately agreed that what was required was the formation of “large flocs” from smaller flocs:
What you’re suggesting, if I’ve understood it correctly – and let me replay it to see that I’m not misrepresenting what you’re saying. In the process of adding a significant dose of flocculant close to the discharge point in the tailings pipe, you have a process where particles are bonded with the molecular bonds to form a floc. Some of those flocs will form together to form larger flocs?---Yes.
What you’re saying is that, ultimately, there might be a number of the large agglomerated flocs, but they won’t necessarily themselves be bonded?---Between them, yes.
Yes?---Yes.
344 In my view, there is little substantive difference that I need concern myself with between the evidence of Dr Farrow and Dr de Kretser on networking. Both agree that flocculants work by creating molecular bonds between particles and both agree that to achieve improved rigidification, sufficient flocculant must be added so that “small flocs” or “discrete aggregates” or “sub networks” are in some sense “bonded” together to form “large flocs” or an “overall network”. So much was subsequently affirmed by Dr de Kretser during his cross-examination:
So you have a sufficient dose of flocculant so that large flocs of solids are present, an[d] the large flocs can either be a whole pile of particulate matter all bound together or groups of those smaller aggregates that have been bonded together to form a large floc?---Yes.
And the effect of that is that ... those large flocs possess an interconnected network between the particles. And when you say an interconnected network between the particles, that encompasses, also, the smaller aggregates that might be within that large floc?---Yes. It encompasses the physical interactions between flocs as well as any chemical interactions.
Yes. And there might be both?---Yes.
Yes. And such that the large flocs has an integral strength which can withstand an application of yield stress?---Yes.
And the consequence is that when you have these large flocs discharged you get what you’ve described in paragraph 177?---Yes.
345 Further, Dr de Kretser affirmed that the process claimed in the opposed applications “will generally develop a strong network and, potentially, a more extensive network” and that when he was talking about an “extensive network” this included “individual aggregates of particles themselves flocculated in a network being joined with other aggregates to form a larger floc”. Dr de Kretser also clarified that he did not wish to draw any distinction between a network of particulates bound by flocculants and a network between flocs:
MR SHAVIN: Now, can I break that down a little bit: there’s no dispute between you and Dr Farrow that in the context that we’ve discussed there are molecular bonds in the network?---Within a floc, yes.
Yes. And there’s no distinction – there’s no disagreement, is there, that when one is looking at what comes out of the thickener, we’re looking at the relative size, structure and extent of the network?---When you’re saying – comparing that to the patented process?
Yes?---The patented process, because of the conditions under which polymer is added and the generally higher dosage required to obtain a flocculated network will generally develop a stronger network and, potentially, a more expensive network depending largely on the conditions within the deposition area and the share conditions.
Yes. And by - - -?---But in all cases – they are molecularly bonded networks in both cases – in thickener underflow, and secondary flocculated thickener underflow.
Yes. And when you talk about an extended network, this includes but is not limited to individual aggregates of particles themselves flocculated in a network being joined with other aggregates to form a larger floc?---Yes.
Yes.
HIS HONOUR: Although, I just want to be clear about that. Your last sentence says “within a floc, a molecularly bonded network”, and counsel is now putting to you a different type of network, which is a network of flocs. Not a network of particulates bound by flocs. So there seem to be two concepts of network here. So in relation to not a network of particulates bound by flocculant, which produces a floc – but let’s talk about a network between flocs. What’s your evidence?---I prefer to, again, make no distinctions between a network formed of flocs of flocs, and simply just consider that it’s the extent of the network because, as I’ve said, in feed to a thickener, it is completely – it – the feedwell of a thickener is also designed to create flocs of flocs, so I cannot make a distinction between – on that basis between thickener underflow and secondary treated .....
There is one distinction, though, isn’t there? The thickener is normally physically proximate to the processing plant?---Yes.
The discharge point – the TSF I think it has been referred to by - - -?---Yes.
- - - in the literature, is often not physically proximate to the thickener?---That’s correct.
346 Moreover, Dr de Kretser accepted that the process claimed in the opposed applications would require flocs that are “stronger and potentially more extensive in size”, that a “consequence” of the process would be “large flocs”, and that flocs would “be allowed to grow to a higher size, larger size”. Dr de Kretser explained, in this respect, that “if a sufficiently high dosage of flocculant is added, a gelatinous blob…might just come straight out of the pipe and deposit with no movement”. That, of course, accords with the teaching in the opposed applications that “once the [deposited] material is allowed to stand it is important the flow is minimised”.
347 What is the effect of all this evidence? In my view, it establishes that whether the treated material is characterised as forming part of an “overall network” (as Dr Farrow prefers) or “large” and “strong” flocs which are themselves networks of smaller flocs (as Dr de Kretser prefers), the end result is the same.
348 Now SNF submits that the precise chemical and/or physical structure of the treated material deposited is not relevant to the construction of “improved rigidification” as such. Ultimately the way in which the structure of the deposited material is formed is largely irrelevant. What is important is that the deposited material has the requisite strength and permeability to exhibit improved rigidification on deposition. I tend to agree. In my view the person skilled in the art would not understand the terms “rigidification” or “improved rigidification” by reference to the underlying physical or chemical structure of the deposited material, but rather by reference to its qualitative characteristics which are visually discernible. Persons skilled in the art are unlikely to care about the details of the type of bond, just that each flocculant molecule adsorbs strongly two or more particles and binds them together. The assessment of the rigidified nature of deposited material is made through visual observation of the nature of the deposited material rather than any consideration of the underlying chemical or physical forces present in the material. In my view, persons skilled in the art were concerned with the functional outcome of the deposition strategy such as the formation of a beach which promotes drainage, stability and an increased rate of rehabilitation. Indeed, the person skilled in the art had no ready way of determining whether deposited material consisted of physical or molecular bonds within the flocs or between the flocs.
349 Let me elaborate further on the functionality of material standing until it is pushed forward by other material. Dr Farrow’s evidence was that a further feature of improved rigidification is that the material stands until it is pushed forward by other material. But Dr Farrow also accepted that there must be some flow of the deposited tailings. The deposited tailings must spread out in order to make efficient use of the impoundment space. But in any event the underlying mechanism for the formation of the deposited material, including the precise manner in which the material spreads, is not directly relevant to the assessment of the validity of the claimed invention. The assessment of the extent and nature of rigidification is to be made by reference to relevant qualitative indicators.
350 Let me also deal with the concept of improved rigidification as distinct from settling/sedimentation.
351 Dr Farrow sought to distinguish some prior art relied on by SNF on the basis that it disclosed “settling” or “sedimentation” as opposed to “improved rigidification” because:
(a) the prior art used the word “settle”;
(b) the process involved sub aqueous deposition; and/or
(c) the process involved the use of containment walls or engineered structures.
352 But SNF says that Dr Farrow adopted a varying and inconsistent approach to his assessment of the prior art, which allowed for prior art to be “conveniently and semantically distinguished”. For example, Dr Farrow sought to distinguish the Backer & Busch 1981 paper by referring to disclosures of “immediate separation of water and solids” and “the flocculated solids readily settled and relatively clear water was liberated” as “exactly what would be expected from a flocculation/settling process”. But SNF says that the observations in the Baker & Busch 1981 paper are precisely those identified in the opposed applications as being the desired result of rigidification. Similarly, SNF says that Dr Farrow distinguished prior art as not disclosing rigidification merely because of references to the “settling” of the flocs or use of the word “sedimentation”. But SNF says that this is notwithstanding that the 785 application on page 16 lines 20 to 26 refers to the claimed invention involving the transfer of treated material to a “settling area” where the material is allowed to dewater to release liquor. Further, SNF says that Dr Farrow attempted to distinguish prior art on the basis that the material is deposited into a dam or other containment area and therefore cannot have achieved “improved rigidification”.
353 Now in my view there is a conceptual distinction between “improved rigidification” and the concepts of “settling” or “sedimentation” and I will come back later to discuss the s 7(3) prior art. But I do agree with SNF that “settling” or “sedimentation” concepts are not foreign to and may be part of the process(es) of the claimed invention.
354 First, the 785 application itself provides for the deposition of material into a “tailings dam or a lagoon”. The final paragraph of page 16 of the 785 application states:
In this form of the invention the aqueous polymer solution is applied to the material in a similar manner as described above. In this case, the polymer solution is applied in an effective dewatering amount and in the same way as a first aspect of the invention it is important that the fluidity of the material is retained during transfer. The material is transferred to a settling area, which can for instance be a tailings dam or a lagoon.
(Emphasis added.)
355 Second, in example 13 on page 38 of the 785 application it is noted that in this working of the claimed invention, the material was discharged into a series of pits that were filled sequentially.
356 Third, in evidence before me was a brochure produced by Ciba which refers to Ciba’s Rheomax ETD program. Rheomax ETD is the trade name for Ciba’s flocculants used in relation to the claimed invention and other applications. Pages 4 and 5 show a working of the claimed invention where the tailings are deposited into impoundment cells.
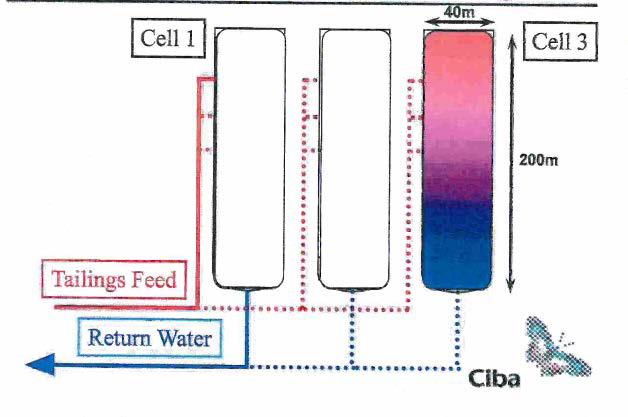
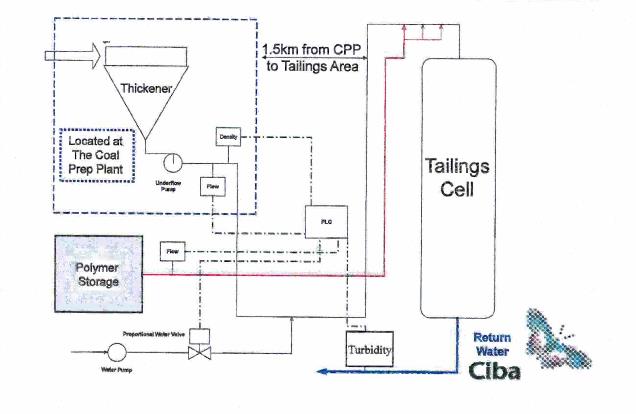
357 In my view, there is no reason why rigidification of material cannot also occur if the material is deposited into a dam, pond or lagoon. Under such circumstances, the deposited tailings could first settle with development of a sedimentary delta, but would eventually accumulate and form a beach above the water level. The material in such a beach would be subject to hydraulic gravity drainage.
358 Finally on the topics of “rigidification” and “improving rigidification”, let me deal with some other matters.
359 First, it is important to note that the opposed applications do not claim to have invented “rigidification” of tailings. The claims are concerned with “[a] process of improving rigidification of a material...”. Thus, the opposed applications are teaching and claiming “a process” which improves upon rigidification previously known.
360 Second, the meanings of “rigidification” and “improving rigidification” were debated at length in the 2008 proceedings before Kenny J who held that they were not terms of art (SNF (Australia) Pty Ltd v Ciba Speciality Chemicals Water Treatments Ltd (2011) 92 IPR 46 at [47]). Her Honour had regard to the competing evidence of the experts in the 2008 proceedings and ultimately adopted the evidence of BASF’s expert, Dr Farrow, as to meaning (at [69] to [75]). Her Honour then said at [267], which was upheld on appeal (SNF (Australia) Pty Ltd v Ciba Speciality Chemicals Water Treatments Ltd (2012) 204 FCR 325):
I accept Dr Farrow’s evidence that “rigidification” is a qualitative term, although one that Patent 944 explains clearly as “a networked structure”. Further, for the reasons already stated, I conclude that Dr Farrow’s evidence supports the Ciba respondents’ basic contention that, read within the context of Patent 944 (and the other patents in suit), compared with settling and sedimentation processes, rigidification is faster; produces more recovered water; and results in chemically-bonded tailings that occupy a smaller surface area, which are more quickly rehabilitated. I also accept that, as Dr Farrow said, rigidified tailings material would be less likely to spread laterally after deposition, enabling more efficient land use; and would more rapidly form a solid structure in the form of a beach or stack; and have a greater yield stress when deposited, with increased uniformity or homogeneity of fine and coarse particles. Further, by reason of its heaped geometry as a beach or stack, such rigidified material would result in downward compression forces driving water out of the stack and more rapid release of water, with better clarity.
361 Mr David Shavin QC for BASF submits that I should adopt the same construction in these appeals by simply following her Honour’s conclusions. Now it has been held that as a matter of judicial comity an earlier decision on the construction of a patent should usually be followed (see Neurizon Pty Ltd v Jupiters Ltd (2004) 62 IPR 569 at [32] and [35] per Kiefel J). But in the present case of course I am not dealing with the innovation patents dealt with by Kenny J and so have discussed and decided the matter for myself.
(b) Effective rigidifying amount
362 The opposed applications refer to suitable doses ranging from 10 to 10,000 g/t of material solids, and preferred doses in the range of 30 to 3,000 g/t, with more preferred doses ranging from 60 to 200 or 400 g/t.
363 The opposed applications disclose that SDITB had been used to treat thickener underflow to improve the compaction of the fine waste material and clarity of the recovered water applying flocculants at “conventional doses”, but that this had produced little benefit.
364 It is well apparent that the opposed applications disclose that when flocculant had been added at conventional doses, the following problems described in the opposed applications had not been solved:
(a) the coarse and fine particles were not being deposited together in a homogenous deposit;
(b) consequently, the coarse material settled much faster than the fine material, causing banding or segregation; and
(c) the run off water contained high proportions of fine particles that contaminated the recovered water.
365 There is little doubt that as at the priority date, a person skilled in the art would understand what conventional doses of flocculant would be required for specific purposes and would know that conventional dosages would vary depending on the type of tailings and how the tailings were to be treated.
(c) Co-disposal
366 As I have already said, tailings are often produced in two size fractions: a coarse fraction and a fine fraction. The coarse tailings are made up of sand sized particles. Fine tailings or slimes are generally made up of silt or clay-size particles. For example, in mineral sands mining, two streams of waste material are typically produced, one being predominantly fine particles and one being predominantly coarse particles.
367 Now the coarse and fine particles in the tailings may have originally been part of the same tailings stream but may have been recombined after a prior upstream separation step. Alternatively there may have been tailings streams generated from different parts of the process employed at a mine. Alternatively, the coarse particles may have been sourced from elsewhere on site such as sources of waste rock or off site such as sand, and then added to the fine tailings stream.
368 It is not in doubt and both of the experts accept that “co-disposal”, as that term was used in the opposed applications, was the deliberate combining of a separate stream of coarse material to the thickener underflow.
369 In my view, the use of the term “co-disposal” in the opposed applications would be understood by a person skilled in the art at the priority date as referring to a process whereby there is a step of combining coarse and fine process streams to create a combined co-disposal stream.
370 I should also say for completeness at this point that a number of the claims of the opposed applications contain specific requirements as to when in the process of improving rigidification the co-disposal step is to occur. For example, claim 17 of the 785 application explicitly requires that the “wet or dry coarse particles are added to the underflow…before or during the addition of an effective rigidifying amount of the water soluble polymer”. Claim 1 of the 568 application explicitly requires that:
(a) aqueous suspensions of fine and coarse particulates be combined for the purpose of co-disposal to form a material;
(b) the aqueous suspensions be mixed into a homogenous slurry; and
(c) during or after mixing of the aqueous suspensions, an effective rigidifying amount of an aqueous solution of a water-soluble polymer be combined.
371 The opposed applications also teach that the effective rigidifying amount of the water-soluble polymer solution will normally be added during or after the mixing of the different waste streams into a homogenous slurry.
372 I need not say anything further at the moment on this aspect.
COMMON GENERAL KNOWLEDGE
373 I have already dealt with matters of common general knowledge that are essentially not in dispute earlier in my reasons. Let me now elaborate and address some additional matters and also turn to more contentious areas.
(a) Tailings beaching
374 First, let me deal with yield strength in the context of tailings beaching. In the context of tailings beaching the following was well known at the priority date. Mine operators could produce thickener underflow with a very high yield strength which would assist in tailings beaching. But often thickener underflow had to be pumped long distances to a deposition area. However, shear forces in the pipeline would cause the yield strength of the slurry to break down as it was pumped to the deposition area. The effect of shear degradation during transit was that the deposited material would have reduced yield strength (viscosity) and permeability and compressive strength. This would adversely affect the ability to obtain a stable deposit and clear water run-off. Now a person skilled in the art knew that flocculation in the thickener could be used to increase the yield stress of the material being deposited. But if the thickener underflow had a high yield strength, this would put strain on pumps and cost more in terms of power than a less viscous underflow. Additionally, if the yield strength of the tailings within the thickener was too high, the rakes in the thickener could be damaged. Therefore, there was a trade-off between obtaining a higher yield strength underflow to assist in tailings beaching, and having a less viscous underflow which was easier and less expensive to pump.
375 Second, let me deal with the beaching/stack angle in this context. In relation to tailings beaching, the following was also well known at the priority date. If the underflow was discharged in a deposition area, a beached structure would be formed depending on the nature of the material being discharged. And a sloped beach in the deposition area promoted the run off of water from the tailings into a decant pond for recycling. Further, it was desirable for the solids in the deposited tailings to rigidify and stop moving as soon as possible after leaving the outlet pipe so as to avoid contamination of the released water with fines, and to allow the water to run away to a collection point for recycling. Further, it was desirable to achieve an increase in the stack angle of the deposited tailings so that the land available for disposal could be used more effectively by storing a greater volume of tailings in the deposition area. Further, it was desirable for deposited tailings to have as high a solids concentration as practicable at the deposition point because this would promote steeper beach angles due to its higher viscosity. Further, the stacked material needed to have sufficient strength i.e. be sufficiently rigid to withstand further deposits of tailings material on top of it, and to permit the continued build-up of the stacks. But this did not mean that the deposited tailings had to stop moving immediately on deposition. If the material built up too quickly at the point of deposition it could impede the flow of further material from the outlet pipe. This would not result in the most efficient utilisation of the space in the deposition area. Further, if the stacking angle was too steep, not all of the deposition area would be utilised. Accordingly, the optimum stacking angle was a function of the deposition area to be filled and could be determined by simple geometry. Further, it was desirable to produce tailings in which the coarse and fine particles formed a homogenous deposit rather than to segregate on deposition. A homogenous deposit would have a greater and more uniform strength than a deposit with a non-uniform spread of particle sizes.
(b) Use of belt press filters and centrifuges
376 Let me now turn to the question of the use of belt press filters and centrifuges. The evidence is that belt press filters and centrifuges have been widely used in Australia since the 1970s in conjunction with conventional thickeners to dewater thickener underflow. Belt press filters started to become widely used in the mineral processing industry in the early 1980s and by 1994 it was not new technology in the field. Indeed, many witnesses in this proceeding had experience with the use of belt press filters and centrifuges.
377 Mr Bellwood gave evidence that belt press filters and thickeners were the primary focus of persons skilled in the art who were working on solid / liquid separation in respect of tailings prior to the priority date.
378 Mr Scammell had significant experience with secondary dosing of flocculant in the use of belt press filters and centrifuges before the priority date and before he began his trials of secondary dosing at the Yarraman mine. Mr Scammell recalled working with belt press filters at Mount Thorley and Catherine Hill Bay before the priority date. Mount Thorley mine had four belt presses and at least two centrifuges. He also saw belt press filters in operation at another mine in Singleton/Cessnock, New South Wales where there were two belt presses in operation.
379 Mr Bembrick had experience with adding flocculant in solution to the feeds of belt press filters before he undertook the trials at Ardlethan. By October 2002, he was for example aware of secondary dosing being performed at the Tahmoor Colliery in New South Wales, which was operating two belt presses and at Port Kembla’s steelworks using a centrifuge. Additionally, he worked with Mr McColl on a belt press filter at Port Kembla’s steelworks.
380 Mr Schroeter was aware of belt press filters being used in coal mines in the Hunter Valley before the priority date, including observing one in operation at the Dartmoor Coal Washery in 2002. Further, Mr Schroeter was aware of the use of belt press filters to treat thickener underflow with a second dose of flocculant given that the sale of flocculant for use in belt press filters was one of SNF’s key target markets in the mineral processing industry before the priority date.
381 Mr Coleman saw belt press filters in operation in at least four mines before the priority date, including the Westcliff and Tahmoor collieries.
382 Mr Holtzman used secondary dosing in trials of belt press filters at Cable Sands’ Jangardup mine in the very late 1990s.
383 Further, the widespread use of belt press filters is consistent with the disclosure in one of BASF’s predecessor’s papers published in 1992 authored by G Moody, “The Use of Polyacrylamides in Mineral Processing” (1992) 5(3-5) Minerals Engineering 479-492 (Moody paper). The Moody paper records (at 480 and 481):
Pressure Belt Filtration…started to become widely used within Mineral Processing approximately 10 years ago [ie, 1982]. A similar type of process had been used for some time for the treatment of sewage and in the paper industry. However, due to the highly particulate nature of mineral processing slurries belt pressing had to await the advent of high molecular weight synthetic flocculants in order to allow it to be used effectively in this area. It is necessary to produce a highly flocculated slurry which dewaters very rapidly to ensure little free water is present as the partially dewatered structure enters the compression zone. The flocs should then collapse to a certain extent to allow further dewatering to take place, but they must be strong enough to prevent penetration of solids into and through the belt.
384 The Moody paper also notes (at 484) that centrifuges have been used as equally widely as belt press filters since the early 1980s within the mineral processing industry. The paper records:
Centrifugation
As with pressure belt filtration it is only in fairly recent years (10 to 15 years) that centrifugation has become widely used within the Mineral Processing Industry. Again, this type of process had been used extensively for sewage treatment before that.
A diagrammatic representation of a counter - current centrifuge is illustrated in Figure 7. As the feed enters the centrifuge very high shear forces are encountered and therefore in order to take advantage of flocculation, the floes produced must be very shear stable. Centrifugation provides a useful illustration of how varying levels of cross-linking can be used to improve polymer performance.
385 Let me now re-iterate how belt press filters work. The thickener underflow is treated with a second dose of flocculant added into the pipeline from the thickener to the belt press filter in sufficient doses to achieve a highly flocculated structure in the underflow such that the material rapidly dewaters when deposited onto the belt in the belt press filter. Dr Farrow accepted that a person skilled in the art was accustomed to adding a second dose of flocculant to thickener underflow to pre-treat it before feeding it into a belt press filter. Indeed he was unable to recall any example where thickener underflow was transported or piped to a belt press filter without a second dose of flocculant being added.
386 The solids content of the slurry feed to the belt press was in the range of 20% to 50%. The flocculant that was then added was in solution. Indeed, Dr Farrow accepted that the flocculant was usually added in the form of an aqueous solution. And as a result of the second dose of flocculant being added, the underflow had a “cottage cheese” like structure and appearance prior to being pressed between the belts in the belt press filter.
387 Dr Farrow accepted that it was important to have a highly flocculated slurry with a degree of structural integrity as the slurry was fed into the compression zone of the belt press filter. This was necessary so that the solids could be squeezed between the belts, rather than being displaced by them. And as the Moody paper also notes, in the application of belt press filters:
It is necessary to produce a highly flocculated slurry which dewaters very rapidly to ensure little free water is present as the partially dewatered structure enters the compression zone. The flocs should then collapse to a certain extent to allow further dewatering to take place, but they must be strong enough to prevent penetration of solids into and through the belt.
388 Let me re-iterate how centrifuges work. Centrifuges operate by feeding the slurry into a rotating vessel. Centrifuges are similar to thickeners except that centripetal forces, rather than gravity, are used to separate the liquids and solids in the tailings. Use of centrifuges similarly involved the addition of a second dose of flocculant to the tailings in the feed line.
389 Now at this stage it is convenient to elaborate further on dose point and dose amount. Dr de Kretser’s evidence is that a person skilled in the art, who was familiar with the use of flocculants to pre-condition tailings which are to be treated using a belt press filter or centrifuge, would be aware that the floc structure is obtained very quickly. This necessarily means that the flocculant needs to be added with a short mixing time, and therefore shortly prior to the deposition of the treated material onto the belt or into the centrifuge. Dr Farrow also accepted that a person skilled in the art was accustomed to adding a second dose of flocculant to thickener underflow to pre-treat it before feeding it into a belt press filter and that the flocculant needed to be added between the thickener and the belt press filter to achieve well flocculated material. To do so, such a person would make a judgment based on their skill and experience about the most effective point at which to add the flocculant so as to allow it to adequately mix with the thickened slurry to create a highly flocculated material.
390 The Nalco Water Handbook (first published in 1979 and republished in 1988) included a schematic diagram of a belt press filter showing flocculant being added to the feedline to the belt press.
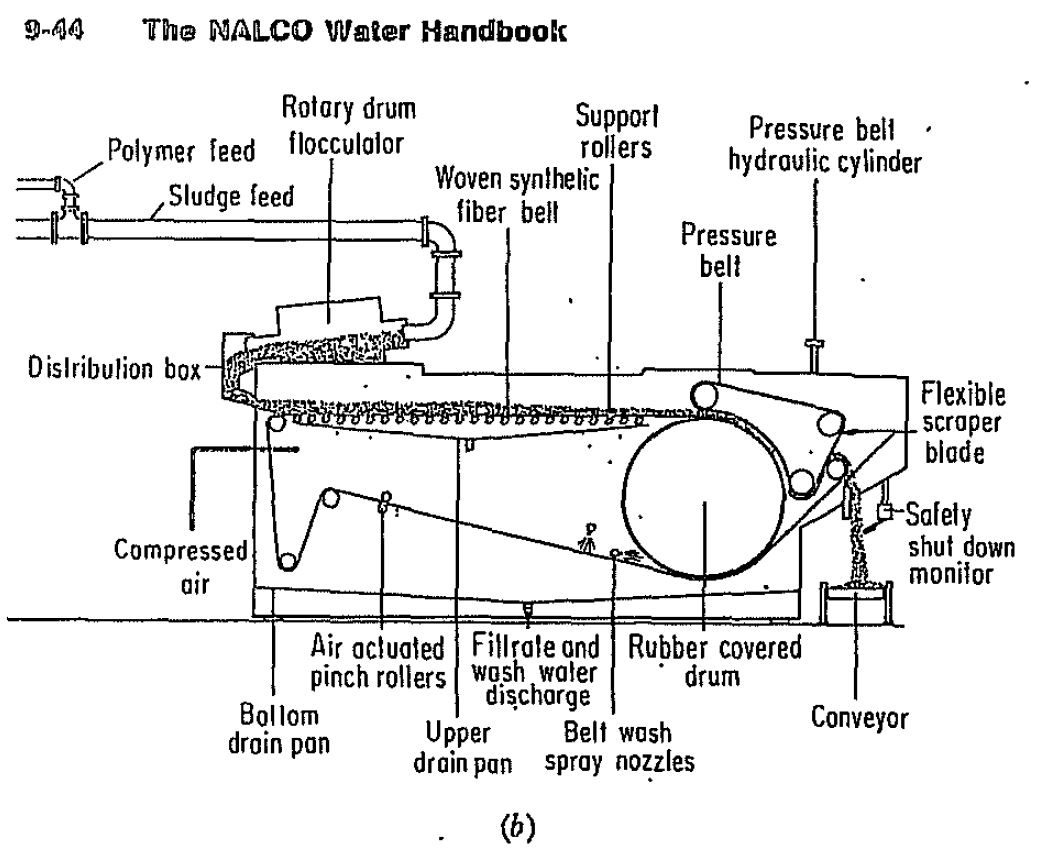
391 Mr Bembrick’s evidence was that he was aware from his work for Ciba in relation to belt press filters “that if you secondary dose too far away from the belt press (in-line) the floc will just shear and not dewater”.
392 Mr Scammell gave evidence in relation to the use of belt press filters at Mt Thorley. He advised the operator of that mine in relation to the method of addition of the second dose of flocculant to underflow which had been thickened in a thickener increasing its solids concentration. The purpose of the second dose of flocculant was to improve the performance of the belt press filters. He also advised the operator of that mine in relation to the selection of the flocculant to be added to the thickener underflow before it was deposited onto the belt. The flocculant was added as an aqueous solution. A first dose of anionic flocculant was added into the outlet pipe several metres before the tailings were deposited onto the belt, and a second dose of cationic flocculant was added either into the feedwell, or just before the feedwell, of the belt press. In optimising the performance of the belt press, Mr Scammell adjusted the operational parameters of the flocculant dosing in order to produce a material with the required mechanical strength and rate of drainage on deposition onto the belt. As part of the optimisation process, he reviewed the mixing of the flocculant into the thickener underflow, the form and nature of the material that was produced, and how that material drained on deposition on the belt. He then modified the process so that the anionic flocculant used was the same flocculant (Magnafloc 156) that was used in the thickener at the mine. In both cases, Magnafloc 156 was added as an aqueous solution. He adjusted the mixing of the second dose of flocculant to ensure it was adequately mixed with the tailings so that the tailings had the necessary qualities when deposited onto the belt press. The point of addition of the flocculant could only be moved a small distance, but Mr Scammell was able to create more mixing in the pipeline after the second dose of flocculant was added by using an impeller. He was aware that the underflow would shear in the pipe and that this shear would reduce the yield stress of the material. At Mount Thorley, the impeller was ultimately removed because it was producing too much shear. But he was able to optimise the performance of the belt press despite only being able to move the dose point for the flocculant addition a small distance.
393 Further, the Mount Thorley mine also used centrifuges to treat thickener underflow. Mr Scammell said that he added flocculant to the thickener underflow before it entered the centrifuge so that more water would be released from the tailings in the centrifuge, and the solid material would be sufficiently dry to be discharged onto a conveyor belt.
394 In my view the above evidence establishes that secondary dosing in aqueous solution shortly prior to deposition onto the belt of a belt press filter or entry into a centrifuge in sufficient doses to obtain a highly flocculated material on deposition was widely practised in Australia before the priority date and formed part of common general knowledge.
395 Finally, let me address the question of improved rigidification in the belt press filter feed. Dr Farrow’s evidence concerning the material produced by secondary dosing of belt press filter feed was to the following effect. It is a highly flocculated slurry which dewaters very rapidly. It has a degree of structural integrity that prepares it for mechanical compression. The feed material “certainly [shows] improved rigidification”. If sufficient flocculant has been added, the feed material will be networked in the same way as material that exhibits “improved rigidification” within the meaning of the claims of the opposed applications. In his view there would have been improved rigidification in the belt press filter feed and it would have had that structure when it was deposited onto the belt.
396 In summary, the evidence makes clear that persons skilled in the art familiar with the operation of belt press filters and centrifuges well knew the following:
(a) First, flocculant could be added in aqueous solution to thickener underflow in the outlet pipe shortly prior to a belt press filter or centrifuge to produce a highly flocculated slurry which on deposition would:
(i) have a degree of structural integrity;
(ii) be likely to exhibit “improved rigidification” within the meaning of the claims of the opposed applications.
(b) Second, to achieve such flocculation was a matter of establishing a suitable dose and dose point taking into account the need for adequate mixing and the degrading influence of shear.
(c) Third, the optimum point of addition of the flocculant to achieving such flocculation was one which enabled sufficient time for the mixing of the flocculant into the thickener underflow but insufficient time for the yield stress created by the flocculant to be degraded by shear thinning.
(d) Fourth, the optimum point of addition to achieving such flocculation was usually a short time prior to the end of the outlet pipe, prior to the thickener underflow being deposited onto the belt or into the centrifuge.
(e) Fifth to assess whether such flocculation had been achieved, the flocculated tailings could be visually observed, and if the result was not as required the operator could add more flocculant or change the dose point.
397 But it must be emphasised that this secondary dosing is all upstream of the mechanical dewatering device and close to the thickener. Moreover, the vast majority of the dewatering is done close to the plant rather than at the deposition point.
(c) Other secondary flocculant dosing
398 In my view, the use of a secondary dose of flocculant prior to deposition of a slurry into a tailings disposal area was unusual outside the scenario of secondary dosing upstream of a mechanical dewatering device.
399 The evidence of Dr Farrow was that he had not directly encountered any operation using in-line flocculation for tailings disposal, co-disposal or not, at the priority date. Further, despite his role in managing the P266D Project for CSIRO, which was an industry wide project focused on enhancing tailings disposal, not a single one of the numerous industry participants had ever raised with him the possibility of adding flocculant to the underflow line of a thickener to improve dewatering of tailings in the disposal area.
400 Further, the evidence of Dr Clarke, who had a doctorate in mineral processing, and who had “learned a lot about existing practices and developments in the Field [mine tailings disposal] in the period from approximately 1974 to 7 May 2003…through visiting mine sites and viewing the practices conducted”, was that he had never before his visit to Yarraman in 2002 to observe the trials conducted by Ciba and CRL observed a process involving secondary dosing of flocculant close to the discharge point at any mine site.
401 Now SNF’s solicitors provided to Dr Clarke a draft affidavit that they had apparently drafted for him, which asserted:
I knew before visiting Yarraman and had known for years before that visit that one way of addressing such problems was to add another dose of flocculant to the combined tailings during transfer from the concentrator and thickener to the deposition area, so that the viscosity and bonded structure of the waste materials in the underflow was re-established before deposition. This was commonly referred to as secondary dosing or viscosity/rheology modification.
402 But upon reviewing the draft affidavit, Dr Clarke deleted that paragraph. He informed SNF’s solicitors that: “I am not sure about this. I am not even sure it is correct. What I was aware of was “mud farming” and also the installation of high compression thickeners, but neither of these is really relevant”. When cross-examined, Dr Clarke confirmed that the secondary dosing process trialled at Yarraman and subsequently Yoganup was “a new process that had not been applied at full scale”.
403 Further, the evidence of Ms Herzig, who had by 2002 been working as a qualified metallurgist for 10 years, was that she did not have any personal experience of secondary dosing of thickener underflow before it was trialled at Yarraman.
404 Further, the evidence of Mr Holtzman was that he commenced work in the mining industry in 1969 and started work at Cable Sands in 1992, but he did not encounter secondary dosing at all until the late 1990s and even then only in the context of dosing thickener underflow which was to be fed to a belt press filter. Further, his evidence was that, in 2002, “[w]e didn’t seriously consider it as part of our trials, mostly from an economic point of view”.
405 Further, the evidence of Mr Schroeter, the managing director of SNF, more supports BASF’s case. In his affidavit, he stated that people in the field knew at the priority date “that it was advantageous to add flocculant at more than one point in the tailings disposal process”. But in his oral evidence he said that in his personal experience he had “only added [flocculant] upstream of belt presses and high-speed centrifuges”, and that as at the priority date people reporting to him within SNF only had experience with secondary dosing upstream of some form of mechanical dewatering device.
406 Further, the evidence of Mr Scammell, a metallurgist previously employed by Ciba, who had worked in the mining industry since 1986, was that the first time he tested a secondary dosing process using flocculant in solution was at the Yarraman mine in 2002. He had only previously used a secondary dose of flocculant in aqueous solution in the context of a belt press where the objective was both “speed of drainage and the ability to maintain structure under compression”, whilst ensuring that the material did not “squeeze out the sides”.
407 Further, the evidence of Ms Beveridge, a senior technical specialist employed by BASF, who had been employed by Allied Colloids (a corporate predecessor to BASF) since 1989, was that she had “never previously trialled the administration of a rheology modifier dissolved as a solution in a tailings line” until she became involved in Project Zenith.
408 Further, the evidence of Mr Bellwood, who had been employed by Allied Colloids since 1982, and whose role from 1997 to 2016 involved managing global research projects for Ciba in mining technology, was that:
[B]efore the Priority Date, the only in-line secondary flocculation processes aimed at achieving stacking of the tailings that I was aware of, were those being developed by Ciba. I was not aware of other in-line secondary flocculation being used in dry stacking applications. Nor had I read about this in any literature before the Priority Date.
409 Mr Bellwood also explained that “prior to August 2002, certainly within Australia, we were only testing polymer in a powder”.
410 Now the affidavit evidence of Mr Bembrick, a former employee of both Ciba and SNF, was that by the time he began to undertake trials with Ciba (apparently around 1999) he was “very familiar with the process of secondary flocculation and how to achieve effective stacking of tailings”. But there was little foundation for this evidence. Under cross-examination he gave the following evidence:
So in the context where we are looking at a process where there is a thickener and the underflow of the thickener is discharged to a tailing dam, are you able to identify five mines with which you are familiar in October 2002 that involved the addition of a secondary dose of flocculant at or very close to the point to discharge into the tailings dam?---That I was involved with?
That you knew of?---I didn’t know of any.
411 Further, when cross-examined about his knowledge of secondary dosing and slump angles in 2003, Mr Bembrick gave evidence that: “I would say that back in 2003, my experience was quite low at that time. I would have said that I would – I wouldn’t know too much back then.”
412 The above evidence is also consistent with the following further material.
413 First, reference should be made to the state of the art as recorded in the 2002 version of the PTT Guide. Dr Farrow considered the guide to reflect “the state of knowledge and focus of efforts in the area at the time” and Dr de Kretser acknowledged that he and other persons in the field “regularly” referred to it as at the priority date. The guide was published in conjunction with the PTT conference which Dr de Kretser identified as the leading conference in the field at the priority date. That guide made no reference to secondary dosing and did not do so until well after the priority date. Indeed, Dr de Kretser said that “the focus of that conference series at that time” was on variations of thickener processes. Let me elaborate.
414 The 2002 PTT Guide in evidence before me made no reference in terms to in-line or secondary flocculation.
415 Section 4.3.2.1 on beach geometry stated the following:
When tailings are deposited as a slurry, they flow like a liquid from the point of discharge towards the lowest point of the impoundment. This flow is typically channelised and the meandering channels move back and forth on the beach as the deposit develops. If the deposition water content is high, as with conventional tailings disposal, segregation of the coarser and finer particles will occur, with the coarser particles settling out near the point of deposition and the finest particles being transported all the way to the tailings pond, finally settling out under water. In this gravity driven process, the amount of segregation that occurs and the distribution of particle sizes that occur along the resulting ‘beach’ are a function of both the deposition water content, the particle size distribution, and the mineralogy of the tailings. The beach profile that results under these conditions usually has pronounced upwards concavity, as described by Blight et al (1985).
If a tailings stream is sufficiently thickened, segregation of particles will be extremely limited (essentially will not occur under ideal circumstances) and even very high-density slurries (and possibly some pastes) will flow as a viscous liquid. The flow is again dominated by channelisation but there is the potential for much more uniform profiles and, under ideal conditions, even a relatively uniform slope. The overall beach slopes will be a function of many parameters including, of course, the solids content and the consistency and viscosity of the thickened product. Based upon industry experience to date, even with high-density slurries the slopes tend to be relatively flat (1 to 2%) in most cases though there can be exceptions. It is expected that tailings thickened to a paste like consistency would form a slightly steeper beach. Due to processes such as drainage, consolidation, thickener efficiency fluctuations, tailings mineralogy changes (thickener feed variation), weather extremes etc., P&TT deposits also tend to demonstrate some degree of concavity in most cases. This concavity is not as pronounced as for conventional slurries and, as noted, it is conceptually possible to have a uniform slope under ideal conditions (though it is doubtful such conditions could be sustained over an entire mine life).
Preliminary assessments of likely beach slopes are often obtained from laboratory flume testing. There is however, no accepted method as yet for predicting this beach angle from laboratory tests and it is probably advisable to also carry out pilot-scale field tests. Similarly, there is no guarantee that even large-scale field trials can build in all of the variability of the actual operation (let alone the very real scale influences of deposit geometry).
It is expected that as research and development in this field gain pace, improved predictive techniques will emerge. However, it is unlikely that any method will develop that will allow precise beach geometry predictions that includes all potential process upset (breakdowns or periods of sub-optimal performance) conditions and geological variability in the thickener feed.
416 Section 5.8.2 only referred to improving the efficiency of thickeners in the following terms:
Over the last 10-15 years there has been an effort by thickener manufacturers and industry to improve the efficiency of thickeners and develop something better than the “conventional thickener”. The two pioneers in this field were EIMCO Process Equipment Company (Baker Process) and Enviroclear. Their work resulted in thickeners that could produce more tonnage per unit area and had a faster settling rate than previous thickeners. This was accomplished by the smart use of flocculants using special feedwell systems and controls. The “smart use of flocculants” involved understanding under what condition flocculants work best. This was accomplished by understanding the “flux and concentration” relationship. Figure 5.20 shows this relationship graphically and demonstrates that for any given feed material there is a feed concentration at which the flocculant behaves at an optimum. This is determined by laboratory, bench or pilot tests. Once this relationship was understood, special deep feedwells were designed with and without bottom plates and special dilution features to reach that optimum flux concentration zone. Once this was achieved then the high rate thickener was born and thickener size reduced or throughput increased. A large percentage of currently produced thickeners are of this type. Two of the most widely [used] dilution systems are the EIMCO Process E-DUC® feed dilution system … and the Supaflo AutodilTM system …
417 Second, reference should be made to the “Tailings Disposal” memorandum written by Mr Cigulev in 1999 when he was employed by Iluka. In that memorandum, Mr Cigulev identified project aims of reducing mining area, increasing beach angle, obtaining consolidation as quickly as possible, providing a substrata that is amendable to rehabilitation, and achieving all this cost effectively. Under the heading “State of Current Research”, Mr Cigulev reported: “The only option that we currently have that satisfies the aims above is to use belt presses for the dewatering of the clay to a truckable paste”. Whilst Mr Cigulev did address secondary dosing, he reported that it “can only be used in low slime orebodies” and all of the options examined involved some form of mechanical dewatering (such as “a vibrating dewatering screen”) or slimes dams limited to recovering “decant water”, although there was reference to testing this method on a pilot scale.
418 Third, the state of the art recorded in 2004 in the Australian Coal Association Research Program (ACARP) research proposal reported in relation to a proposed two year research program into secondary dosing that: “the proposed research program is unique and its work methods and strategies have been developed with the aim of collecting base data which will act as a foundation for future assessments”. The 2004 ACARP research proposal recorded that the applicant organisations were Tamplin Resources Pty Ltd and Xstrata Coal Pty Ltd. But the second project leader was noted as being Mr Bembrick of SNF. SNF was a supplier of flocculant to the Bulga mine owned and operated by Xstrata. The funds requested from ACARP were $91,900. The total project cost was estimated to be $695,900.
419 The Executive Summary set out:
This study proposes to conduct a series of washery trials using a variety of linear and structured flocculants in order to assess their relative impact on tailings bed level density, water retention and the propensity for tailings to form surface crusts suitable for subsequent rehabilitation. The study will have a duration of 2 years and will be conducted wholly at the Bulga Mine which is owned and operated by Xstrata Coal Australia. The project has a total expenditure of $696,000, of which ACARP are requested to contribute $91,900.
Investigating the degree in which various types of flocculants affect tailings density and water retention is crucial in optimizing tailings disposal strategies which aim to maximise tailings pond capacity while minimizing overall water losses within the impoundment area. If successful, the studies findings will be applicable to the majority of Coal Mines in Australia as they will demonstrate how flocculant selection can impact on tailings water retention, the formation and depth of turbid zones within tailings dams and the delay between the cessation of tailings disposal and the subsequent rehabilitation of the dam.
All works associated with the proposal will be managed under the Bulga Coal BSafe Management System. As such, all work will be conducted by inducted and appointed personnel as per normal operating practices at Bulga Coal. A detailed risk assessment and work procedure will be developed in conjunction with Bulga personnel following the projects approval.
420 The project objectives were stated to be:
The objective of the proposed study is to assess the impact of flocculant chemistry on the tailings bed level density, water retention and the propensity for tailings to form surface crusts suitable for subsequent rehabilitation. Investigating the degree in which various types of flocculants affect tailings density and water retention is crucial to optimizing tailings disposal strategies which aim to maximise tailings pond capacity while minimizing overall water losses within the impoundment area. Tailings density has direct impacts on the volume of water retention within the dam as well as the propensity for tailings to form surface crusts suitable for subsequent rehabilitation.
The Hunter Valley has a number of old and existing tailings dams that contain tailings that have failed to form surface crusts and therefore cannot be rehabilitated. The trials proposed in this study will provide baseline data which will allow the development of disposal strategies that should increase tailings bed level density and ultimately facilitate the rehabilitation of high clay content tailings dams.
421 The state of the art was described in the following terms:
Recent advances in chemical engineering have seen the development and introduction of branched and cross linked flocculant polymers. These polymers are stronger and more robust than the old-style linear polymers and result in an improved clarification of washery water. Apart from the improved dewatering characteristics, the molecular weight of these polymers can be varied, to target a range of surface characteristics and particle size distributions. These developments have facilitated the ability to manufacture specific flocculants to suit the varied requirements of different coal· operations.
Flocculant engineering has traditionally focused on optimizing the speed and effectiveness of solid liquid separation. Historically little consideration has been given to the impacts of flocculant selection on the settlement characteristics, capacity impacts and subsequent rehabilitation potential of the resultant tailings deposited within impoundment structures. More recently, these concerns have become more important due to the increased environmental and regulatory constraints that are now applied to new and existing tailings dams. Moreover, the majority of coal operations now work in a regime where there is only limited capacity to construct new tailings dams and as such, research projects that could potentially optimize the capacity of existing structures will be beneficial to the industry.
Literature reviews have failed to identify any similar projects to the proposal that are directly related to the Australian Coal Industry. In the context, the proposed research program is unique and its work methods and strategies have been developed with the aim of collecting base data which will act as a foundation for future assessments.
Advances in flocculant injection techniques and mechanical dewatering methods (such as belt presses) have recently proved successful in thickening tailings. These techniques have the advantage of minimising water retention and improving the propensity of the tailings to form surface crusts, however, they add considerably to the capital and operating expenses of CHPP’s. Consequently, the old technology of using traditional thickener systems will continue to be applied for the next 10 to 20 years as existing plants are operated to their full life cycle capacity. In this context, the outcomes of the proposed study will be relevant to the majority of existing Coal Mines for the foreseeable future.
422 The project was anticipated to take 2 years.
423 Clearly, secondary flocculation not in the context of a mechanical de-watering device was to be investigated. This was a research project. And as the proposal stated, “the proposed research project is unique”.
424 Contrastingly to the foregoing evidence, Dr de Kretser deposed that: “In the case of treating underflow from a thickener, flocculant was commonly used to restore a freely dewatering structure in the tailings which had been broken down [due] to shear during transport of the tailings to the TSF” (emphasis added). Dr de Kretser then gave detailed evidence regarding elements of in-line flocculation which he asserted constituted common general knowledge at the priority date.
425 But Dr de Kretser did not have any personal knowledge of the use of in-line flocculation in Australia at the priority date. And he accepted under cross-examination that:
(a) he had never trialled in-line flocculation before the priority date;
(b) he had never published any articles on the topic of in-line flocculation;
(c) the only instance of in-line flocculation in Australia of which he personally was aware before the priority date was at the Beenup mine, and even then he had not visited the Beenup mine or observed the use of in-line flocculation at that mine (I would note that the Beenup mine shut down because it could not deal with its tailings); and
(d) the first time that he undertook any field work or research concerning secondary flocculation was in 2011, years after the priority date.
426 Dr de Kretser accepted that he could not view his solitary example of secondary dosing at the Beenup mine as constituting common use. Moreover, he gave the following evidence that hardly assisted SNF’s case relying upon his opinion on this aspect of the case:
So apart from the failed example of Beenup, you can’t actually identify a single instance in Australia before the priority date of which you had knowledge before the priority date of the use of a second dose of flocculation in-line in the tailings stream, can you?---That’s – that’s correct if you’re taking out Beenup…
When you say in paragraph 60:
…in the case of treating underflow from a thickener, flocculant was commonly used to restore a freely dewatering structure in the tailings which had been broken down to shear during the transport of the tailings to the TSF –
That statement is simply wrong, isn’t it, doctor, at the priority date in Australia?---If you’re talking specifically in Australia?
Yes?---Yes.
It wasn’t commonly used in Australia before the priority date, was it?---As I said, it was still something that was part of what was considered as a – as in the broader suite of tailings deposition or management strategies.
427 Further, when Dr de Kretser was questioned on why CRL and Iluka needed to undertake research and development projects into secondary flocculation in 2002/03 if it was common general knowledge, Dr de Kretser said: “they are specific applications where further work was required to understand if it was possible” (emphasis added). But as BASF submits, having perhaps appreciated the potential implications of such a statement, Dr de Kretser sought to step back from it, before then saying that “[i]t was a body of experience that was evolving”.
428 Further, Dr de Kretser deposed that “based on [his] experience before the [p]riority [d]ate”, the “typical flocculant dosages ranges” used in “in-line flocculation” “[r]ange[d] from 150 to 1000g/t” and involved “addition into pipeline close to or at [the] discharge point”. But that evidence also lacked an adequate foundation. It would seem that the basis for this assertion by Dr de Kretser was that he had read the Backer & Busch papers before the priority date. But I agree with BASF that the fact that a dose rate falling within this range might have been disclosed in the Backer & Busch papers says nothing about whether such a dose rate was common general knowledge or typically used in Australia. Let me elaborate.
429 First, Dr de Kretser accepted that he did not know whether anybody in Australia had read the Backer & Busch papers at the priority date.
430 Second, Dr de Kretser under cross-examination said:
You don’t know anyone who had used 150 grams a tonne before or after the priority date in the flocculation – or the secondary flocculation of tailings in a tailings pipe, do you?---I can’t say whether I do or don’t.
431 Third, the evidence given by Dr de Kretser concerning secondary dosing is not supported by his own PhD thesis. In his thesis introduction, he identified as a problem with the state of the art in 1999 that “conventional de-watering technology is either inefficient at de-watering the tailings or can only perform de-watering after substantial capital expenditure”. When he proceeded to survey the different available “methods and technology involved in tailings de-watering” he discussed the use of “conventional clarifier[s] or thickener[s]”, tailings dams in which material could “settle and eventually form a dry consolidated waste”, the “mechanical de-watering for processing their fine tailings streams”, and various prior art publications. But no methods described in his thesis included secondary dosing practices used in the field without a mechanical dewatering step. This is made apparent by section 1.3 and other parts of his thesis.
432 I have referred to Dr de Krester’s thesis not for the significance of what it says but what it does not say.
433 First, it makes no express reference to secondary flocculation in the absence of some form of mechanical dewatering device.
434 Second, it makes reference to the Backer and Busch publications, referenced as “Backer and Busch, 1981” and “Stewart et al, 1986”, which SNF has relied upon as s 7(3) prior art, but draws little of the conclusions that SNF now says that a person skilled in the art would have drawn.
435 Third, his thesis generally makes no reference to co-disposal of the type dealt with in the 785 application and the 568 application. I will return to this later.
436 In summary, I agree with BASF that other than the work undertaken by Ciba and the trial work undertaken by Nalco in relation to the OreBind process, the only relevant examples of secondary dosing identified in the evidence related to the failed process at Beenup, the process implemented at Londonderry in the early 1980s, and a single confidential trial undertaken by Iluka at Yoganup. But such evidence falls short of establishing that at the priority date secondary dosing of a slurry prior to deposition into a tailings disposal area was known in the industry outside the scenario of secondary dosing upstream of a mechanical dewatering device.
437 But I am prepared to accept that it was common general knowledge that secondary dosing could have possible advantages, whether in the context of a mechanical dewatering device or outside that context.
438 So, for example, I note that secondary dosing was described by Xu, Y and Cymerman, G (1999) “Flocculation of fine oil sand tails”, Polymers in Mineral Processing, in Proceedings 3rd UBC-McGill International Symposium on Fundamentals of Mineral Processing, J.S. Laskowski (ed), Metallurgical Society of CIM, August 22-26 1999, Quebec, Canada, pp. 591-604 at 599 in the following terms:
Two-Step Dosing
Flocculation can be improved by splitting the polymer dose into two or more streams injected into the suspension at different points. This is because the capture of fine particles is directly related to mixing. However, during extensive mixing some flocs already formed will be broken, resulting in smaller floc sizes. The broken floc fragments will not be able to re-flocculate in single-step dosing, the mixing to capture most particles can be achieved in the first-stage addition and large floc sizes may be achieved at the second stage, where the broken floc fragments can be re-flocculated. Therefore, with two-stage addition, higher settling rate and clearer supernatant are expected.
(d) Adjustment of variables
439 In my view it was common general knowledge that variables could be adjusted when undertaking a tailings beaching process and using belt presses and centrifuges in order to manipulate the characteristics of the tailings on deposition in the particular mining application including variables such as:
(a) the flocculant to be used;
(b) the form in which the flocculant was added;
(c) the dilution of the flocculant;
(d) the dose of the flocculant; and
(e) the dose point/s.
(e) Secondary Dosing in Tailings Beaching (SDITB)
440 SNF accepts that based on the evidence in this proceeding it has not been established that SDITB formed part of common general knowledge in Australia.
(f) Co-disposal
441 Co-disposal was practised before the priority date in an attempt to overcome the difficulties in obtaining a stable deposit of tailings which consisted of predominantly fine particles. In an attempt to overcome those difficulties, coarser grained material such as sand or crushed rock (in either wet or dry form) could be added to the tailings during transfer to the deposition area or at the point of deposition. This could be done to encapsulate the fine material within the coarse matrix to provide enhanced drainage and stability of the deposit so as to produce tailings with better mechanical strength.
442 There were various possible ways of implementing co-disposal, including:
(a) blending the coarse and fine material at the plant;
(b) transporting the coarse material separately to a deposition point and combining it with the fine material in the thickener underflow just prior to deposition; or
(c) intermingling the coarse and fine material at deposition.
443 Depending upon the set up of the mining operation, the coarse and fine particles may have originally been part of the same slurry stream which had been separated earlier in the process, the coarse and fine particles may have been generated from different parts of the mining process, or the coarse particles may have been sourced from elsewhere on site (such as sources of waste rock) or off site (such as sand), and then added to the fine tailings stream.
444 Co-disposal if it could be achieved had many advantages when compared with depositing fine tailings alone, which advantages were known to persons skilled in the art at the priority date. These advantages included the following:
(a) producing tailings with increased mechanical strength on deposition and improved geochemical stability;
(b) the rapid consolidation of the mixture to a high density;
(c) increased permeability of deposited tailings thereby improving water release; the increase in permeability could be orders of magnitude larger;
(d) improved clarity of the water that was recouped for recycling;
(e) the potential to substantially enhance water recovery from the total washery waste by up to 40%;
(f) reducing the operating costs and the time to complete rehabilitation; and
(g) reducing the volume occupied by deposited tailings due to storage of the fines within the void spaces of the coarser particle matrix, substantially reducing the volume taken up by the two wastes if they had been separately disposed of.
445 Persons skilled in the art were aware that the benefits of co-disposal, if it could be achieved, included the fact that co-disposal would reduce the operating costs and the time to complete rehabilitation and that it was for these reasons that a lot of companies “were very interested in trying to achieve co-disposal” to use Dr Farrow’s words, but with my emphasis. For the moment I will put to one side the significant challenge with co-disposal of preventing segregation and other difficulties.
446 It would seem that co-disposal was a method of tailings treatment at the priority date. Dr de Kretser’s evidence is that by the priority date there were various coal mines operating co-disposal processes in Australia, although there were problematic aspects with his evidence that I will return to. Dr Farrow also acknowledged that people were performing co-disposal before the priority date.
447 Further, other witnesses gave evidence that co-disposal was implemented prior to the priority date.
448 Mr Schroeter was aware of co-disposal being used extensively in the treatment of mineral sands and coal tailings from the early 1980s onwards and also in phosphate mining.
449 Mr Scammell gave evidence that Yarraman had been using a co-disposal process since at least 2000. The combination of a coarse stream with thickener underflow whilst being pumped to the deposition area, as was being practised at the Yarraman mine prior to Ciba’s trial work, was co-disposal.
450 Ms Herzig said that the Yarraman mine used a co-disposal process before the priority date (a process she referred to as “blended co-disposal”). She was aware in 2002 that blended co-disposal was increasingly being used in mining operations that had high fines content, as at this time many ore bodies were being mined in areas of high fines content, such as Yarraman. Moreover, she attended a lecture in Perth at which Professor John Ralston presented on co-disposal processes in red mud and mineral sands mines in Western Australia.
451 Mr Holtzman said that he had worked on the testing and development of a co-disposal process for Cable Sands in the late 1990s and early 2000s as part of his role as a metallurgical technician. Further, from the mid-1990s to the early 2000s, Cable Sands had been undertaking trials of co-disposal processes at its mineral sands mines, including operating a co-disposal process at the Jangardup mine for 12 months prior to 2002.
452 Mr Bembrick said that co-disposal was used in the treatment of coal tailings since at least the 1990s. And, he was aware of and trialled co-disposal processes at a number of mines prior to May 2003. Further, the Ardlethan tin mine was using a co-disposal process in 2002, when he whilst working at Ciba trialled the implementation of secondary dosing in conjunction with the existing co-disposal process at that mine.
453 Dr Clarke and Mr Cigulev also gave evidence to the following effect:
(a) Iluka had been working on trials and tests to improve its co disposal processes since the late 1990s, including trialling secondary dosing with Nalco at Yoganup in 1999. Iluka had trialled co-disposal in conjunction with secondary flocculation at Yoganup in 2000.
(b) Iluka was using co-disposal at its Eneabba mine in June 2002.
(c) The trials of secondary dosing of co-disposed tailings being undertaken at Yarraman were of interest to Iluka for its application to other mines. Co-disposal was a process being considered by Iluka in 2002 at its mines in Western Australia and in the United States.
(d) Iluka undertook laboratory testing to evaluate the effectiveness of SDITB of co-disposed tailings for one of its mines in Virginia in April 2003.
(e) Dr Clarke was aware that a field trial had been undertaken by Nalco for Iluka sometime in August 2002.
(f) The scope of works prepared by Dr Clarke in July 2003 for the trials at Yoganup records that Iluka had by that time investigated tailings disposal by non-segregating co-disposal for many years, with co-disposal being practised in its mines in most states of Australia except its south-west Australian operations.
(g) Iluka had prior to the priority date undertaken work in relation to SDITB in co-disposal which it referred to as non-segregating co-disposal (NOSCOD) at its Concorde mineral sands mine.
454 Further, Mr Schmidt said that he was trained at Nalco that the OreBind process was suitable for treating co-disposed tailings and he promoted the OreBind process to potential clients on this basis.
455 Further, Ms Beveridge gave evidence that Ardlethan was practising co-disposal since at least as early as 2002 and that the problem the mine was experiencing was segregation of the coarse and fines. The fine material was leaving the coarse and “carrying over” on deposition. Further, the Sandalwood mine was practising co-disposal since at least as early as 2001. Further, by at least July 2002, Ciba considered that the Gallagher process would be useful to assist miners that were undertaking or proposing to undertake a process of co-disposal. Further, the Ciba trial work at the Osborne mine was at a copper/gold mine which was already undertaking a co-disposal process before Ciba trialled powder addition in November 2002 and solution addition in February 2003.
456 Further, the evidence also establishes that the following laboratory tests and field trials which Ciba undertook were designed to simulate use in a co-disposal process because that was the process the mine operator was either implementing at the time or was proposing to implement:
(a) laboratory tests at Jangardup and Sandalwood in October 2001 and at Sandalwood in October 2002, January 2003 and February 2003;
(b) field trials at Sandalwood in October 2002 and March 2003;
(c) laboratory tests at Yarraman in August and September 2002;
(d) field trials at Yarraman in October and December 2002 and March 2003;
(e) laboratory trials at Osborne in November 2002 and February 2003;
(f) field trials at Ardlethan in February and June 2003;
(g) laboratory trials at Iluka’s Douglas, Eneabba and Yoganup mines in June 2003; and
(h) field trials at Yoganup in July 2003.
457 Some of these though were after the priority date.
458 Further, co-disposal was the subject of papers which were published in journals, textbooks and presentations at conferences and also the subject of patent applications, throughout the 1990s. Dr de Kretser referred to various examples of such documents published in the period 1990 to 2003. For example, a publication by DJ Williams in 1992 (I will return to this in a moment) described co-disposal as a “promising new technique”, which records that 11 years before the priority date persons skilled in the art were contemplating co-disposal. Further, Heather Hutcheson of Cable Sands presented a paper on co-disposal at the 2001 Paste and Thickened Tailings Conference, the leading industry conference attended by persons skilled in the art at the time, in South Africa. I will return to this.
459 Further, the Condolios patent and the Ledden patent both disclose the use of SDITB adding flocculant in aqueous solution in co-disposal processes.
460 The Ledden patent is a patent filed in the name of American Cyanamid Inc which later became Cytec. At the priority date, Cytec was one of the four major flocculant manufacturers. The Ledden patent describes a process of SDITB adding flocculant in aqueous solution to phosphate tailings in a co-disposal process. In the Ledden patent the following was disclosed. Sand was added to the fines for the purposes of solidifying the material to improve its rigidity. Flocculant was added to the sand and then mixed with the slimes just prior to deposition in the land-fill area. And on deposition there was a rapid release of water (Column 5, line 34 and Column 6, line 8) and the sand and slimes compacted homogenously (Column 7 line 69 and Column 8 lines 2-3). It would seem that when using the process in the Ledden patent, rapid water release was achieved. Further, the coarse and fine particles in the deposited material were “sufficiently homogenous to settle in a compact form, which has useful load bearing characteristics” (column 4, lines 51-54).
461 The above evidence establishes that co-disposal was practised in Australia before the priority date and formed part of common general knowledge. But it would seem that achieving co-disposal without segregation of the coarse and fine particles on deposition (co-immobilisation), which segregation would result in ineffective stacking, was a challenge for the mining industry at the priority date. Let me at this point say something more about the segregation of coarse and fine materials. At the outset it seems clear that persons skilled in the art were aware that, notwithstanding co-disposal’s known benefits, one of the significant difficulties associated with co-disposal was minimising the segregation of the coarse and fine materials on deposition. Let me elaborate.
462 Dr de Kretser said that it was known that the successful operation of co-disposal processes required minimisation of segregation of coarse and fine tailings (thickener underflow) after deposition to maintain a degree of homogeneity. And the more homogenous the deposited material, the better the outcome. Further, he gave evidence that the extent of segregation could be managed via various means, including making use of flocculation, increasing the solids concentration of the thickener underflow and reducing the difference between the average particle sizes of the coarse and fine fractions.
463 Mr Schroeter said that it was known that segregation on deposition was a practical difficulty associated with co-disposal. But he said that segregation could be reduced by increasing the dosage of flocculant and segregation could be controlled by removing water from the tailings, thereby increasing the solids content of the tailings as well as the yield stress.
464 Dr Farrow gave evidence that whilst the concept and benefits of co-disposing of fine and coarse particles in order to achieve homogenous tailings was known as at the priority date, it was not routinely implemented. And where it was attempted, it was not done with good results. I must say that Dr Farrow’s evidence reflected the industry evidence.
465 Further, in relation to CRL’s Yarraman mine, Ms Herzig deposed that:
CRL’s need at the time was to be able to directly co-dispose the thickened slimes from the thickener underflow with coarse tailings (sand)… However, CRL found that the coarse fraction and the fine fraction within the slimes / tailings mixture would segregate on deposition, which was not desirable. In an attempt to fix this problem, CRL experimented with altering operational variables in the concentrator and the thickener without success.
466 When cross-examined, Ms Herzig explained that segregation of the coarse and fine tailings at Yarraman made it more difficult for CRL to rehabilitate the land, made it more difficult to reuse water from the deposition area, required extensive and expensive bulldozer work to be undertaken to build levees to prevent slimes returning to the dredge pond, and required more work to be done with machinery to manage the tailings.
467 Further and indeed, there was considerable documentary evidence recording the trials and experiments undertaken by Iluka, the parent company of CRL, after the priority date, to try and achieve effective co-disposal. These documents record that it was difficult to successfully implement a co-disposal process. For example the scope of works written by Dr Clarke dated 22 July 2003 which I have referred to elsewhere recorded that the co-disposal technique “in use at most sites” had the result that “sand and fines are disposed of together, but then tend to segregate in the impoundment. The segregation leads to increased costs and planning difficulties”. Moreover, Dr Clarke confirmed when cross-examined that this reflected his experience, at least “without the [addition] of flocculant”. The scope of works identified a number of important criteria to evaluate whether “viscosity modified blended co-disposal”, a technique intended to prevent segregation and enhance drainage could be effectively achieved by Iluka at Yoganup. Further, a technical report written by Ms Herzig dated 24 October 2003 noted that: “One major concern with blended co-disposal as currently practiced, is that the fines segregate from the sand as the material flows over the beach. That segregation leads to separate sand and clay rich zones. That in turn leads to a number of problems.” The report then described the results of a co-disposal trial which sought to limit segregation. The trial was described as being “of great importance”, and concluded that “[t]he data unfortunately suggests that a considerable amount of segregation occurred in the Yoganup trial”.
468 I agree with BASF that the difficulties encountered by Iluka and CRL in successfully implementing a co-disposal process accorded with the difficulties encountered in the mining industry more generally. If co-disposal was part of common general knowledge, so too was its notorious problems and difficulties concerning segregation. So much is illustrated by the five key documents concerning co-disposal identified by Dr de Kretser in his written evidence. Let me deal with each of these documents in turn.
469 The first is a paper, DJ Williams, “Co-disposal of Coal Mine Tailings and Coarse Reject: A promising new technique” (1992) 22 Australian Geomechanics Society 50. Although it identified co-disposal as being in use at the Jeebropilly mine in the Ipswich coalfields it noted that “[T]he technique of co-disposal remains to be proven for other washery waste materials at other mine sites.” It also suggested to overcome issues at the Jeebropilly mine that “[t]he segregation of fines could be substantially reduced by pumping the mixture at a higher solids concentration and at lower velocity”. The paper concluded:
The co-disposal option, involving the combined pumping of coarse reject and tailings slurry, ideally to an elevated landform, offers the best potential technically, economically, and environmentally. It remains to carry out the research necessary to optimise this technique and ensure its successful application at a range of coal mines having different washery waste materials and conditions. Application of the technique to mining operations other than coal may also be possible.
470 It was silent on secondary or in-line flocculation.
471 The second is a presentation given in 1999 by A Vietti and McAlinden (De Beers Consolidated Mines Ltd), “Towards Co-Disposal: Progress on Southern African Diamond Mines” made at the Paste Technology for Thickened Tailings Conference, which discussed co-disposal, identified a 12 year “Towards Co-disposal research process”, noted that a challenge was “Operational Control (failure in many cases)”, and concluded that “[o]nce the technology has been fully explored, complete co-disposal is planned”. I would also note at this point that no reference was made to also adding a secondary dose of flocculant.
472 The third is a paper, PH Morris and DJ Williams, “The porosity of co-disposed coalmine wastes” (2000) 14 International Journal of Surface Mining, Reclamation and Environment 63, which included a “diagrammatic representation of a co-disposal beach” and recorded that co-disposal results in “[s]econdary beaches which comprise mostly fines that remain too soft to permit free access long after deposition has ended”. After discussing the porosity of co-disposed tailings, the paper concluded that: “The comparatively high initial [porosity] of the co-disposed wastes are attributable to the segregation of fines that occurs on the co-disposal breaches. Thus the potential of co-disposal to increase the volume of wastes that can be stored in a given impoundment can be fully realised only if this can be reduced by, for example, modifying the particle size distributions of the input wastes to reduce or eliminate gap grading… or by adopting up-slope deposition”.
473 The fourth is a presentation dated 2001 by Heather Hutchison, “Co-disposal Trials for a Mineral Sands Operation”, Conference: High Density & Paste, which described two co-disposal methods. The first method involved combining coarse and fine streams for “subaqueous disposal of fines and sands” in an underwater viewing tank. The second method involved “discrete co-disposal – separate streams” with the subsequent application of a “sand cap” onto the disposed streams. But in my view neither bore any resemblance to co-disposal as taught in the opposed applications. The second method was then tested in a trial dam, which was constructed, filled with water, filled with the separate streams, and then drained. The presentation concluded that it was necessary to “continue with test work and understanding”. The presentation also noted that: “The higher the underflow solids the better because less moisture would be added at the mixing/pumping stage and hence more [likelihood] of the mix not segregating”. Clearly, this presentation described an experiment, not a routine application of common general knowledge.
474 The fifth is a presentation dated 2003 by WL Daniels at the Sustainable Development Indicators in the Minerals Industries Conference, titled “Strategies for the return of heavy mineral sands mines to productive agricultural uses”. This presentation was concerned with “active mining and reclamation”, not co-disposal, reported that “slower than anticipated settling rates for the dewatering tailings/slimes mixtures” were achieved, and only contained a fleeting reference to the trial work being undertaken by Iluka in 2003.
475 I agree with BASF that these documents do not support the assertions of Dr de Kretser that co-disposal was at the priority date “a well-established approach routinely considered and implemented” in the field and that there was “widespread and successful implementation of co-disposal processes” in the field. To the contrary, the evidence establishes that to the extent that co-disposal was attempted at the priority date, it was attempted with difficultly and poor results.
476 Further, it is not irrelevant to point out that the method of co-disposal taught by these papers and presentations bears little resemblance to the process taught in the opposed applications. As Dr Farrow observed, “[a]ll papers suggested [that] the approach to co-disposal at their time of publication was to physically mix a flocculated fine suspension with unflocculated coarse material.” But that process may be contrasted with the process claimed in claim 1 of the 568 application.
477 But there was also other evidence led before me concerning the difficulties of co-disposal.
478 The difficulties associated with the successful implementation of co-disposal were also well illustrated by the evidence of Mr Holtzman who deposed that:
[I]n the late 1990s and early 2000s, the combining of these coarse and fines streams into a stable mass suitable for reclamation and re-use proved to be difficult with no ‘one size fits all’ process having yet been developed. To get the sands and the fines together and for them not to segregate was the biggest problem.
479 In his oral evidence, Mr Holtzman reiterated that “[i]t had been tried, and what generally happened was only a small portion of the – of the fines stayed with the tails”. It was only after lengthy and complicated testwork that Cable Sands overcame “that problem with segregation”. The testwork in which Mr Holtzman was involved commenced in the “mid to late-nineties” and yet, as pointed out by BASF:
(a) in 2001, Cable Sands still needed to undertake further testwork to understand how co-disposal would best work;
(b) in 2002, Cable Sands was still progressing the development of a co-disposal process; and
(c) in October to December 2002 and March to April 2003 Cable Sands undertook what Mr Holtzman agreed to be “complicated and detailed and lengthy trial work”, at the end of which Mr Holtzman still considered that “[i]t wasn’t proved that it would – would work in a full scale trial”.
480 Further, Mr Holtzman described in some detail the testwork he undertook in relation to different co-disposal processes at Jangardup and Sandalwood. In relation to Jangardup, he agreed that Cables Sands undertook “research work” and that “It’s obviously not routine optimisation of something you’ve already got working in the field, is it?---No. No.” And in relation to Sandalwood, his evidence was that:
And as I understand it you agree with the proposition that there was complicated and detailed and lengthy trial work at dams 1 and dams 2 but your evidence is that that was work you were undertaking – or Cable Sands?---Yes. That’s - - -
And you worked in technical services department at the time, didn’t you?---Yes.
And that department was focused, I think you’ve said, on the development of new equipment or processes?---Yes.
And that’s what you’re trialling?---Yes…
The trials were the culmination of research you had been undertaking into dry mining co-disposal for a number of years?---Yes.
481 Further, the evidence of Mr Schroeter was that “[t]here were issues with segregation” and that people in the field were encountering difficulties at the discharge point where slurries containing fine and course materials were segregating. Indeed Mr Schroeter conceded that he had not previously suggested that co-disposal constituted common general knowledge in the proceedings before Kenny J, even though it was an integer of some of the claims of the innovation patents in suit before her Honour.
482 Further, the evidence of Mr Cigulev also made plain that co-disposal was not “routinely considered and implemented” or “widespread” in the field. The evidence of Mr Cigulev was unequivocal: “[i]t was not common”.
483 Further, Mr Ron Coleman could only identify a single instance of a co-disposal process which he had observed. Further, he did not suggest that he had ever implemented or been involved in working on a co-disposal process himself. And he accepted that his observation of one co-disposal process in 33 years was “hardly common”.
484 Further, the evidence of Mr Woolley was that “the typical method employed in the mining industry” for disposing of waste materials did not involve co-disposal. His knowledge of the typical method extended at least until the end of 2001, at which point he ceased working for Nalco.
485 In my view there was no widespread and successful implementation of co-disposal processes in the field. To the contrary, the evidence adduced before me revealed that persons skilled in the art working in the field before the priority date usually separated, treated and separately disposed of, the coarse and fine waste streams. For example, the evidence of Mr Cigulev regarding the tailings disposal process he oversaw at the Beenup mine was that rather than consciously trying to combine sand (coarse) to the fines stream, “in fact, we were trying to remove the sand. So there was no conscious – you know, decision to add sand”. The evidence of Mr Woolley regarding the tailings disposal process he oversaw at the Londonderry mine was that the material being treated “was fine and watery. There were clays”, after coarse material (including sand) had been removed by use of a hydrocylcone. Further, the evidence was that none of the trials of the OreBind process at Ernest Henry, Wemen or Boral Stapylton involved the use of a co-disposal process.
486 Moreover, when Dr de Kretser proposed a tailings disposal solution in his PhD thesis in 1999, he recommended a two-step process, commencing with a traditional settling process of the coarse material, and concluding with the separate flocculation of the fine material, so that “flocculation adsorption will then be specific to the fines rather than on the larger particles that can settle rapidly without flocculant”. This stands in stark contrast with the type of co-disposal process which he asserted before me to have been well known, well used and common general knowledge at the priority date.
487 It is worth setting out the following aspects of section 9.9.1 of his thesis:
As a result of the presence of the fine coal taking longer to settle, flocculant addition would still be required in practice to maintain a clear liquid overflow. However, in the literature review of Chapter 8 it was noted that the process of flocculation is one of adsorption and will thus be area dependent. With the increases in particle size due to controlling the break-up of the high surface area clay platelet aggregates there would be a huge reduction of the overall surface area open to flocculant adsorption in the suspension. The flocculant consumption required for effective flocculation of the tailings would be expected to be dramatically reduced. In effect, flocculant addition could be reduced to only adding enough to flocculate the fine clay and coal particles alone.
The observation that the majority of the solids in the controlled dispersed simulated tailings settle out rapidly without the addition of a flocculant lead to an interesting consideration. Flocculant adsorption is essentially indiscriminate in a highly heterogenous system such as coal tailings, so why waste additional flocculant on material that will settle out rapidly by itself? It would be more efficient in terms of operating costs, to have a two-stage tailings sedimentation system where the first stage involves sedimentation of the rapidly settling material in the tailings with no flocculant addition, whilst the second stage involves clarifying of the turbid supernatant from the first stage with a polymeric flocculant. More in-depth design considerations will be addressed in the Chapter 10 along with more in-depth recommendations regarding application of the research presented within this thesis.
488 He later concluded in section 10.5.2 that:
A two stage sedimentation/flocculation procedure was proposed in the discussion at the end of Chapter 9 involving; i) separation of the processes of thickening of the majority of the suspension solids and ii) clarification of the supernatant using polymeric flocculant addition. The advantages of such a system are that flocculant adsorption will then be specific to the fines rather than on the larger particles that can settle rapidly without flocculant.
It was observed that the settling rates of even the fines that were left in suspension after the majority of the solids had settled out were still rapid enough that, provided a large holding volume was available in the thickener, sedimentation without flocculant addition may be feasible. In any case, the first stage of the process would not require a high volume thickener and would most probably be best suited to a deep cone thickener type of arrangement. The second stage would require a larger volume thickener similar to conventional operations.
The underflow from the first de-watering stage would have a rather coarse size distribution and as such may be prone to sedimentation problems within the pipeline to the disposal or utilisation area. To rectify this the fine flocculated waste from the second de-watering stage could be blended in to impart a structure less likely to settle in short times within the pipeline.
489 Clearly none of this was secondary flocculation in the context of co-disposal of the type dealt with in the opposed applications.
490 Finally, to the extent that Dr de Kretser purported to identify during his re-examination a number of mines which operated co-disposal processes at the priority date, the weight of that evidence is doubtful. BASF points out that that evidence was given for the first time during re-examination. I also clarified with Dr de Kretser that he had not referred to any of these alleged instances of co-disposal in his affidavit(s), although Dr de Kretser gave evidence that some of these names were in the papers authored by Mr David Williams, which represent two of the five documents that I have referred to earlier. The mines Dr de Kretser identified in re-examination were:
Goonyella– Goonyella North, Jeebropilly – some of these are actually – in – in some of the papers by David Williams. Stratford. Tarong. Moranbah North. Kestrel. West Cliff. Coppabella. And at the priority date, Hail Creek, Clermont and Moorvale were in the process of implementing a co-disposal process. And the final one was Dartbrook, which was also at the priority date in the process of undertaking various trials of co-disposal processes.
491 The Jeebropilly mine is the case study referred to in the first document (DJ Williams, “Co-disposal of Coal Mine Tailings and Coarse Reject: A promising new technique”). Jeebropilly colliery is also referred to in the third document as a ‘full-scale co-disposal operation’ (PH Morris and DJ Williams, “The porosity of co-disposed coalmine wastes”). The latter document also refers to ‘Goonyella-Riverside’ as the site of a ‘field trial’. But the oral evidence constituted nothing more than an assertion by Dr de Kretser that co-disposal was practised at those mine sites. Dr de Kretser did not provide any further explanation of what type(s) of co-disposal processes were used, and with what effect or for how long at any of those mines. Further, there was no evidence that any other person skilled in the art was aware of any of those mines practising co-disposal.
492 Finally, I cannot leave this topic without noting that the 1999 article of Messrs Williams and Seddon titled “Thickened tailings discharge: A review of Australian experience” (published in Tailings and Mine Waste 99, 1999, Balkema, Rotterdam) made no reference to either secondary flocculation or co-disposal.
493 In summary, in my view although co-disposal was part of common general knowledge, so too were the known problems concerning segregation and the known difficulties in seeking to overcome them.
494 Let me conclude the section on common general knowledge by also observing the following.
495 In his written evidence, Dr de Kretser provided a lengthy exposition of what he asserted to constitute common general knowledge at the priority date. But at trial, it became apparent that the way in which that evidence had been prepared had problematic aspects.
496 Dr de Kretser revealed during his cross-examination that he had previously studied the 785 application before giving any evidence in this proceeding. He had reviewed the 785 application in 2013 because “I needed to understand what was being done in that space” in order to assess whether his employer, Rio Tinto, was “potentially infringing”. This was not a casual review, but was undertaken “to understand the parameters of the patent and whether something that we were contemplating within Rio Tinto was within the scope or outside the scope”. So his evidence as to what constituted common general knowledge was given with full knowledge of the contents of the 785 application. This is one reason why the evidence of Dr de Kretser on common general knowledge should be given reduced weight; I will come to the relevant authorities in a moment.
497 Further, when Dr de Kretser came to give his evidence on common general knowledge in this proceeding, he again studied the 785 application and also a vast body of additional material before identifying what constituted common general knowledge at the priority date. Dr de Kretser confirmed that he was provided with and read the 785 application, the judgment of Kenny J, videos of trial work at Yarraman, the ACARP report, the Bulga video, a Rheomax brochure, and that he had read all of that material before he started to write his report. When further questioned about this, Dr de Kretser confirmed that:
My recollection is that I reviewed the patent and as a – I can’t remember the exact order in which I wrote the documents, but predominantly the first part that I sat down and wrote was the common general knowledge section.
But you accept that, as far as you can recall, you wrote that after you had received and read the patent?---I believe that that’s probably the case. I can’t recall exactly.
498 Dr de Kretser also revealed that he had not finished the common general knowledge section of his report at the time of being provided with the Condolios patent, the Backer & Busch 1981 paper, the Backer & Busch 1986 paper, the OreBind video, the OreBind product sheet, and an affidavit of Mr Michael Schmidt. Now he said that “I would have started writing the – the CGK section before I read a lot of this”. But the evidence of Dr de Kretser was that he had only written “the majority of my CGK section” by 28 February 2017, by which time he had been provided with and reviewed all of the documents identified, as well as various other documents, including further prior art and documents concerning the OreBind process.
499 In my view the process followed by Dr de Kretser was not fully conducive to resulting in completely objective evidence as to what constituted common general knowledge.
500 Further, the way in which Dr de Kretser was instructed to prepare his evidence had some other problematic aspects to it. In total, Dr de Kretser was provided with eight separate letters of instruction, between 22 June 2016 and 14 March 2017. Throughout this period of time, Dr de Kretser apparently dictated, in “lots and lots of meetings”, the contents of his affidavit to SNF’s solicitors. However, he was not provided with a hard copy of his affidavit to review, or even the parts he had dictated on any day, “which made it a difficult process”. Indeed, it was not until “a couple of weeks beforehand, before we finalised the affidavit”, that he was given a full printed copy to review. Further, throughout this lengthy period of meetings and dictation, Dr de Kretser was repeatedly provided with, and then instructed to ignore, a mass of material which ultimately formed no part of the evidence in this proceeding. It is unnecessary to elaborate further.
501 BASF submits that what Dr de Kretser has done with the benefit of having read the opposed applications, the prior art, various discovered documents, and affidavits filed in this proceeding, is to reconstruct a working thesis of what was known in 2003, which bore little resemblance to his own knowledge or that of a person skilled in the art at the priority date. Such a criticism is not completely devoid of force on some aspects of his evidence. But at the end of the day it is for me to make my own assessment of these matters based on the totality of the evidence. And in that context I found Dr de Kretser to be highly intelligent, very technically skilled and articulate, albeit that in terms of what was known at the priority date I have preferred the evidence of Dr Farrow on the more contentious matters which evidence is better supported by the industry evidence and the contemporaneous documents and publications at and prior to the priority date.
OBVIOUSNESS - LEGAL PRINCIPLES
502 The applicable provisions of ss 7(2) and (3) are the following:
(2) For the purposes of this Act, an invention is to be taken to involve an inventive step when compared with the prior art base unless the invention would have been obvious to a person skilled in the relevant art in the light of the common general knowledge as it existed in the patent area before the priority date of the relevant claim, whether that knowledge is considered separately or together with the information mentioned in subsection (3).
(3) The information for the purposes of subsection (2) is:
(a) any single piece of prior art information; or
(b) a combination of any 2 or more pieces of prior art information;
being information that the skilled person mentioned in subsection (2) could, before the priority date of the relevant claim, be reasonably expected to have ascertained, understood, regarded as relevant and, in the case of information mentioned in paragraph (b), combined as mentioned in that paragraph.
503 In relation to the relevant legal principles, I adopt what I said in Meat & Livestock Australia Limited v Cargill, Inc (2018) 354 ALR 95 at [678] to [694] to the following effect.
504 The question is whether the claimed invention lacks an inventive step over the prior art base. An invention is taken to involve an inventive step when compared to the prior art base unless it would have been obvious to a person skilled in the relevant art in light of common general knowledge as described in Minnesota Mining and Manufacturing Co v Beiersdorf (Australia) Ltd (1980) 144 CLR 253 at 292 per Aickin J (Minnesota Mining) as it existed in the patent area (the then s 7(2) of the Act) before the priority date, whether that knowledge is considered separately or together with information of the kind described in the then s 7(3).
505 The term “obvious” means “very plain” (Aktiebolaget Hässle v Alphapharm Pty Ltd (2002) 212 CLR 411 at [34] per Gleeson CJ, Gaudron, Gummow and Hayne JJ (Aktiebolaget Hässle) and Lockwood Security Products Pty Ltd v Doric Products Pty Ltd (No 2) (2007) 235 CLR 173 at [51]). The inventive element needed to sustain a patent can be small. A “scintilla of inventiveness” will be sufficient and “no smallness or simplicity will prevent a patent being good” (Meyers Taylor Pty Ltd v Vicarr Industries Ltd (1977) 137 CLR 228 at 249 per Aickin J). Relevant further content has been given to determining obviousness in The Wellcome Foundation Ltd v VR Laboratories (Aust) Pty Ltd (1981) 148 CLR 262 at 286 per Aickin J in stating:
whether the hypothetical addressee faced with the same problem would have taken as a matter of routine whatever steps might have led from the prior art to the invention, whether they be the steps of the inventor or not.
506 Further, in relation to experiments, his Honour said (at 280 and 281):
In the present case it was admitted by the respondent that the test of obviousness was an objective one, but it was argued that evidence of a subjective character was admissible. That is no doubt true in some cases because expert witnesses are often properly asked whether they found a particular invention “surprising” to them. That however does not answer the question whether evidence of the steps which the patentee took is relevant and therefore admissible. Evidence of what was in the patentee’s mind may be admissible as evidence of the state of the art, but could seldom be otherwise admissible. Evidence of what he did by way of experiment may be another matter. It might show that the experiments devised for the purpose were part of an inventive step. Alternatively it might show that the experiments were of a routine character which the uninventive worker in the field would try as a matter of course. The latter could be relevant though not decisive in every case. It may be that the perception of the true nature of the problem was the inventive step which, once taken, revealed that straightforward experiments will provide the solution. It will always be necessary to distinguish between experiments leading to an invention and subsequent experiments for checking and testing the product or process the subject of the invention. The latter would not be material to obviousness but might be material to the question of utility.
507 The question to be posed was whether putative experiments leading from the prior art to the invention as claimed were part of the inventive step or were of a routine character to be tried as a matter of course. That question has an affinity with the Cripps question posed in Olin Mathieson Chemical Corporation v Biorex Laboratories Ltd [1970] RPC 157 and paraphrased by French CJ in AstraZeneca AB v Apotex Pty Ltd (2015) 257 CLR 356 at [15] in the following terms:
Would the notional research group at the relevant date, in all the circumstances, which include a knowledge of all the relevant prior art and of the facts of the nature and success of [the existing compound], directly be led as a matter of course to try [the claimed inventive step] in the expectation that it might well produce a useful alternative to or better drug than [the existing compound]?
508 Further, the plurality said in Aktiebolaget Hässle (at [58]) that:
The tracing of a course of action which was complex and detailed, as well as laborious, with a good deal of trial and error, with dead ends and the retracing of steps is not the taking of routine steps…
509 Now the Act does not direct an inquiry respecting each integer of the claimed invention. Rather, the correct inquiry is whether the invention as claimed, that is, the combination of integers was obvious, not each of its integers.
510 Further, it is erroneous to characterise as obvious the variation of all parameters or the trying of all choices until one proves successful, where the prior art did not point to it. Similarly, it is erroneous to characterise as obvious the exploration of a new technology or a promising field of experimentation, where the prior art gave no more than general guidance.
511 Further, in Aktiebolaget Hässle the plurality cited (at [74]) Judge Rich in In re O’Farrell (1988) 853 F 2d 894 at 903 who said:
[F]or many inventions that seem quite obvious, there is no absolute predictability of success until the invention is reduced to practice. There is always at least a possibility of unexpected results, that would then provide an objective basis for showing that the invention, although apparently obvious, was in law nonobvious.
512 Now impermissible hindsight should be avoided in determining whether a claimed invention lacks an inventive step. Indeed, the misuse of hindsight is most common in relation to combination claims (Minnesota Mining at 293 per Aickin J).
513 For a combination invention, the question is whether the combination, not each integer, is obvious. It is simply impermissible to take any one integer or take each integer seriatim and ask whether each integer involved an inventive step. The invention is the combination. The combination is what is claimed as the monopoly. And the relevant question is whether the combination involves an inventive step. As the plurality in Aktiebolaget Hässle (at [41]) said:
… The claim is for a combination, the interaction between the integers of which is the essential requirement for the presence of an inventive step. It is the selection of the integers out of “perhaps many possibilities” which must be shown by Alphapharm to be obvious, bearing in mind that the selection of the integers in which the invention lies can be expected to be a process necessarily involving rejection of other possible integers. This expression of the issue follows what was said by Aickin J in Minnesota Mining.
(Citation omitted.)
514 Further, Lord Davey stated in In the matter of Klaber’s Patent (1906) 23 RPC 461 at 469, in terms approved by Dixon J in Palmer v Dunlop Perdriau Rubber Co Ltd (1937) 59 CLR 30 at 73:
A proper combination for a patent is the union of two or more integers, every one of which elements may be perfectly old, for the production of one object which is either new, or at any rate is for effecting an old object in a more convenient, cheaper or more useful way. But the point in a combination patent must always be that the elements of which the combination is composed are combined together so as to produce one result.
515 More generally, in Aktiebolaget Hässle (at [21] and [78]) the importance of avoiding hindsight was reinforced in the following terms:
[T]he warnings in the authorities against the misuse of hindsight are not to be repeated as but prefatory averments and statements of trite law. The danger of such misuse will be particularly acute where what is claimed is a new and inventive combination for the interaction of integers, some or all of which are known. It is worth repeating what was said by Lord Diplock in Technograph Printed Circuits Ltd v Mills & Rockley (Electronics) Ltd:
“Once an invention has been made it is generally possible to postulate a combination of steps by which the inventor might have arrived at the invention that he claims in his specification if he started from something that was already known. But it is only because the invention has been made and has proved successful that it is possible to postulate from what starting point and by what particular combination of steps the inventor could have arrived at his invention. It may be that taken in isolation none of the steps which it is now possible to postulate, if taken in isolation, appears to call for any inventive ingenuity. It is improbable that this reconstruction a posteriori represents the mental process by which the inventor in fact arrived at his invention, but, even if it were, inventive ingenuity lay in perceiving that the final result which it was the object of the inventor to achieve was attainable from the particular starting point and in his selection of the particular combination of steps which would lead to that result.”
… After its review of the evidence, the Full Court concluded that Astra's “development” of the formulation “was essentially an exercise in trying out various known possibilities until the correct solution emerged” (emphasis added). That view of the matter wrongly takes as the starting point the assumed result. It succumbs immediately to the seduction of hindsight. Also, the notion of trying out possibilities invites the repetition of criticisms made earlier in these reasons.
(Emphasis added, citations omitted.)
516 In Lockwood (No 2) (at [46]) the High Court repeated the caveat against the misuse of hindsight. Clearly, any inordinate use of hindsight is likely to conceal or gloss over all of the problems, blind alleys and choices of options encountered by the patent applicant along the path to the invention. To present its evolution as some seamless and inevitable linear progression involving no more than the application of routine steps or methods is to engage in some intellectual property lawyer’s version of a Whiggish ahistorical approach.
517 Further, it is self-evident that problems with hindsight are even further elevated where the claimed invention concerns the application of known principles.
518 I will return to the question of hindsight later in evaluating SNF’s allegations of obviousness in this proceeding. But let me make one other observation at this point on this topic.
519 In Minnesota Mining & Manufacturing Co v Tyco Electronics Pty Ltd (2002) 56 IPR 248, Heerey, Emmett and Dowsett JJ said that little weight should be given to expert evidence that a claimed invention was obvious if the expert was provided with a copy of the patent or other relevant information before giving their evidence (at [45] and [46]):
The manner in which the evidence of some of the experts in the present case was bought into existence suggests that relatively little weight should be given to certain of that evidence. For example, witnesses were provided with a copy of the patent. They were either provided with a large number of other documents or found them in response to the task that was set them. That is hardly calculated to result in objective evidence as to what the hypothetical uninventive but skilled worker would have done. To give the patent to a prospective witness is tantamount to leading the witness. Further, unless the other documents were part of the common general knowledge in Australia before the priority date, they are not relevant to any question of obviousness.
Evidence by “experts” on the question of obviousness … is not always likely to be helpful: see Firebelt Pty Ltd v Brambles Australia Ltd (2002) 188 ALR 280; 54 IPR 449 at [46]. Indeed, where evidence is obtained in circumstances such as just described, the evidence is not likely to be helpful at all.
520 These principles have been consistently applied by this Court. Lesser weight is to be given to the evidence of experts asserting an invention to be obvious after they have reviewed the patent or been provided with other information concerning the state of the art. Undoubtedly, at the least there is a need for caution where an expert asserting obviousness knew both the problem and the solution.
521 Further, expert evidence as to what asserted s 7(3) information would have disclosed at the relevant time has lesser weight if an expert has undertaken an exercise of looking for the integers of the claims in the prior art and trying to find them, if necessary by combining different parts of the article without explanation of why he would have done so at its publication date in the absence of knowledge of the claims (Austal Ships Pty Ltd at [156]).
522 Let me say something further about common general knowledge.
523 Section 7(2) first requires consideration of what would have been obvious to a person skilled in the relevant art in the light of the common general knowledge as it existed before the priority date, putting to one side for the moment s 7(3) information. Common general knowledge is knowledge “generally known and accepted without question by the bulk of those who are engaged in the particular art” (British Acoustic Films Ld v Nettlefold Productions (1936) 53 RPC 221 at 250 per Luxmoore J). Information cannot be treated as part of the common general knowledge unless there is evidence of its general acceptance and assimilation by persons skilled in the art. And information does not constitute common general knowledge merely because it might be found for example in a journal, even if widely read by such persons. Further, as Luxmoore J said at 250:
In my judgment it is not sufficient to prove common general knowledge that a particular disclosure is made in an article, or series of articles, in a scientific journal, no matter how wide the circulation of that journal may be, in the absence of any evidence that the disclosure is accepted generally by those who are engaged in the art to which the disclosure relates. A piece of particular knowledge as disclosed in a scientific paper does not become common general knowledge merely because it is widely read, and still less because it is widely circulated. Such a piece of knowledge only becomes general knowledge when it is generally known and accepted without question by the bulk of those who are engaged in the particular art; in other words, when it becomes part of their common stock of knowledge relating to the art. Whatever else common general knowledge may be, it has never in my judgment included public knowledge of particular documents reports or scientific papers and the like. The knowledge of a number of individuals that a particular suggestion or particular suggestions has or have been made for the use of biasing in a particular apparatus, or a number of particular apparatus, cannot be held to be common general knowledge. It is certainly difficult to appreciate how the use of something which has in fact never been used in a particular art can ever be held to be common general knowledge in the art.
524 Further, as stated in Minnesota Mining by Aickin J (at 292), the notion of common general knowledge:
involves the use of that which is known or used by those in the relevant trade. It forms the background knowledge and experience which is available to all in the trade in considering the making of new products, or the making of improvements in old, and it must be treated as being used by an individual as a general body of knowledge.
525 So it must be knowledge that is known and available to all in the trade or at least the bulk of those who are engaged in the relevant art. Accordingly, information ascertainable by a routine literature search is not of itself taken to be common general knowledge. And patent specifications do not form part of common general knowledge without evidence that they have been absorbed into common general knowledge.
526 And as further elucidated by Jagot J in Gilead Sciences Pty Ltd v Idenix Pharmaceuticals LLC (2016) 117 IPR 252; [2016] FCA 169 at [216] (affirmed in Idenix Pharmaceuticals LLC v Gilead Sciences Pty Ltd (2017) 134 IPR 1 per Nicholas, Beach and Burley JJ), it is erroneous to treat a document as being part of common general knowledge simply because skilled persons could readily locate and assimilate its contents. Her Honour went on to explain (at [217]):
It may be accepted that instant recall of an article is not required. This does not mean, however, that documents found by searching for a subject-matter, rather than by some form of recall or reminder of what is already known to exist, are common general knowledge. This is so irrespective of the fact that experts in the field read widely. Further, it is not the case that mere publication and republication proves that a document and its contents have entered the common general knowledge. Nor is it the fact that a document and its contents necessarily form part of the common general knowledge merely because one expert knows or has managed to locate it and assimilate its contents. Such a document may or may not form part of the common general knowledge. The relevant inferences are to be drawn on the basis of the whole of the evidence.
527 There is another point to be made concerning common general knowledge. There is no general principle permitting admissions in the specification of a patent to be used to establish in and of themselves that information is common general knowledge. Whether information has become so widely assimilated that it forms part of common general knowledge must be determined on the evidence, although admissions can be considered as part of that evidence.
528 Let me say something at this point on s 7(3) albeit briefly.
529 In addition to using common general knowledge on a stand-alone basis, common general knowledge can be aggregated with s 7(3) information. That part of the prior art base which is common general knowledge and the information referred to in s 7(3) are considered for the purpose of looking forward from the prior art base to see what the skilled person is likely to have done when faced with a particular problem. Now in a case where the problem is known and is part of the common general knowledge, the problem may be similar to that which the patentee claims to have solved with the claimed invention. But where the problem addressed by the patentee does not form part of common general knowledge, the relevant starting point is the prior art base, but not including the problem as identified in the patent specification. As was noted in AstraZeneca AB v Apotex Pty Ltd (2014) 226 FCR 324 by the plurality (at [203]):
If the problem addressed by a patent specification is itself common general knowledge, or if knowledge of the problem is s 7(3) information, then such knowledge or information will be attributed to the hypothetical person skilled in the art for the purpose of assessing obviousness. But if the problem cannot be attributed to the hypothetical person skilled in the art in either of these ways then it is not permissible to attribute a knowledge of the problem on the basis of the inventor’s “starting point” such as might be gleaned from a reading of the complete specification as a whole.
530 The purpose of the inquiry is to determine whether the invention is obvious to solve the perceived problem, looking forward from the prior art base. But of course this may not have been the patentee’s starting point.
531 Finally, on the question of inventive step, let me say something about secondary indicia. There are a number of matters from which it might be inferred that an invention involved an inventive step including the following.
532 The first matter is a long felt need. The existence of a known need for the invention, which had not been satisfied by any product on the market, is a recognised indication of inventiveness (Minnesota Mining at 297 to 298 per Aickin J). Such evidence “has a role to play in a case concerning an inventive step” and it is said that I “should be slow to ignore secondary evidence or to rely on [my] own assumed technical expertise to reach conclusions contrary to such evidence” (Lockwood (No 2) at [115] and [116]).
533 The second matter is commercial success. Evidence that the invention when introduced on the market had substantial commercial success also suggests that the invention was not obvious.
534 The third matter is the failure of others. Evidence that others sought but failed to find the invention may also be of relevance (ICI Chemicals & Polymers Ltd v Lubrizol Corp Inc (1999) 45 IPR 577 at [94] per Emmett J). This may be particularly so where many others had been working in the field, as revealed by a large volume of prior art, but failed to find the invention (Welcome Real-Time SA v Catuity Inc (2001) 113 FCR 110 at [158] per Heerey J). Indeed, it has been said that “[w]hen skilled, non-inventive persons…looking for improvements, fail to arrive at the invention, it is impossible to suggest that it would have been obvious to the skilled and not necessarily inventive person” (Lockwood (No 2) at [119]).
535 The fourth matter is lapse in time. Where there is a long period of time between the claimed invention and the closest prior art, this may also suggest an inventive step. It has been said that if some years went by following publication of the relevant prior art before that which is the substantial equivalent of the invention was claimed and patented, this may point towards inventiveness (Graham Hart (1971) Pty Ltd v SW Hart & Co Pty Ltd (1978) 141 CLR 305 at 331 per Aickin J).
536 I will return to the evidence concerning these secondary indicia later. Let me now turn to the first main question.
OBVIOUSNESS IN LIGHT OF COMMON GENERAL KNOWLEDGE ALONE
(a) Summary of SNF’s case on this aspect
537 SNF has identified the relevant problem that was to be overcome in the following terms.
538 It says that tailings commonly consisted of a mixture of coarse and fine particles. The tailings may have inherently comprised coarse and fine particles, or a separate stream of coarse material may have been deliberately introduced to the thickener underflow downstream of the thickener. It then says that adding coarse material into thickener underflow (co-disposal) was a technique commonly employed to dispose of coarse waste material and to assist in obtaining a stable deposit of tailings. I would note at this point that the evidence does not support such a proposition in the sense of commonly.
539 It then says that a problem to be overcome in the context of tailings beaching was to achieve a stable deposit with clear water release where the coarse and fine particles did not segregate on deposition (the problem). The problem was related to the desirability of reducing the footprint of deposited tailings, maximising recovery of relatively clean water, and faster rehabilitation of the deposited tailings. But I would note at this point that the focus at the time was looking at water recovery in an earlier part of the process.
540 It is said that the problem was particularly an issue for miners practising co-disposal. If the coarse and fine particles segregated on deposition, the deposited material would be less likely to form a stable deposit, resulting in a larger footprint, the released water would contain fine particles, and the deposited solids would take longer to rehabilitate. But again, water release was dealt with earlier in the process in terms of using mechanical dewatering devices such as belt press filters.
541 Instead of SNF’s articulation of the problem, I would prefer to re-express the matter with the following emphasis.
542 Let it be accepted that in general terms it has always been a challenge for mineral processing operations to treat and deal with tailings in order to deposit them in such a way that:
(a) clean, particle free water is rapidly released from the solids within the tailings so it can be reused in the mining operation;
(b) the tailings take up a minimum area in the deposition or impoundment facility where they are deposited; and
(c) the coarse and fine particles are deposited in a homogeneous manner rather than being segregated, which optimises the tailings disposal and enhances the rehabilitation and re-use of the land in the mining operation.
543 Now as at the priority date, the minerals industry had broadly recognised the need to treat mine tailings in a more environmentally and commercially acceptable manner. This included the need to maximise water recovery and minimise the deposition area. It was also recognised in the field to be desirable to try to ensure that tailings were deposited in a homogeneous manner without segregation of fine and coarse material. But in the period leading up to and even beyond the priority date, the industry’s main focus in trying to improve tailings disposal was on enhancing thickener technology.
544 Moreover, in terms of water recovery, the focus at the time was using mechanical dewatering devices to remove water earlier i.e. through belt press filters and centrifuges. And the use of secondary flocculation at the time was to aid that process to maximise water recovery at that point, in preference to maximising water recovery at the point of deposition.
545 In my view, in terms of the problem, SNF has incorrectly linked:
(a) the desire for improved rigidification and co-disposal on the one hand; and
(b) the question of water release at the discharge point on the other hand.
546 As at the priority date, they were not together the recognised problem to be solved together. Rather at the time the focus was on removal of water at an earlier point through improving thickener technology and improved use of mechanical dewatering devices closer to the plant so as to maximise water recovery at that point.
547 Contrastingly the claimed invention did not contemplate water removal at that earlier point but rather at the point of deposition, leaving the water in enhanced fluidity and pumpability through to the point of deposition with water recovery at that later point. There would be flocculation near the discharge point so that it could stand and rigidify, releasing a large volume of water to be pumped back. As Mr Shavin QC submitted, this involved “(n)o mechanical dewatering, cost savings, and, counterintuitively, no water release up close to the processing plant”.
548 Let me continue for the moment with a summary of SNF’s submissions.
549 SNF submits that it would have been obvious to a person skilled in the art seeking to address the problem in the context of a co-disposal process to implement the claimed invention for the following reasons.
550 It was known that the problem was caused by the decrease in the yield stress of the tailings caused by shear forces imparted on the tailings during pumping to the deposition area.
551 It was known that the problem could be addressed by removing water from the tailings and increasing the yield stress of the tailings on deposition to inhibit the segregation of the coarse and fine particles. It was known that flocculants removed water from tailings and increased the yield stress.
552 Persons skilled in the art used water soluble flocculants in aqueous form to increase the yield stress of the tailings in the thickener to recover water from the tailings out of the thickener and create material in the thickener underflow suitable for tailings beaching.
553 However, there was a limit to how much yield stress could be introduced at the thickener stage due to the effects of shear thinning on the underflow and other issues.
554 SNF says that an obvious solution to the problem was therefore to add further flocculant to the thickener underflow prior to deposition.
555 The addition of further flocculant to thickener underflow was commonly practised in the use of belt presses and centrifuges.
556 It says that a person skilled in the art would inevitably add the flocculant in the form of an aqueous solution (being the form in which flocculant was almost always used in all applications).
557 The person skilled in the art knew that the peak level of flocculation, and therefore viscosity, will occur within 10 to 20 seconds after addition to the slurry if flocculant is added in solution.
558 The person skilled in the art therefore knew that it was necessary to add the flocculant near the end of the pipeline because flocculant added in aqueous solution would increase yield strength very quickly and then to break down very quickly due to the presence of shear forces.
559 The person skilled in the art knew how to routinely adjust parameters such as the appropriate dose, dilution rate and dose point in order achieve a highly flocculated structure (improved rigidification) which was stable on deposition with non-segregation of coarse and fine materials and clear water release.
560 SNF submits that the person skilled in the art faced with the problem and armed only with common general knowledge would have been directly led as a matter of course to try the claimed invention with the requisite expectation that it might well produce a useful alternative to or better result than existing processes.
561 SNF submits that before implementing the process referred to above, a miner would need to assess the additional capital costs, the ongoing cost of flocculant and associated labour costs at the particular mine as opposed to pursuing other options including simply increasing yield stress in the thickener underflow at the thickener to account for the shear forces during pumping.
562 At this point let me elaborate on SNF’s submission that it was obvious to address the problem by SDITB.
563 SNF says that persons skilled in the art knew that pumping thickener underflow from the thickener to the deposition area exposed the flocculated structures of the slurried tailings to shear forces which reduced the yield stress of the tailings on deposition.
564 It is said that Dr Farrow acknowledged that thickener underflow was pumped distances to a deposition point from 300 metres to at least 10 kilometres, or up to even 25 kilometres.
565 Dr de Kretser’s evidence was that typical pipeline pumping velocities were between two to five metres per second, but could be slower depending on the type of pump being used. Higher velocities were often used to maintain homogeneity using the turbulence in the flow to keep the particles together. However, those high velocities would impart higher shear forces on the tailings and reduce the yield strength of the material, which would increase segregation on deposition.
566 It is said that Dr Farrow accepted that it was well known that thickener underflow would shear thin as it was being pumped due to shear forces and that flocculated material once exposed to shear forces will start to degrade without further flocculant being present. More particularly, it was well known that flocculated slurries were shear sensitive when exposed to shear forces when pumped through a pipe from a thickener to a deposition area or to a belt press filter, the flocculation state would be degraded if the slurry was pumped over a long distance, and the level of shear thinning will depend on the degree of turbulence in the transfer pipe and the transit time over which the flocs are subject to turbulence. Mr Bellwood also accepted that when subjected to turbulent forces in a pipeline the tailings would suffer shear degradation.
567 The effects of shear forces on yield stress were well known to others skilled in the art within Ciba. For example, on 19 November 2001 Mr Keith Parker sent an email to Mr Tim Cameron and others at Ciba and noted in relation to the Gallagher process that “[the] whole idea [of flocculation] is just to rebuild yield stress that is lost through pumping when the flocculated structure is broken down” and that “[with] dry addition we have continuous dissolution over 30 – 60 minutes thus always have floc available to rebuild yield stress”.
568 It is said that addressing the degrading effects brought about by shear in the pipeline could not be overcome by the simple expedient of adding more flocculant in the thickener. If the thickener underflow had a high yield strength:
(a) it impaired pumpability and put strain on pumps;
(b) it cost more in terms of power than a less viscous underflow;
(c) if the yield strength of the tailings within the thickener was too high the rakes in the thickener could be damaged; and
(d) as flocculants are expensive using higher doses of flocculant in the thickener would increase costs.
569 It is said that a person skilled in the art knew that there needed to be a balance struck between the need to have the material sufficiently fluid to be pumpable and the desire to create a material with sufficiently high yield stress on exit from the pipeline. Operators had extensive experience varying a number of parameters to optimise the operation of the thickener and the flow characteristics of the tailings.
570 That knowledge would teach the person skilled in the art of the need to flocculate the thickener underflow to get a higher yield stress material to address the problem before shear forces reduced the yield stress again. They would therefore be looking at a way to introduce more flocculant into the underflow shortly prior to deposition of the treated tailings in the deposition area.
571 Further, SNF submits that in addressing the problem a person skilled in the art would draw on their knowledge and experience in the use of flocculants including their knowledge and experience in relation to the use of flocculants in thickeners and for pre-treating thickener underflow fed into belt press filters and centrifuges. SNF submits that in using their accrued knowledge, experience and skill, one obvious technique they would consider is adding a second dose of flocculant to the thickener underflow in the outlet pipe near the outlet end.
572 SNF says that the techniques involved in the secondary dosing of belt press filter feed and the techniques involved in SDITB are in practical terms the same. Importantly, in each case, a highly flocculated (rigidified) material is created. In each case, the thickener underflow is treated with a second dose of flocculant to improve the rigidification of the material compared with the rigidity of the material when it emerges from the thickener. If the second dose of flocculant is sufficient, the material will rapidly dewater and exhibit “improved rigidification” as claimed. The only difference is that in the use of belt presses the pre-treated material is deposited onto a belt and it then passes through the belt press filter, following which the material is conveyed to a deposition area, whereas with SDITB the material is deposited on a sloped area so that released water flows to a lower point and can be pumped back to the plant for re-use.
573 It is said that a person skilled in the art’s experience with belt press filters was that flocculant in aqueous solution could be effectively mixed into the high concentration thickener underflow in the pipeline shortly prior to the point at which the treated underflow entered the belt press. This produced highly flocculated tailings that rapidly dewatered and exhibited improved rigidification when deposited onto the belt of the belt press filter.
574 It says that Dr Farrow’s evidence in relation to the use of belt press filters before the priority date was that:
(a) a person skilled in the art was accustomed to adding a second dose of flocculant to thickener underflow to pre-treat it before feeding it into a belt press filter;
(b) the flocculant was almost invariably added in the form of an aqueous solution;
(c) a person skilled in the art had to determine where the flocculant needed to be added between the thickener and the belt press filter to achieve well flocculated material. To do so they would make a judgment based on their skill and experience about the most effective point at which to add the flocculant so as to allow it to adequately mix with the thickened slurry to create a highly flocculated material;
(d) that second dose of flocculant was introduced into a high solids concentration thickener underflow;
(e) it was essential to have a highly flocculated slurry (with a degree of structural integrity) as the slurry was fed into the compression zone of the belt press filter;
(f) the material discharged from a belt press filter is rigidified;
(g) improved rigidification would enhance beaching;
(h) the feed material “certainly [showed] improved rigidification” in the feed to the belt press filter; and
(i) if sufficient flocculant had been added, the feed material would be networked in the same way as material that exhibited “improved rigidification” within the meaning of the claims.
575 SNF says that it was put to Dr de Kretser that the person skilled in the art would not, at the priority date, have had experience in the practice of secondary dosing of flocculant to thickener underflow. But Dr de Kretser’s response was:
The person in the field with experience of – or what I would consider routine training in flocculation of mineral tailings would have been exposed to the concept of addition of aqueous polymer into concentrated tailings streams as part of practices such as feeding to belt press filters, centrifuges, to develop a highly flocculated structure with requisite or with clear properties that are consistent with improved rigidification.
576 SNF says that Dr de Kretser’s evidence was that the person skilled in the art would not confine their understanding of the use of flocculants for secondary dosing arising from their experience with belt press filters and centrifuges to only those particular pieces of dewatering technology.
577 Similarly, Mr Holtzman, when asked whether the first time he heard about SDITB was when he was informed of this by Nalco in October 2000, responded that he knew of SDITB as a result of his work with the use of belt press filters at Jangardup in the late 1990s.
578 Moreover, so SNF says, it is apparent from Ciba’s contemporaneous documents that Ciba’s employees appreciated the parallel between SDITB and secondary dosing of belt press filter feed. Mr Scammell, for example, in his email to his colleagues regarding his work at Yarraman dated 4 August 2003, Mr Scammell said that:
I believe the addition of a [viscosity modifier] to the thickener underflow alone does not add any value to the operation. The VM should be added to the combined thickener underflow and sand tails stream. This is where we have had success in Queensland…
What we have done in Queensland that is different to the original slump test work is use the diluted VM to basically flocculate the slurry and hence release water from the slurry. It can be said we are producing a belt press filter feed, but then discharging the treated slurry onto the ground.
579 Under cross-examination, Mr Scammell’s evidence was that the reference to “belt press filter feed” was the best equivalent he could think of to describe the qualities of the tailings he produced at Yarraman to his colleagues within Ciba.
580 Similarly, Mr Cameron in an email to his colleagues at Ciba dated 10 June 2003 dealing with the optimisation of co-disposal said:
As with optimising a belt press or centrifuge, success is all about correct conditioning of the slurry – and continual optimum conditioning relies on ·a consistent feed of uniform slurry. Variations in slurry characteristics requires repositioning of the dosing point or change in polymer concentration or dose.
581 Further, SNF says that Dr Farrow accepted that if a person skilled in the art prior to the priority date had thought of implementing SDITB they would “invariably” have decided to add the flocculant in solution. Indeed, his own experience using flocculants was that he always added the flocculant as an aqueous solution.
582 SNF says that based on accrued knowledge, experience and skill, a person skilled in the art would have expected to succeed in mixing the flocculant into the thickener underflow so as to arrive at rigidified material which on deposit was stable, released clear water and the coarse and fine particles in the material did not segregate. By undertaking tests of a routine trial and error nature, a person skilled in the art could readily assess the level of yield strength which had developed in the flocculated material and improve the rigidity of the material by adjusting the dose point and the amount of flocculant added until the desired outcome was achieved.
583 Further, SNF says that Dr Farrow accepted that for many years before the priority date, persons skilled in the art relied on their skill and experience to mix aqueous solutions of polymer with slurried material to achieve the outcome that they were content with.
584 It is said that Dr Farrow accepted that persons skilled in the art were accustomed to undertaking tests of a routine trial and error nature to assess the level of yield strength developed in flocculated material and to discern whether or not there was an improvement in the rigidification of the material.
585 It is said that Dr Farrow also accepted that persons skilled in the art knew:
(a) when flocculant was added to tailings it needed shear forces to mix the flocculant through the tailings, but at the same time, the shear forces operated to break down flocs formed by the flocculant;
(b) they would have to strike a balance between how long it took for the flocculant to mix with the tailings and not allowing too much time in the pipeline for the shear forces to break down the yield stress unacceptably;
(c) that mixing conditions were important and that they would be able to modify the mixing conditions in one way or another;
(d) that it was desirable that the mixing of the flocculant or application of shear should be relatively short and that mixing did not continue for significant periods after the flocculant was dissolved;
(e) that adding flocculant in aqueous solution to tailings achieved a peak structure very rapidly and that it degraded as a result of shear thereafter; and
(f) the flocculant needed to be added close to the discharge point so that there could be sufficient time for mixing (to form a fully networked structure), but not too much time for there to be unacceptable degradation through shear forces.
586 It is said that Dr Farrow also accepted that the person skilled in the art, relying on their knowledge, experience and skill could readily determine how much flocculant to add when introducing it into the pipeline, ascertain the right dose point and determine where a suitable balance was struck so that flocculation would occur and shear degradation would not compromise the degree of flocculation required to get the outcome desired on deposition.
587 If a person skilled in the art did not achieve an effective outcome due to what Dr Farrow described as “inefficient mixing”, they could make routine adjustments to overcome that issue, such as moving the point of addition further back in the outlet pipe.
588 If the material was deposited in a deposition area and the mine operator was not satisfied with the rigidity of that material, the person skilled in the art would know that rigidification would be improved by adding more flocculant.
589 It is said that Dr Farrow also accepted that if a person skilled in the art did not get the rigidification he or she desired, they could make modifications to the way the flocculant was put in and increase the dose, to obtain improved rigidification within the meaning of the opposed applications. He further accepted that a person skilled in the art could routinely determine the right dose point and effective method of addition as part of their commonly undertaken adjustments of operating parameters.
590 If the fine particles were segregating from the coarse particles, a person skilled in the art could inhibit that by increasing the dose of flocculant “if you did it in the correct way”. Dr Farrow accepted that it was within the skill set of the person skilled in the art to do it in the correct way.
591 If the flocs did shear to some extent, the person skilled in the art could simply add more flocculant and still get an effective result on deposition.
592 It is said that Dr Farrow’s evidence was that achieving improved rigidification was simply a matter of adding enough flocculant at the right dose point.
593 Dr Farrow accepted that if enough flocculant was added, a network structure would be produced in the tailings, which is the hallmark of improved rigidification.
594 Now Dr Farrow advanced a number of reasons why he considered it would not have occurred to he or others in the field to add flocculant in aqueous solution to the tailings line shortly prior to deposition in a tailings disposal area. His reasons were:
(a) the focus at the time was on improving thickener outcomes. The work he and his colleagues were undertaking in the field at the priority date was taking them in a “completely different direction”;
(b) the difficulty of effectively mixing flocculant into the thickener underflow; and
(c) adding flocculant in aqueous solution to the tailings would mean adding further water to the system. Improving thickener underflow involved “[eliminating] as much water as possible from the underflow and [recovering] it in the thickener”. It would have been “counterintuitive” to retain a significant volume of water in the underflow and try to recover it in the tailings disposal area. It would have been considered that this would result in a low yield stress material that would wash away material from the discharge point.
595 But as to the first matter, SNF says that Dr Farrow’s evidence that the focus of research was solely directed to thickeners should not be accepted for the following reasons.
596 It is clear from Dr Farrow’s evidence that the primary focus of his work was on thickener technology. However, improving thickener performance was only one of the approaches to tailings disposal that was known and used in the industry at the time.
597 Dr Farrow had little experience or knowledge concerning the use of belt presses and centrifuges which had been used widely in the field in Australia since the 1980’s. Dr Farrow candidly conceded that he had “very limited experience” in belt press filters. He had only “seen a few in operation”. Indeed, it appears that it was only at Coal & Allied where he was “within touching distance” of a belt press filter. He did not consider himself to be an expert in belt press filters.
598 SNF says that Dr Farrow was also not aware of the numerous instances of third parties who were trialling SDITB processes before the priority date.
599 SNF says that Dr Farrow’s myopic focus on thickeners is well illustrated by the fact that he was apparently unaware of the presentation given by Mr Dymond, which I have referred to as the Dymond paper, which disclosed SDITB. It appears that the presentation of the Dymond paper immediately preceded Dr Farrow’s presentation at the same conference.
600 Dr de Kretser’s evidence is that this conference was the leading regular conference in the field and that he regularly received papers that were presented at these conferences. Dr Farrow evidence is that it was likely that persons skilled in the art would have, as did he, attended this conference. Mr Schroeter was aware of the Dymond paper (presented in May 2001) before the priority date. Dr Clarke also read the Dymond paper prior to the priority date when he was undertaking research for Iluka in around 2002.
601 SNF says that Dr Farrow was also apparently unaware of the publication by Ciba of the paper presented by Mr SJ Adkins and Mr DT Smith (Adkins paper) at the Minerals, Metals and Materials Society annual meeting held Washington in February 2002 and then published in that society’s journal (Rheology Aids for Effective Mud Disposal (Light Metals 2002)).
602 As to the second matter, ineffective mixing, one of Dr Farrow’s key contentions was that a person skilled in the art would not have considered adding the flocculant in aqueous solution to the tailings as they would know that, as the flocculant would need to be added close to the discharge point, there would be insufficient time for mixing to occur prior to discharge. Indeed, his evidence was that if high dosages of flocculant were added into a high solids concentration suspension such as a thickener underflow, it would have been “impossible” to effectively mix the flocculant amongst the particles in the slurry. But SNF says that Dr Farrow’s evidence should not be accepted for the following reasons.
603 First, Dr Farrow’s contention is inconsistent with the evidence that flocculant in aqueous solution had been routinely and effectively added in high doses to the thickener underflow fed into belt press filters and centrifuges. Dr Farrow accepted in cross-examination that the thickener underflow fed into belt press filters was a high solids concentration slurry.
604 SNF says that any person skilled in the art who had worked with belt press filters or centrifuges was aware that flocculant could be effectively added in aqueous solution to a high solids concentration environment in the outlet pipe close to the discharge point in order to achieve an extensive flocculated network.
605 Second, Dr de Kretser’s evidence is that if there was non-uniform mixing, this was addressed by increasing the dose flocculant. SNF says that Dr Farrow accepted that if a person skilled in the art had a problem achieving uniform mixing of flocculant added in aqueous solution, the consequence was that they needed more flocculant to achieve the result they were seeking. Mr Schroeter explained that inefficient mixing requires the addition of more flocculant to achieve optimal mixing. This imposes an economic penalty rather than a technical one.
606 It is said that this is consistent with Dr de Kretser’s evidence that although mixing flocculant in aqueous solution into a high concentration of solids flowing in a pipe can be difficult, it was practised successfully in the field at the priority date. Dr de Kretser’s evidence is that persons skilled in the art were aware of any necessary engineering practices required to achieve the requisite mixing.
607 Third, difficulties in mixing a viscous solution into a viscous slurry were addressed in the use of belt press filters and centrifuges by adjusting the dilution of the flocculant.
608 SNF says that after Ms Beveridge had undertaken her laboratory testwork adding flocculant in solution to Ardlethan tailings, and before any field trial work had been undertaken by Ciba at Yarraman or Sandalwood, Ms Beveridge recorded that where the flocculant is added in solution for maximum efficiency [the flocculant] must be added “enough distance from the discharge point to allow homogenous mixing into the sample, but not too far away so that in-line shear effects break up bonds connecting slimes particles”.
609 It is said that clearly Ms Beveridge knew in October 2002, before any field trial work was undertaken by Ciba of SDITB adding the flocculant in solution, that if flocculant was to be added for SDITB in aqueous solution, effective mixing could be achieved provided a suitable dose point was identified that took account of shear effects and pipeline residence time.
610 As to the third matter of adding further water to the tailings, SNF says that Dr Farrow’s contention ignores the fact that:
(a) the amount of water associated with the added polymer would be very small compared to the amount of water flowing with the tailings stream; and
(b) the net water recovery would be significantly higher than without the aqueous polymer addition.
611 Furthermore, it says that Dr Farrow’s assertion is inconsistent with the evidence that persons skilled in the art using belt press filters routinely added a second dose of flocculant in aqueous solution to the slurry after it had been treated in the thickener. The reason they did so was that the net effect of the improvement in water recovery afforded by flocculation far outweighed the minor impact of the added water.
612 Accordingly, SNF submits that the person skilled in the art, faced with the problem and armed only with common general knowledge would have been directly led as a matter of course to try the process of claim 1 of the 785 application with the requisite expectation that it might well produce a useful alternative to or better result than existing processes.
613 SNF also says that the evidence indicates that the various features added by the dependant claims do not confer inventiveness. In this regard it has submitted the following:
(a) Claims 2 to 8 of the 785 application simply describe the chemistry of the range of commonly available flocculants as at the priority date. This is not in dispute between the parties. BASF has accepted that the invention does not reside in the chemistry of the flocculants.
(b) Claims 9 and 10 of the 785 application require that the tailings being treated comprised dispersed particulate solids which are mineral or which are residues from a mineral processing operation. This refers to the disposal of tailings always found in a mineral processing operation.
(c) Claim 11 of the 785 application requires that the process to provide a “heaped geometry”. Obtaining a “heaped geometry” was a key indicator of the successful achievement of rigidification.
(d) Claim 12 of the 785 application requires the material to be derived from the tailings from a mineral sands process. This simply specifies a particular type of mineral tailings, being mineral sands tailings, which were regularly encountered by persons skilled in the art at the priority date. They possess no different functional requirements in terms of treatment than any other mixture of coarse and fine tailings that could be treated by the process.
(e) Claim 13 of the 785 application requires the dispersed particulate solids to have particle sizes less than 100 microns, in which preferably at least 80% of the particles have sizes less than 25 microns. This simply specifies a typical distribution of particle sizes found in mineral tailings encountered and treated by persons skilled in the art at the priority date.
(f) Claim 14 of the 785 application requires dispersed particulate solids to have a bimodal distribution of particle sizes comprising a fine fraction and a coarse fraction, in which the fine fraction peak is substantially less than 25 microns and the coarse fraction peak is substantially greater than 75 microns. This simply specifies a typical distribution of particle sizes characteristic of co-disposal processes performed by persons skilled in the art at the priority date.
(g) Claim 15 of the 785 application requires the material to have a solids content in the range 15% to 80% by weight, preferably in the range 40% or 50% to 70% by weight. This simply specifies a typical solids content range found in mineral tailings encountered and treated by persons skilled in the art at the priority date.
(h) Claim 16 of the 785 application requires that the tailings being treated are underflow from a thickener. As there is no apparent dispute between Dr de Kretser and Dr Farrow that the words “during transfer” in claim 1 refer to a process in which the flocculant is being added at any point between the point at which the underflow is discharged from the thickener to the point at which the treated material is discharged, claim 16 is not relevantly different to claim 1.
(i) Claim 17 of the 785 application requires that wet or dry coarse particles are added to the underflow from the thickener either before or during the addition of an effective rigidifying amount of the water soluble flocculant. The final outcome of a process as described in this claim is identical to the addition of flocculant to any tailings inherently having a broad particle size distribution. This claim appears to be narrower in scope than claim 1, as it requires the addition of flocculant either during or after the addition of coarse particles. In this regard, the process the subject of claim 17 of the 785 application is equivalent to the process the subject of claim 1 of the 568 application; I will discuss this in a moment. SNF submits that it would be obvious to a person skilled in the art to add the flocculant before, during or after the addition of coarse particles depending on their particular mine set-up as:
(i) a person skilled in the art knew flocculant added in aqueous solution would need to be added close to the deposition point;
(ii) to add the coarse material after the addition of flocculant may require transporting the coarse material a long distance to the deposition point in a separate pipeline which would add infrastructure cost and pumping cost; and
(iii) if however the additional coarse material such as sand was readily available near the deposition area it would save costs to add it during or after the addition of the flocculant to save the costs of transporting the coarse material to the deposition area.
(j) Claim 18 of the 785 application requires that the material is transferred to a holding vessel prior to being pumped to the deposition area. Use of holding tanks for either buffering (to smooth out process flows) or mixing (of material with reagents) purposes was common practice in the field at the priority date.
(k) Claim 19 of the 785 application requires (amongst other things) that the process provides a “heaped geometry” and co-immobilises the fine and coarse fractions of the solids in the material. Achieving a heaped geometry and co-immobilisation of all solids within the tailings were key indicators of the successful achievement of rigidification. A heaped geometry would necessarily result in a higher driving force of the water released from the material, due to gravity drainage.
(l) Claim 20 of the 785 application requires that the tailings are pumped to an outlet, where they are allowed to flow over the surface of previously rigidified material wherein the material is allowed to stand and rigidify to form a stack. Deposition of tailings over previously deposited rigidified tailings and the standing and rigidifying to form a stack was commonly undertaken as part of tailings beaching and was a key indicator of the successful achievement of rigidification and a natural consequence of achievement of rigidification.
(m) Claims 21 to 23 of the 785 application require the flocculant to be mixed with the tailings prior, during or subsequent to a pumping stage, or as it exits the outlet pipe. The experts agree that it was within the ordinary skill of a person skilled in the art to determine the precise point of addition of flocculant in light of the particular circumstances at the mine.
(n) Claim 24 of the 785 application requires the material to dewater during rigidification releasing liquor. Dewatering is a key indicator of the successful achievement of rigidification and a natural consequence of achievement of rigidification.
(o) Claim 25 of the 785 application requires that the liquor is recycled to a mineral processing operation. It was common practice to recycle reclaimed water/liquor from tailings back to the mineral processing operation. This reduced the amount of fresh water required by the process.
(p) Claim 26 of the 785 application requires that the clarity of the liquor is improved by the addition of an aqueous solution of water-soluble polymer. Improved clarity is a key indicator of the successful achievement of rigidification and a natural consequence of achievement of rigidification.
(q) Claim 27 of the 785 application requires that the released liquor is subjected to further processing to reclaim or reuse the valuable materials. Re-use of recovered water from tailings to make use of contained valuable materials was commonplace at the priority date.
(r) Claim 28 of 785 application has the same integers as claim 1 of the 785 application.
(s) Claim 29 is an omnibus claim and so is limited to the examples in the 785 application which include laboratory tests and a description of two field trials involving mineral sands mines.
614 SNF also submits that the claims of the 568 application were obvious in light of common general knowledge alone.
615 Let me first deal with the independent claims. Claim 1 of the 568 application is expressed in similar terms to claim 1 of the 785 application, except that the “process” claimed includes the following additional language:
(a) combining aqueous suspensions of fine and coarse particulates for the purpose of co-disposal to form the material;
(b) mixing of the aqueous suspensions into a homogeneous slurry; and
(c) adding the flocculant in aqueous solution during or after the mixing the aqueous suspensions.
616 Claim 1 of the 568 application is therefore limited to a process where the flocculant in aqueous solution is added “during or after” the mixing of the coarse and fine particulates for the purposes of co-disposal. This may be contrasted with claim 1 of the 785 application, which encompasses the flocculant in aqueous solution being added before, during or after the combination of the coarse and fine particulates for the purposes of co-disposal. The scope of claim 1 of the 568 application is therefore narrower than the scope of claim 1 of the 785 application.
617 SNF submits that the differences between claim 1 of the 568 application and claim 1 of the 785 application cannot confer inventiveness. There is no dispute between the experts that the selection of a dose point was a matter of routine within the ordinary skill of the person skilled in the art. Accordingly, the precise point of addition during transfer relative to the combination of coarse particles with the thickener underflow it is said cannot confer inventiveness.
618 Claim 2 of the 568 application is in substance the same scope as claim 1 of the 785 application. Accordingly for the reasons outlined above, it is said that claim 2 of the 568 application is obvious.
619 Claim 3 of the 568 application differs from claim 1 of the 785 application only in that it does not limit the flocculant to having a particular intrinsic viscosity. Claim 3 of the 568 application therefore encompasses flocculants of any intrinsic viscosity and therefore molecular weight. Consistent with the evidence of both experts, BASF has accepted that the invention does not reside in the chemistry of the flocculants. Accordingly, it is said that claim 3 of the 568 application is obvious for the reasons set out above in relation to claim 1 of the 785 application.
620 Finally, SNF says that the dependent claims of the 568 application introduce various additional integers which are the same as, or similar to, the additional integers added to the dependent claims of the 785 application. Accordingly, it says for similar reasons above that none of the additional features of the dependent claims of the 568 application confer inventiveness.
(b) Analysis – Non-secondary indicia
621 Let me begin at this point by analysing the question of inventiveness without regard to what I will describe as secondary indicia of inventiveness.
622 In summary, I am inclined to the following views.
623 First, as BASF correctly submitted, it seems to me that as at the priority date secondary flocculation was not the focus of interest in the art. Rather, the focus was improving thickener underflow technology.
624 Second, the focus was to remove water at or around the thickener phase by improving such technology or enhancing the removal of water by the use of mechanical dewatering equipment, rather than to leave a significant volume of water in the underflow to be recovered in the tailings disposal area, and indeed with added water, albeit a modest additional amount, by the use of an aqueous form of flocculant at that later stage.
625 Third, it is not apparent why a person skilled in the art would appreciate that adding more flocculant would provide a solution to the problem.
626 Fourth, although the use of co-disposal was part of common general knowledge, there were known to be significant difficulties as I have elaborated on earlier in my reasons. Moreover, it is not apparent why a person skilled in the art would combine co-disposal with secondary flocculation with an expectation of success.
627 Let me now deal with each of these matters in turn.
628 First, in my view, secondary flocculation was not the focus of interest in the art.
629 As BASF correctly submits, neither Dr Farrow nor Dr de Kretser, the two independent experts in this proceeding, had ever trialled or observed secondary dosing before the priority date. Further, neither Ms Herzig (who had by 2002 been working as a qualified metallurgist for 10 years) nor Dr Clarke (who had very extensive experience in the industry from 1974) had ever trialled or observed secondary dosing, until they became involved in the trials undertaken by Ciba at Yarraman. Further, neither Mr Schroeter nor any employee of SNF had any experience of secondary dosing of tailings except in conjunction with the use of mechanical dewatering equipment. Further, Mr Bembrick, who had worked in the industry since 1997, was not aware, in late 2002, of a single mine anywhere in Australia which added a secondary dose of flocculant at or close to discharge point into a tailings area. Further, none of the Ciba employees who have given evidence in this proceeding, Mr Scammell, Ms Beveridge or Mr Bellwood, had any experience, prior to Yarraman, of the secondary dosing of polymer in aqueous solution to achieve stacking.
630 In these circumstances, I am not satisfied that it would be a matter of routine for an unimaginative person skilled in the art to attempt secondary dosing outside the mechanical dewatering context to improve rigidification with an expectation of success at the priority date. Rather, the unimaginative person skilled in the art, at the priority date, would not have been exposed to or attempted secondary dosing save perhaps in the context of mechanical dewatering devices.
631 I also agree with BASF that this is well illustrated by the secret use evidence relied upon by SNF, which I will discuss later. Further, other than the work undertaken by Ciba, the only evidence of secondary dosing of flocculant in aqueous solution adduced by SNF related to:
(a) the OreBind process, which concerned mechanical dewatering;
(b) the secondary flocculation process at Beenup, which failed;
(c) the process implemented at Londonderry in the early 1980s, which involved treating tailings constituting 3%wt solids as part of a conventional settling process;
(d) the use by SNF of secondary dosing as part of a mechanical dewatering process; and
(e) a single small scale and confidential research trial undertaken by Iluka at Yoganup in 2000.
632 The work undertaken at each of those mines suffered from numerous limitations, which I will discuss later.
633 Second, the focus of the work in the field at the priority date was on improving thickener underflow technology, not secondary flocculation. The focus on thickener technology is illustrated by the following matters, as BASF has pointed out. The leading publication in the field, the PTT Guide published in 2002, contained considerable focus on thickener technology, but did not contain a single reference to secondary dosing. Further, the method Mr Holtzman developed as part of his trial work at Cable Sands in 2001 focused on improving thickener technology. Further, the attempts made by CRL to address the problem of segregation at the Yarraman mine in 2002, before Ciba became involved, focused on altering operational variables in the concentrator and the thickener without success. Further, the attempts made by Boral to address the tailings disposal problem at the Stapylton quarry involved experimenting with the flocculants being used in the thickener.
634 It seems well apparent that to the extent that people in the field were encountering problems with tailings disposal, they were seeking to solve those problems at the thickener stage.
635 Third, there is something counter-intuitive about SNF’s case.
636 As BASF points out, the evidence of Dr Farrow, which I accept, was that “[i]t would have been quite counter-intuitive to me and other people skilled in the field at the time to retain a significant volume of water in the underflow and try to recover it in the tailings disposal area”. This evidence was supported by a number of documents which recorded the reactions of people working in the field to the invention ultimately claimed in the opposed applications. Let me give some examples.
637 When Dr Clarke first learned of the testwork being undertaken by Ciba, including that being undertaken by Mr Scammell at the Yarraman mine, he sent a lengthy email to Mr Scammell in which he identified “the points of greatest interest to Iluka”. In that email, he wrote that one option would be to flocculate the tailings at “an appropriate point in the pipe”, but that “[t]he negative aspect [of this] would be the amount of water to be pumped to the disposal point and back”. When cross-examined, Dr Clarke confirmed that he had perceived that there was a cost advantage in recovering the water close to the plant and that a problem with secondary flocculation was the need to pump the water a substantial distance.
638 Similarly, when Mr Scammell reported within Ciba on the results of his testwork at Yarraman, Mr Mike Gallagher responded as follows: “The results you achieved look excellent but from the photo’s it looks more like flocculation to produce a plug rather than increasing the yield stress of the slurry. You also appear to be getting a lot of water release which is helping the slump height in the test but will this released water be a hindrance at the deposition site?”
639 As BASF points out, these contemporaneous responses of Dr Clarke and Mr Gallagher provide strong corroboration of the evidence of Dr Farrow that it was counter-intuitive, at the priority date, to add “further water to the system after the thickener” which was “completely contrary to the focus of our work which was to remove as much water as possible during the thickening phase”. They also accord with the evidence given by other witnesses at trial.
640 Mr Bellwood explained that the way in which yield stress is increased by the secondary dosing of polymer in powder is quite different to the way in which yield stress is increased by the use of the solution, because with the use of powder, “part of the effect is also the absorption of the water by the particle, the polymer” such that “yield stress developed because some of the water in the system is necessarily tied up by the hydrating polymer”. Mr Bellwood further explained that: “If you flocculate material, then yes, generally speaking you will get a – a yield stress increase; but you also usually get a water release, so you get a two-phase system in the pipeline”.
641 Mr Bellwood also explained that he would not have expected the second dosing of a low solids slurry with aqueous solution to be effective, because although this might “bind all the solids together; but at the same time, you will release a lot of water. And therefore that material then will not have a great deal of dynamic viscosity, because you will effectively have big clumps of particles surrounded by a lot of water”. And as he explained, the end result of secondary dosing with solution, with lots of water release, in fact “looks quite different” to the use of the Gallagher process. In this way, a difference between a secondary dosing process using powder and a secondary dosing process using solution, is that when a low solids containing slurry is dosed with solution, “yield stress would only increase once that water has been removed. So in a pipeline, where the water can’t go anywhere, the yield stress of the material in the pipeline would actually decrease on flocculation”.
642 Further, Mr Scammell explained that: “Part of the advantage of adding the dry powder is that it absorbs some of that liquid or liquor that’s in the red mud, changing the viscosity while it slowly dissolves…whereas the solution is already dissolved and you’re injecting … it straight in”. This has the disadvantage that you are adding more water to a stream which will impact yield stress.
643 Further, as I have already referred to, people in the field were at the priority date focused on mechanical dewatering methods to remove water. This is illustrated by the trial work undertaken by Nalco in respect of the OreBind process. Further, the evidence of Mr Schroeter was that as at the priority date people reporting to him within SNF only had experience engaging in secondary dosing “upstream of some form of mechanical dewatering device”.
644 So, as Dr Farrow explained, “[t]he thinking was, though, about the performance of that equipment, per se, so if it’s the thickener or if it’s a belt-press filter, that’s what was the focus of where you added the flocculant – was to enhance the performance of that unit operation”. I agree with BASF’s submission that it would have been counterintuitive for a person skilled in the art, experimenting with and failing to achieve satisfactory results with a thickener or mechanical dewatering equipment to remove water from the tailings, to simply discard that equipment in its entirety, in the hope of getting a better result without the very equipment upon which reliance was being placed to achieve adequate dewatering.
645 Further, it would not have been obvious to a person working in the field at the priority date that, in order to improve rigidification, they should simply add more and more flocculant to the tailings stream. People working in the field were concerned about making the treated tailings difficult to pump and the possibility of blocking the tailings pipe. For example:
(a) Mr Holtzman gave oral evidence that a difficulty he encountered with secondary dosing was that it made “the underflow difficult to pump” which was undesirable for a range of reasons.
(b) Mr Schroeter explained that “if the dose is too high, then it can cause the slurry to cease moving during transfer to the deposition area”.
(c) Mr Bellwood explained that in August/September 2002 he believed that the use of polymer in powder form would be superior to the use of polymer in solution form, because it would avoid “rapid viscosity spikes which may lead to pipeline blockages and/or excessive pumping pressures”.
(d) Dr Farrow explained that, at the priority date, “[n]obody was looking to get a high yield stress in a thickener. That was – the whole issue about having to add a flocculant actually had the downside that it increased the yield stress of the material in the thickener”.
646 In my view it would not have been obvious to a person skilled in the art to simply add more and more flocculant to improve rigidification. To the contrary, the person skilled in the art would have been cautious to say the least in adding flocculant, for fear of blocking the tailings line.
647 In my view the person skilled in the art, at the priority date, would not know or suspect that improved rigidification as taught in the opposed applications could be achieved by secondary dosing. It would have been highly unlikely for a notional person skilled in the art, at the priority date, to ignore the risk of blocking the pipeline, and the pumping inefficiencies associated with increasing viscosity, and instead add more flocculant.
648 Fourth, the evidence at trial established that as at the priority date, co-disposal was known to be difficult, was not routinely implemented, and generally produced poor results. In those circumstances, a person skilled in the art would not at the priority date have been directly led as a matter of course to implement a co-disposal step as part of a secondary dosing process with an expectation of success. Let me elaborate.
649 When CRL attempted to implement a co-disposal process at Yarraman, CRL found that the coarse fraction and the fine fraction within the slimes / tailings mixture segregated on deposition. This was not desirable. CRL only trialled secondary dosing in conjunction with co-disposal once this was suggested as a technique by Mr Scammell.
650 Further, none of the trials of the OreBind process undertaken by Nalco at Ernest Henry, Bunbury, Wemen or Boral Stapylton involved a co-disposal process.
651 Further, the experience of Dr Clarke was that when co-disposal was attempted, the coarse and fines segregated in the impoundment.
652 Further, Mr Holtzman gave evidence that when co-disposal was attempted “what generally happened was only a small portion of the – of the fines stayed with the tails”. Further, Mr Schroeter gave evidence that when co-disposal was attempted “[t]here were issues with segregation”.
653 In my view, this evidence suggests that a person skilled in the art would be wary about attempting co-disposal. Indeed, if they had decided to trial secondary dosing, they would likely have focused on separately treating the fines, with the coarse fraction to be disposed of elsewhere.
654 Now there was some evidence that some people in the field contemplated combining co-disposal with secondary dosing.
655 Mr Scammell said that when he initially undertook testwork at the Yarraman mine in May 2002 it was not promising. That work initially focused on the separate dosing of the underflow. In his first written report to CRL, Mr Scammell wrote that:
Addition of thickener underflow to course tailings at a ratio of 1:10 resulted in a significant deterioration of slump angle. Even when the thickener underflow was dosed at 300gpt, the slump angle deteriorated significantly once this slurry was combined with the course tailings.
656 Further, Dr Clarke said that most of his work before the priority date was focused on treating the coarse and fine streams separately. And when he initially contacted Mr Scammell to discuss how a secondary dosing process might be used in conjunction with co-disposal, he wrote that:
Two ways that this could be done are:
• Thicken the fine and “dry stack” or similar directly in the pit OR
• Dewater the sands and then mix with fines thickened as at present to make a non-segregating mixture which would be disposed of directly in the pit.
657 But I agree with BASF that none of these suggestions bears significant resemblance to the process claimed in claim 1 of the 568 application or any of its dependent claims.
658 Further, Mr Holtzman said that the testwork undertaken by Cable Sands regarding the use of secondary dosing in conjunction with co-disposal, was complicated, detailed and lengthy trial work, following which Mr Holtzman still considered that “[i]t wasn’t proved that it would – would work in a full scale trial”.
659 Generally, BASF asks rhetorically: Why would a person skilled in the art, seeking to achieve a tailings disposal solution at the priority date, combine a rarely used and little known process (secondary dosing outside the mechanical dewatering context) with a difficult and uncommon process (co-disposal)? I agree with BASF that to do so would involve risk taking and experimentation. This is hardly the stuff of routine steps.
660 Now before proceeding further, it is convenient to note at this point that there are problems with the evidence of Dr de Krester on inventive step, some of which I have already touched on.
661 First, it is apparent that the way in which the evidence of Dr de Kretser on common general knowledge was prepared was flawed and affected by hindsight as I have indicated.
662 Second, some of the evidence of Dr de Kretser in relation to secondary dosing and co-disposal lacked any strong basis and was contradicted by much of the other evidence adduced.
663 Third, in circumstances where Dr de Kretser had not trialled, personally observed, or even published on secondary dosing before the priority date and first observed a secondary dosing process eight years after the priority date, he did not have strong experience to express an opinion on whether the process claimed in the opposed applications was obvious.
664 Fourth, the evidence of Dr de Kretser on obviousness had other difficulties. Dr de Kretser appeared to assess obviousness from the perspective of a person who was “analytical”, had “critical problem solving skills”, was resourceful, had “a willingness to trial novel, especially simpler, less technologically intensive solutions” and had “a willingness to develop / trial solutions in the field, even before fundamental aspects may be understood”. As Dr de Kretser conceded in cross-examination, the person skilled in the art he had in mind, when assessing obviousness, was “the opposite of unimaginative” and “proactive and resourceful and innovative” in the context of solving problems. But his perspective is problematic. The person skilled in the art is unimaginative without inventive capacity.
665 Fifth, and relatedly, the notional person skilled in the art posited by Dr de Kretser did not reflect the real world practical experience of those people working in the field. The evidence of Dr de Kretser was that a person skilled in the art would have routinely undertaken patent searches. But when it was put to him that no witness had identified or read the Condolios, Gallagher or Ledden patents before the priority date, Dr de Kretser conceded “it does surprise me” and that his experience at Rio Tinto between 2011 and 2015 might have been different to the practice in the field before the priority date.
666 In summary, in my view SNF has not made out its case of obviousness based upon common general knowledge alone. Moreover, that view is fortified by a consideration of the secondary indicia which I will now discuss.
(c) Secondary indicia – General
667 There are a number of secondary indicia that I propose to elaborate on.
668 First, evidence of SDITB being implemented or published before the priority date is relevant and probative on the issue of obviousness. Prior acts including the use of SDITB provide probative evidence of what a team of skilled persons actually did prior to the priority date when attempting to address the problem.
669 Now SNF submits that the evidence of the prior acts is “at least as probative, if not more so [than] … the hypothetical opinions of the experts as to obviousness”, but I tend to think that its proposition is over-stated.
670 Second, SNF submits that the conduct of the inventor is also relevant on the issue of obviousness. I agree. But as I observed in BlueScope Steel Limited v Dongkuk Steel Mill Co (2017) 135 IPR 1; [2017] FCA 1537 at [38], evidence of the inventor’s conduct has secondary significance, but can be used to fortify the primary evidence and analysis in relation to inventive step. I will discuss in some detail Ciba’s own trial work.
671 Third, I will then say something briefly concerning long felt need, commercial success and the ACARP project.
672 Let me address each relevant secondary indicator in turn.
(d) Evidence of third parties undertaking SDITB prior to the priority date
673 Now although BASF contends that I can infer that the claimed invention was not obvious from the fact that, despite a considerable number of persons skilled in the art undertaking testwork in the field, no person skilled in the art arrived at the precise invention claimed in the opposed applications, SNF submits that the evidence of the prior acts is to the contrary. It says that the evidence demonstrates that persons skilled in the art were undertaking SDITB in co-disposal processes, adding the flocculant in aqueous solutions, to address the problem and to achieve improved rigidification.
674 Now I should note at this point that as at the priority date, aside from SNF, there were three major suppliers of flocculant to the mining industry, being Ciba, Nalco and Cytec. Each of these flocculant suppliers had developed SDITB processes as follows:
(a) Ciba had developed the Gallagher process (powder) and the Moody process (water insoluble flocculant);
(b) Cytec had developed the process the subject of the Pearson patent (emulsion); and
(c) Nalco had developed the OreBind process (aqueous).
675 Before proceeding further to discuss the evidence of third parties undertaking SDITB, let me say something about the Moody process; I will discuss the Gallagher process later.
676 The Moody process is the subject of European patent O 338 108 filed 12 March 1990 (but claiming priority from 13 March 1989) with G Moody the inventor that I have earlier referred to. The invention related to a process for the treatment of waste materials from the Bayer process of recovering alumina from bauxite, in particular to treat red mud to render it more easily disposable.
677 As described (p 2 and 3):
In a new process according to the present invention a material comprising an aqueous liquid with a dispersed particulate solids is pumped as a fluid then allowed to stand and rigidify and the rigidification is improved whilst retaining the pumpability of the material by, prior to pumping the material, blending into the material particles of a water-absorbent, water-insoluble polymer.
The blend of the dispersion with polymer is a pseudo plastic material, that is it is capable of being pumped but, even after being pumped, when allowed to stand, ie whilst under very low shear, forms a relatively rigid, stackable material.
The process of the invention is suitable for treating materials wherein the dispersed particulate solids have very small particle sizes, for instance, substantially all having sizes less than 100 microns, and even for materials wherein substantially all of the particles have sizes of less than 50 microns. It is of particular value where at least 90% of the particles have sizes less than 20 microns. The particles are usually of an inorganic material, usually a mineral. Although it may be useful for other materials requiring to be pumped and then stacked especially for materials which are filter cakes, for instance other mineral tailings or slimes, including phosphate, diamond or gold slimes, the major use of the present process is in the treatment of red mud from the final thickener of a Bayer process. The red mud may thus be the solids settled from the final thickener stage by the addition of flocculant alone, or, usually, the material is the filter cake from the pressure filtration of the slurry produced in the final wash stage. The red mud or other material which is pumped may have a solids content in the range 30% to 80% by weight, usually in the range 40% or 50% to 70% by weight. for instance 55% to 65% by weight. The sizes of particles in a typical red mud sample are substantially all less than 25 microns, for instance about 95% by weight of mud is particles less than 20 microns and about 75% is less than 10 microns, and about 95% more than 3 microns.
It is surprising that the process according to the invention forms a product which rigidifies far better, so as to minimise the area taken up by a stack of the material of given volume. This is achieved whilst maintaining the pumpability of the material, it being possible to provide a material which, under shear, has a viscosity not significantly different from the material without addition of polymer. In addition, in the absence of the water absorbent polymer, the material can be irreversibly shear thinning so that after pumping it does not rigidify at all. We have now found that the addition of polymer according to the present invention overcomes this problem and provides a material which becomes rigid when pumping is stopped.
678 In terms of polymer addition, it was said (at 5):
The polymer is mixed into the material in a manner which ensures good dispersion. If the polymer is added in the form of aggregates, the mixing should be such as to break the aggregates into the individual particles. Mixing may be carried out in line during the pumping process or may be carried out in a separate stage prior to the pumping stage. If the polymer is added during pumping, it is suitably added in line immediately before the pump, for instance which may be a centrifugal pump or a mono pump or other type of pump conventionally used for pumping the red mud. If the polymer is mixed in a separate stage it should be mixed in a mixer which encloses the slurry long enough for satisfactory mixing to occur, for instance in a plough share mixer which encloses the mixture during mixing and imparts sufficient shear to give adequate mixing. One suitable type of plough share mixer is a Loedige mixer. Another suitable type of mixer is exemplified by a ‘Turbulator’ manufactured by Ferro-Tech.
679 Claim 1 stated:
A process in which material comprising an aqueous liquid with a dispersed particulate solids is pumped as a fluid then allowed to stand and rigidify and the rigidification is improved whilst retaining the pumpability of the material by, prior to pumping the material, blending into the material particles of a waterabsorbent, water-insoluble polymer.
680 There are several points to note about the Moody patent. First, it is referring to the use of a water insoluble flocculant. Second, it says nothing about co-disposal. Indeed it is about the treatment of red mud and treating materials where the dispersed particulate solids have very small particle sizes. Third, the injection of polymer is before pumping. But nevertheless secondary flocculation is envisaged.
681 Let me now say something concerning third parties undertaking SDITB.
682 Mr Schroeter had experience of SDITB processes distinct from the OreBind process, which I will discuss in more detail in a moment, whilst working for Nalco.
683 Mr Schroeter undertook laboratory work involving SDITB at the Ranger Uranium Mine in the Northern Territory in around 1982. That work did not progress beyond laboratory work for economic, rather than technical, reasons. In or around 1982, Mr Schroeter implemented processes at two sites where tailings which were not treated in a thickener had flocculant added in the form of an emulsion to the tailings in transit to the deposition area. In recommending that the mines add the flocculant in the form of an emulsion rather than the conventional practice of flipping the emulsion into an aqueous solution before adding it to the tailings, Mr Schroeter recognised that doing so would use more flocculant. However, neither mine had the available funds to purchase the equipment necessary to flip the emulsion. Mr Schroeter was also aware of the process of adding flocculation in aqueous solution to a sewage slurry stream shortly before the deposition point and then allowing the material to drain and form a solid mass. The Nalco Water Handbook which he received during his employment at Catoleum, included a section on this practice. Mr Schroeter also read the Pearson patent in or around 1996.
684 Further, Mr Bembrick, who had worked for both Ciba and SNF, gave evidence that in around 2000 he implemented a process which involved adding flocculant to tailings close to the end of the outlet pipe at Benedict, a site near the Parramatta River. Mr Bembrick’s evidence is that in 2000 when Benedict was confronted with segregation in its tailings, and wished to obtain a stable deposit with clear water release, Mr Bembrick and his colleague Mr Tudor implemented a process of adding flocculant in aqueous solution into the tailings pipeline in which the flocculant was added close to the end of the pipeline. Mr Bellwood did not dispute Mr Bembrick’s evidence that flocculant was added into the tailings pipeline. Mr Bellwood, who did not attend the site and who was not Mr Bembrick’s supervisor in relation to this work, surmised however that the flocculant was added as a powder. But the references in Mr Bembrick’s visit reports to the use of a “wet Shutz” is a reference to a 1,000 litre container which is used to convert flocculant from a powder into an aqueous solution. I accept Mr Bembrick’s evidence on that limited aspect. But there are other more general problems with his evidence that should be noted at this point. The affidavit evidence given by Mr Bembrick regarding the work he claimed to undertake for Benedict was unreliable in many respects.
685 First, the detailed account of that testwork in his affidavit stands in contrast to the limited recollection he had of that testwork when giving oral evidence in the 2008 proceedings. Mr Bembrick gave evidence that “I can’t be certain here, but I don’t know where we dosed it into the line, but I assume from the experience now that it was closer to post-discharge”. But in the present proceedings Mr Bembrick deposed that “[f]locculant was diluted and added in an aqueous solution of 0.25% solution to the discharge of the dredger”.
686 Second, his oral evidence regarding the ACARP project, which he undertook in 2004 to 2006, was that:
… in my experience – short-term experience prior that, I was – I was really only involved in belt presses and centrifuges and dewatering equipment. So I didn’t have an opportunity to really – it goes in the machine; it comes out dry. This was an opportunity to actually see the flocculant structure and actually visually see how it behaves in front of me.
687 But that evidence is difficult to reconcile with the evidence contained in his affidavit that in 1999/2000 he implemented a similar process to that which he trialled as part of the ACARP project in 2004 to 2006.
688 Third, to the extent that he gave evidence regarding the secondary dosing trial work he undertook for Ciba at the Ardlethan mine in 2002 to 2003, he confirmed that what prompted that work was the work undertaken by Mr McColl and Mr Scammell at Yarraman, not his earlier work at Benedict.
689 Fourth, Mr Bembrick’s recollection of what occurred in respect of Benedict was limited, perhaps understandably given that it occurred many years earlier. Mr Bembrick confirmed that he did not have access to any documents other than those annexed to his affidavit, he could not recall whether he had written those documents, he did not have any independent recollection of the dates of the testwork, and he did not have a clear recollection of the equipment used and instead deferred to site reports.
690 Fifth, it became apparent that Mr Bembrick had tried to reconstruct, many years after the event, what he thought might have happened at Benedict. When first asked about his evidence in relation to water testing, his evidence was as follows: “You did not test the water, did you?---I did”. But when the basis for this evidence was tested, Mr Bembrick said:
You’ve just made that up on the spot? …I can’t 100 per cent confirm whether I took water samples and measured them and – and wrote down the measurement, but, in terms of experience, I would assume that it would be something that you would actually observe.
691 Indeed, Mr Bembrick confirmed that much of his evidence concerning Benedict was prepared in the following way:
I was talking to our – the – the lawyers, SNF lawyers, and, as I was talking with them, they kept on posing different questions and asking me questions of trying to remember what happened, and then ... say okay. Well, hang on a minute. Now I’m putting a bit more time and effort into – you know, thinking back – there’s – I mean, there’s snapshots that I can recall. I can just see them in my mind ... was one of them, the – getting the boat over, stuff like that, the dredge, Sydney tunnel, but, as you get asked more questions, more information becomes available. It’s just natural.
692 This was reconstruction undertaken by Mr Bembrick many years after the relevant events, in response to questions posed by the solicitors for SNF as to what might have happened.
693 Sixth, the weight of evidence suggests that the process implemented by Mr Bembrick for Benedict bore little resemblance to the process claimed in the opposed applications. The process was not a co-disposal process. Further, the process did not appear to achieve improved rigidification. It would seem that the relevant flocculated fines were not standing on deposition and it was the escape of sediment which mandated the building of a weir.
694 Finally, and in any event, there is no evidence that any other person in the field had any awareness of the testwork undertaken by Mr Bembrick. To the contrary, his evidence was that the work was confidential to Ciba.
The OreBind process
695 Let me now discuss the OreBind process. Nalco’s use of the OreBind process is an example of a flocculant supplier practising SDITB before the priority date.
696 The OreBind process was promoted by Nalco for use and used in the period 1999 to the priority date in Australia for the treatment of a wide range of mining tailings and waste materials. The OreBind process was the subject of a PowerPoint presentation distributed by Nalco to prospective clients, and a product sheet for the flocculant used in that process.
697 Nalco also recommended that its OreBind process could be used in conjunction with co-disposal processes before the priority date. This is confirmed by the evidence of Mr Holtzman, who was informed by a Nalco representative that the OreBind process was suitable for co-disposal.
698 Although the experts are in dispute as to whether improved rigidification was achieved in the various uses of the OreBind process, it is not in dispute that the OreBind process involved SDITB in which the flocculant was added in aqueous solution.
699 The evidence shows that SDITB was undertaken using flocculant added in aqueous solution according to the OreBind process at the following locations:
(a) Ernest Henry;
(b) Boral Stapylton;
(c) Wemen; and
(d) Bunbury albeit only as a laboratory test.
700 Now before I proceed further I should make some observations about the quality of the evidence led. Much of the evidence adduced by SNF at trial concerned alleged prior uses of secondary dosing or co-disposal processes, dating back as far as 1980. In many instances, the relevant witnesses sought to give their evidence largely or exclusively based on their recollection of events occurring decades ago. There are a number of difficulties.
701 Where the evidence adduced of alleged prior acts is the oral evidence of witnesses based on their recollection of events occurring some years ago, such evidence is to be treated with caution. The difficulty with such evidence is that even if witnesses are seeking to be truthful in giving their evidence, it is difficult to reach the necessary level of confidence with respect to the accuracy of such evidence.
702 In Fieldturf Tarkett Inc v Tigerturf International Limited (2014) 317 ALR 153, Jagot J identified difficulties with prior use evidence concerning events occurring some time ago. Jagot J reiterated “the cautions expressed about witnesses trying to recall details from many years before, particularly when the recollections are affected by knowledge of what is now relevant” (at [95]). She rejected some of that evidence for the following reasons.
703 First, there was a substantial period of time between the alleged prior use and when the witness first gave evidence regarding the prior use: “The significance of it should not be underestimated. It is an extraordinarily long time after the events in question. The risk of incorrect recollection and reconstruction instead is thus heightened” (at [96]).
704 Second, the evidence of prior use had been given in circumstances where the witness was aware of the claimed invention: “Again, the significance of this also cannot be overlooked. All of Mr Rooks’s evidence in 2004 and 2006 involved an attempt to recollect things relevant to the 904 application, the parent of the 2004 application… Accordingly, it must be accepted that Mr Rooks was never in a position to avoid the effects of hindsight” (at [97]).
705 Third, the evidence of prior use had changed over time: “It tends to reinforce the overall impression of reconstruction and forcing new information to fit within a framework first identified in 2004” (at [98]). The changing nature of such evidence placed it “on a very uncertain footing” (at [101]).
706 Generally, it appeared that much of the evidence before her merely involved a reconstruction of events which had occurred, with knowledge of the patent, rather than true recollection. And as her Honour (at [103]) said:
The problem in evidentiary terms is when the distinction between recollection and reconstruction (the latter being another completely normal human process which we all use all the time in everyday life) is not recognised, particularly when, as FieldTurf said, the reconstruction is carried out “with full knowledge of the target, being the claimed invention”.
707 The problems I now face in assessing analogous evidence are not dissimilar to those her Honour discussed. Let me turn then to the OreBind process.
708 Before discussing particular mine sites, there are five preliminary points to make about the relevance of the OreBind process to SNF’s allegations of obviousness.
709 First, SNF does not assert that the OreBind process itself was common general knowledge. Nor does SNF assert that any particular prior use of the OreBind process constituted s 7(3) information against which inventive step is to be tested. Accordingly, the OreBind process can only be relevant as a working example of how a person skilled in the art might at the priority date have attempted as a matter of routine to implement a tailings disposal solution.
710 Second, it is apparent from many of the contemporaneous documents produced by Nalco under subpoena that the OreBind process was not as at the priority date a routine tailings disposal solution, but rather, a confidential process the subject of ongoing research and development. In this respect, the evidence established the following matters.
711 Nalco had in December 1999 required a mine site to execute a five year confidentiality agreement in respect of its trial of the OreBind process. In this respect, it was common for Nalco to execute confidentiality agreements (at least in respect of the alumina industry) regarding its trial work and it was important to Nalco to keep the testwork confidential. Indeed, the evidence of Mr Woolley was that Nalco “were very serious on technology and protecting what they had developed”.
712 In July 2000, Nalco informed Iluka that its intent was to “establish a research project aimed at the development of chemical additivities for tailings disposal in the Mineral Sands Industry”. The trial work subsequently undertaken by Nalco regarding the OreBind process formed part of that research project.
713 In November 2000, Nalco sought to identify the “Technical Research Program Aims” to “determine the viability of a coal tailings dewatering process” utilising the OreBind process. Nalco identified necessary “areas of research” and repeatedly referred to its trial work as “research work”.
714 In March 2001, there was much discussion within Nalco about the OreBind process. As BASF correctly submitted, that discussion makes plain that Nalco was engaged in confidential research and development work and did not consider the OreBind process to constitute a routine tailings disposal process. For example, Karl Danenbergsons, an equipment engineer employed by Nalco, wrote that:
In a project such as this that involves new technology, most companies would run this project through their R & D department prior to handing over to Marketing and then Sales. We don’t have the luxury of having an R&D department that encompasses all the necessary people to do the job so it must be approached in a cross-functional way with a dedicated project manager planning, leading, organising and controlling the selected project team.
715 In June 2001, Nalco informed Boral, in respect of the trial work relating to the OreBind process at the Stapylton quarry, that “we are developing the process as we go” and proposed that Boral pay a monthly “process development fee”, in recognition of the fact that the trial work “will be expensive and very time consuming of Nalco manpower and resources”.
716 In December 2001, Nalco recorded research and development time and equipment charges in respect of its OreBind process trial work and claimed “R&D Tax Credits” for that trial work.
717 I agree with BASF that the trial work undertaken by Nalco in respect of the OreBind process cannot be used as a proxy for the state of the art at the priority date or the type of routine steps likely to be taken by a person skilled in the art. To the contrary, it represented a lengthy research project, undertaken at various mines subject to confidentiality obligations, over a number of years. Indeed, the evidence of Mr Schmidt was that he could not recall any fully scaled up implementation of the OreBind process prior to 2002 and that, in the period 1999 to 2003, it was a process in development with a lot of different people having different views as to what it was. Mr Schmidt further confirmed that, although he did not require his clients to sign confidentiality agreements, he did not expect his customers to disclose what he told them regarding the OreBind process.
718 Third, it is apparent that Nalco considered some form of mechanical dewatering to be essential to the OreBind process.
719 The trial work undertaken by Nalco at the Bayswater mine illustrates the focus on mechanical dewatering. Mr Woolley confirmed that the OreBind trial work undertaken at Bayswater involved pumping the treated material to a dewatering mechanism for mechanical dewatering. The documents produced by Nalco reveal the following matters.
720 In January 2000, Nalco undertook a preliminary evaluation of the OreBind process “to review the efficiency of the dewatering process”. The process used was to dose the underflow at two stages and “the resulting underflow material was then passed to the relevant dewatering device”. Ultimately, Nalco recommended “to evaluate two additional dewatering unit processes”.
721 In May 2000, Nalco reported on the “dewatering devices utilised to effect water removal from the conditioned underflow material” and undertook a “review of each dewatering device utilised”. It was concluded that “[t]he Orebind chemical program effectively conditioned thickener underflow for a subsequent water removal process” and Nalco recommended that “an inclined screw with free water drainage zones along the stream length, together with a compression zone be evaluated”.
722 In November 2000, Nalco identified the second aim of the OreBind research program as to “[d]efine the efficiency and selection of a dewatering process with review of vibrational screen and screw compression dewatering”.
723 In July 2001, Nalco considered that “the best way to de-water the Orebind slurry is through gentle squeezing”, there was “extreme doubt that the proposal of using a standard (sand) screw classified will actually be a success”, and that “a slow speed, screw type de-watering device is still the best option”.
724 In February 2002, further trial work was undertaken at Bayswater. Again, that work was concerned with “Investigating the Dewatering devices”. It was reported that:
With limited success in getting the dewatering devices to work I spent the final day investigating something a little left field from the project outline. The tailings underflow was treated and allowed to bypass the dewatering devices and collected in a sump. By allowing the material some extra time and mixing, a dense Orebind material was formed. This material readily dewatered, with its own weight compressing and releasing a clear centrate. The sump acted as a small batch thickener…
725 In other words, Nalco did attempt the “left field” idea of bypassing the mechanical dewatering step. Nevertheless, Nalco did not pursue this. Rather, it was recorded that “[u]nfortunately the sump contents do not withstand a centrifugal shear, with the material returning to thickener underflow consistency” and it was recommended that “[t]he dewatering device could be almost anything if the OreBind material is prepared well enough”.
726 I also agree with BASF that the focus on mechanical dewatering at Bayswater reflected a more general focus on the use of mechanical equipment as part of the OreBind process. In the minutes of a “Development Project” meeting concerning “Orebind” on 23 March 2001, it is recorded that “[d]e-watering equipment would also be required in the majority of cases”. Mr Schmidt confirmed this was generally true across different applications. The minutes further record a discussion of “the de-watering options” and it is recorded that “[a]ttendees cast a vote as to their preferred, top three de-watering methods”. Further, in an email exchange within Nalco in 2001, it is recorded that “[t]he dewatering process needs further refinement to give the results we are looking for – a spadable product” and that “[w]e need to consider the next step – getting a dewatering process up and running, to prove the OreBind process”. It is then suggested that Nalco “develop a relationship with a dewatering company” and “design a plant scale dewatering process”. Further, following some initial trial work at the Boral Stapylton quarry, Nalco recommended that it test “a sand screw for its suitability as a dewatering unit”, because the existing process was “costly and inefficient”. Nalco recommended the use of a screw classifier “to de-water the underflow slurry with free water being drained to the existing Sludge Pit”.
727 Similarly, Mr Schmidt agreed that at least prior to 2002 the OreBind process had not been worked on a scaled-up basis without dewatering devices being used.
728 Accordingly, and in my view, to the extent that Nalco’s experimentation with the OreBind process reveals anything relevant to the state of common general knowledge at the priority date, it reveals that there was an appreciation within Nalco that satisfactory dewatering of a treated slurry normally required the use of mechanical dewatering equipment.
729 Fourth, the evidence before me established that Nalco did not before the priority date implement a plant scale treatment program using the OreBind process without a mechanical dewatering step. To the contrary, and as discussed in detail below, the four specific uses of the OreBind process upon which SNF has sought to rely in this proceeding constituted one laboratory test (Bunbury), two discrete trials, which were conducted over a very short period of time and never scaled up (Ernest Henry and Wemen), and one implementation of a process in which Nalco recommended the use of a mechanical dewatering device (Boral Stapylton).
730 It would seem that despite Nalco experimenting with the OreBind process over a period of more than three years leading up to the priority date, it was still unable to successfully implement that process at any mine without the use of mechanical dewatering equipment, let alone as part of a co-disposal process.
731 Finally, some of the affidavit evidence adduced by SNF regarding the OreBind process was unreliable. The primary deponent adduced by SNF regarding the OreBind process was Mr Schmidt, a former employee of Nalco who had personal experience of trialling and promoting that process.
732 It was asserted in the affidavit of Mr Schmidt that “[t]he Orebind process was promoted by Nalco for use and used prior to May 2003 in Australia for the treatment of a wide range of mining tailings and waste materials, including coal, gold, copper, mineral sand, tin, silver and aluminium tailings…”. But the evidence of Mr Schmidt in cross-examination was that:
(a) his own experience was much more limited than that range;
(b) to the best of his knowledge, there had not as at May 2003 been a fully scaled up use of the OreBind process in respect of any of those materials; and
(c) apart from Ernest Henry, which he described as “a pretty primitive filter trial”, he did not think there had been any commercial use of the OreBind process from beginning to end at any mine prior to May 2003.
733 Further, Mr Schmidt gave his affidavit evidence after he had viewed a promotional video made by Nalco in 2011 regarding the OreBind process, which he assumed to be the same as the process he had promoted in 1999 and which he relied upon to assist him to describe the OreBind process. He also gave his evidence describing the OreBind process as a combination of his recollections over the whole of the period of time that he worked for Nalco (namely, 1999 until 2009). Indeed, he also confirmed that it was “potentially, partially correct” that “a lot of the detail” contained in his affidavits regarding the OreBind process was gained by him during the period of 1999 to 2009 and was not known to him in 1999.
734 It seems to me that the evidence of Mr Schmidt was affected by hindsight and reconstruction. And his memory is likely to have been influenced by the contents of the 2011 video, events occurring between 1999 and 2009, and generally reconstruction.
735 Let me now turn to particular mine sites.
Ernest Henry
736 The Ernest Henry mine is a copper/gold mine located in Queensland where the OreBind process was trialled in October 1999.
737 As I say, SNF relied on the evidence of Mr Schmidt, who on behalf of Nalco implemented the use of the OreBind process at Ernest Henry, the work recorded in a report dated 28 November 1999 prepared by Mr Schmidt and Mr Strickland relating to the Ernest Henry trial (the Ernest Henry trial report) and also the evidence of Dr de Kretser.
738 Let me set out some extracts of this report.
739 The introduction stated:
Introduction
Test work was carried out by Nalco to determine the effectiveness in a small scale continuous test of our Tailings Stacking aid.
The results are best summarised by the photos below, showing a untreated sample and a treated sample. This illustrates clearly that the Nalco stacking aid can effectively increase the stacking angle of deposited tailings.
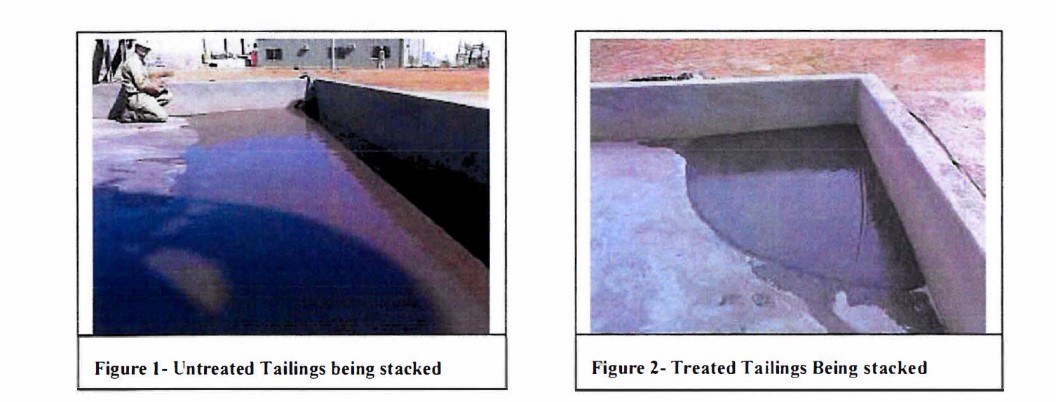
Other advantages seen were:
• Improved water drainage / solids drying.
• Greater stability.
• Homogeneous solids.
• Reduced channeling.
Based on these results, further test work is justified to quantify the process improvements and assess the economics.
740 The treated tailings results were reported as follows:
Initially a couple of spotter tests were done to assess the effect of the reagent addition on the slurry characteristics and the operation of the test rig. From these tests it was determined that:
• A significant increase in the angle of repose of the deposited tailings slurry was achievable.
• The deposited solids were stabilised, and dewatered significantly quicker, leading to rapid development of compressive strength.
• Slurry viscosity increased with reagent addition, and there was a limit to the dose rate the rig could operate with.
• Some unactivated reagent was found in the treated slurry indicating that results to be measured could be achieved with a lower dose rate of reagent under better reagent addition technique and improved mixing.
741 It was then said:
Treated run # 1 High Dose rate
This dose rate was considered the maximum the rig could work with and inefficient use of reagent was expected to occur. The resulting deposit of solids had a significantly higher angle of repose than the blank (estimated at 2.8 degrees, 4.6 in 100 grade). This is clearly seen in the difference in the nature of the deposits formed as seen in the photographs.
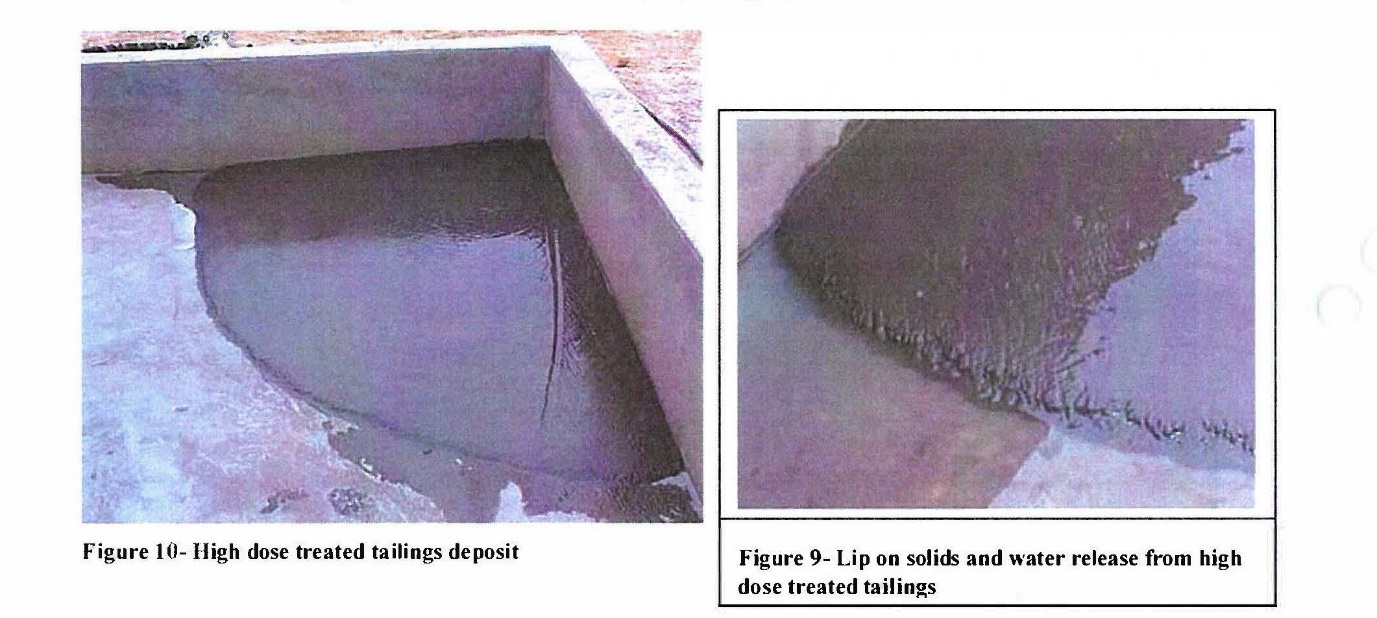
Observations made during the run:
• Flow rate of slurry reduced relative to blank, indicating higher pumping energy requirement.
• Slurry distribution even and concentric around deposition point, with a significantly higher angle of repose relative to the blank (including the formation of a “lip” on the outer end) and no segregation visible.
• Water release visible around edge of solids.
• Unactivated reagent visible in released water, indicating insufficient post addition mixing.
• The slurry was judged to be overdosed with reagent for given test conditions.
742 So, an emulsion was used “[u]nactivated reagent visible”. Further, it would seem that there were no fines in the water.
743 The post run observations were in the following terms:
Post run observations:
• Free water release from the solids was good, though there was a component of interstitial water which was slower to release, thought to be caused by viscosity from unreacted reagent in the water. The outer edges of the solids dried rapidly as the rate of water release slowed. No ponding occurred on the top of the solids, with the solids on the top drying out.
• When a segment of the solids was removed using a shovel, it showed good stackability. The area where the slice was acted to release water trapped with the solids close to the wall, indicating the free water had been trapped by the drying outer edges.
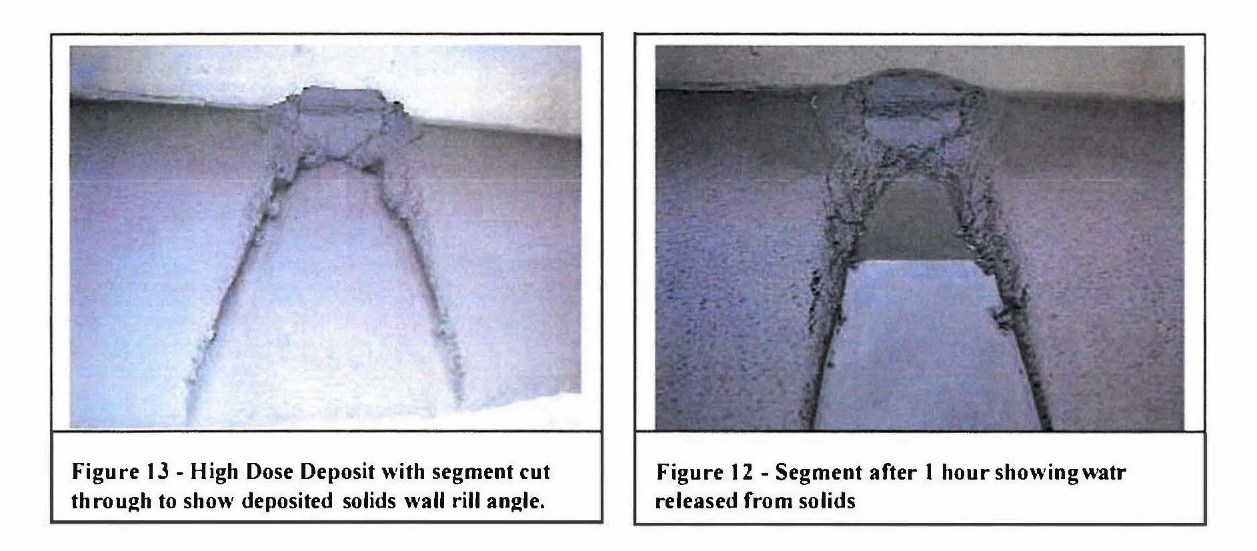
These pictures illustrate that the deposited solids had good integrity, as shown by the way they “stacked” at the end of the segment, where the solids had been pushed up.
744 It is not in dispute that at Ernest Henry the trial involved the following:
(a) A stream of the tailings underflow post the thickener (measured at 67% solids) was diverted into a hopper and a second dose of flocculant was added into the hopper. The treated tailings were fed through a 20 metre long hose to simulate pipeline mixing and residence time and then discharged to the corner of a large concrete tailings bund.
(b) The flocculant was OREBIND 3676, a water-in-oil emulsion, activated by mixing with water.
(c) The flocculant was added at two different doses and measured against a blank control test.
(d) When treated at both the low dose and the high dose, the material on deposition onto the floor of the bund had the appearance of cottage cheese.
(e) Clear water broke free on deposition of the slurry onto the deposition area.
(f) The resulting deposit of solids had a significantly higher angle of repose than the blank (estimated at 2.8 degrees, 4.6 in 100 grade).
(g) When a segment of the solids treated with the high dose was removed using a shovel, the material showed good stackability.
(h) One hour after running the shovel through the deposited tailings, the release of further clear water released from the solids was evident.
(i) The solid stack of material built up on the deposition area was hard and rigid within 2 days. Indeed Mr Schmidt stood on the stacked material at the end of the trial, which was six days after deposition.
745 Now Dr Farrow accepted the following propositions as SNF points out:
(a) The material that was deposited was thickener underflow.
(b) The thickener underflow had a solids concentration of 67%.
(c) The addition of the flocculant to the thickener underflow improved the rigidity of the deposited material, and the treated material appeared to be demonstrably more rigidified than the untreated material.
(d) The treated material had a high yield stress that would allow it to beach on deposition.
(e) The increase in stacking angle was consistent with extra structure having been introduced into the deposited tailings.
(f) The achievement of a significant stacking angle with no segregation visible was consistent with a material that had been flocculated and further rigidified.
(g) The pictures in the Ernest Henry trial report showed clear water release and the reference in the report to the fact that there was no segregation visible was a reference to no fine particles remaining in the released water.
(h) The references in the Ernest Henry trial report to the release of free water from the solids being good was indicative of a material which had been flocculated and could hence release water and on deposition, increased its yield stress and had a higher angle or an increase in its slope or stack angle.
(i) Figure 12 in the Ernest Henry trial report demonstrated that the material had a rigid structure which allowed water to drain away from the solids.
(j) The enhanced rigidity was dose related and that an increase in dose produced a significant increase in the angle of repose (stacking angle) of the material.
(k) The observation that the deposited solids were stabilised and dewatered significantly quicker, leading to rapid development of compressive strength, was consistent with enhanced rigidity.
746 Nevertheless Dr Farrow’s position concerning Ernest Henry was that:
(a) it was not clear whether the flocculant was added as an aqueous solution or as an emulsion;
(b) the material deposited did not result in improved rigidification; and
(c) the process was not a co-disposal process.
747 As to the question of aqueous solution, the evidence of Mr Schmidt was that the flocculant was added in the form of an aqueous solution although I must say that it would appear to me that his memory was imperfect on this aspect. But in any event, as SNF points out, irrespective of whether or not the flocculant was 100% activated as an aqueous solution, Mr Schmidt’s evidence is that he attempted to flip the flocculant from an emulsion into an aqueous solution for the purpose of the trial. The OreBind product sheet also referred to the use of the G series or polyfeed flocculant preparation plant, which was used to invert or flip neat emulsion flocculant.
748 SNF says that Mr Schmidt’s evidence should be preferred over Dr Farrow’s conjecture regarding the form of the flocculant. It says that Dr Farrow’s evidence was based primarily on the fact that the flocculant was added prior to the pump. But Dr Farrow was not aware of the process conditions at the Ernest Henry mine, including the strength of the pump used. Mr Schmidt explained that the pump used was a low power centrifugal pump which produced relatively low shear, allowing the flocculant to be added to the tailings in aqueous solution before being pumped.
749 As to the question of improved rigidification, Dr Farrow asserted that the rigidification achieved at Ernest Henry was not “the same extent or degree as the patent contemplates when it speaks of improved rigidification”. But Dr Farrow accepted (as did Dr de Kretser) that improved rigidification was an improvement compared to the rigidification achieved in the deposition of untreated tailings. SNF says that the evidence establishes that the process used at Ernest Henry improved the rigidification of the material on deposition in the manner claimed.
750 In any event, so SNF submitted, Dr Farrow accepted that improved rigidification as taught in the opposed applications could have been achieved at Ernest Henry if Mr Strickland and Mr Schmidt had introduced the flocculant effectively and in a greater amount.
751 Now as to co-disposal, SNF had to accept that the process used at Ernest Henry was not a co-disposal process in that there was no combining of coarse and fine streams. Nevertheless it contended that the evidence establishes that:
(a) the slurry at Ernest Henry comprised both coarse and fine materials; and
(b) the Ernest Henry trial report notes that in respect of the run using the maximum dose rate that the equipment could handle, there was no segregation, which indicated that the material comprised coarse and fine materials which were co-immobilised on deposition, but notes in respect of this run “Unactivated reagent visible in released water, indicating insufficient post addition mixing” and that there was “interstitial water which was slower to release, thought to be caused by viscosity from unreacted reagent in the water”.
752 Now in relation to SNF’s contentions I would note the following.
753 The only direct evidence adduced by SNF as to the trial work undertaken at the Ernest Henry mine in 1999 was that given by Mr Schmidt in 2017, approximately 18 years later. That evidence suffers from the difficulties identified earlier, including that Mr Schmidt gave that evidence after viewing and relying upon a 2011 video, and by reference to his experience at Nalco over the period 1999 to 2009.
754 In any event, Mr Schmidt agreed in cross-examination that the trial work undertaken at Ernest Henry constituted “a small scale test” and described that work as “a pretty primitive filter trial”.
755 Further, the evidence in some respects supports the proposition that the flocculant was added to the slurry as part of the Ernest Henry trial work in the form of an emulsion.
756 The Ernest Henry trial report prepared by Mr Schmidt recorded that the flocculant was added to the slurry before it was fed into a centrifugal pump: “[t]he slurry was then fed into the suction of a centrifugal slurry pump alone with the stacking aid”. Mr Schmidt accepted in cross-examination that if the flocculant was added in the form of neat emulsion, feeding the slurry into the pump would “slightly” activate or flip the emulsion, whereas it would “somewhat” shear the flocculant if it was added as a solution. The report also referred to the fact that “unactivated reagent was found in the treated slurry”, which would seem to indicate that some of the emulsion added to the slurry had yet to be “flipped” into solution. Mr Schmidt accepted this might have occurred:
So that leaves the possibility, doesn’t it, that some of the emulsion has been activated in the process of going through the pump and the pipe and some of it hasn’t been activated at all?---That could be – that could be assessment, yes.
757 That evidence accorded with his other evidence in which he acknowledged that “flocculant mixed in aqueous solution … was already active”. In other words, the reference to “unactivated reagent” in the Ernest Henry trial report is likely to be referring to unactivated flocculant in the form of an emulsion. Thus, Mr Schmidt gave the following evidence:
But you can’t rule out, can you, that there was unactivated emulsion that was added into the hopper and which became activated during the process leading up to discharge at the end of the 20 metre pipe?---You’re correct, I cannot.
758 Further, Mr Schmidt gave evidence as to how the flocculant was administered to the slurry as part of the Ernest Henry trial work. That evidence revealed that once the flocculant had been administered into the top of the hopper the following process occurred before the slurry was deposited into the concrete bund:
[I]t recirculates through the hopper, down the pipe, through the pump, 20 metres, back to the top of the hopper, and you do that two or three times till you’re satisfied it’s mixed, and then you let it come out of the hopper, through the pump, down the 20 metres, and discharge into the concrete bund?---Into your designated area. Yes.
759 Mr Schmidt confirmed that it would take “a couple of minutes” to recirculate the treated slurry. And he did not deny that this would mean that by the time that the slurry was recirculated two or three times, the flocculant and the slurry would have been mixed for approximately between six and up to 10 minutes. But this process bore little resemblance to the process of improving rigidification taught in the opposed applications, which involves the dosing of flocculant in the form of solution to a slurry shortly before discharge. Rather, as Mr Schmidt explained, the process at Ernest Henry involved “a relatively low shear environment compared to the shear forces that typically occur in the pipeline of a thickener underflow on its way to a deposition area often kilometres away”.
760 Further, as BASF points out, the approximately six to 10 minute mixing time used at Ernest Henry significantly exceeded the optimal 10 to 20 second mixing time for aqueous solution identified by Dr de Kretser, or the optimal mixing time of “a few seconds” identified for an aqueous solution by Mr Schroeter. It instead fell within the optimal mixing time for emulsion identified by Mr Schroeter, namely, two to 15 minutes. As BASF points out, it is difficult to reconcile the results achieved at Ernest Henry with the evidence of Dr de Kretser that “[e]ven a 15 second mixing time can be enough to result in over shearing of flocs formed from aqueous polymer addition”. It is likely that the only way that the results depicted in the Ernest Henry trial report could have been achieved, given the method of application and mixing times involved, was if the flocculant had been added as an emulsion.
761 But in any event, the objective of the trial work undertaken at the Ernest Henry mine was simply to restore the slurry to the form and degree of flocculation it had when exiting the thickener, comprising a series of discrete aggregates. Moreover, no attempt was made by Mr Schmidt to incorporate a co-disposal step into the process being trialled at Ernest Henry, in the sense of adding a separate stream of coarse material to the single stream coming out of the processing unit, which was made up of varyingly sized materials.
762 In other words there was no co-disposal element in terms.
Boral Stapylton
763 Boral Stapylton was a sand quarry located in South-East Queensland where the OreBind process was trialled in August 2002.
764 SNF relied on the evidence of Mr Carl Buckland, who witnessed the OreBind process being performed in a trial at Stapylton and the implementation at Stapylton for several months after the trial. Mr Buckland also gave evidence about the OreBind PowerPoint presentation, which recorded the trial of the OreBind process at Stapylton.
765 Now as to this PowerPoint presentation, one slide headed “OreBind at Work!” noted that its features demonstrated:
• Granular mud structure
• Significant Beaching
• Delta formation and free water release
• Clear supernatant
766 But another slide headed “Where to from here???” listed the options as:
• Larger beaching pond
• Single sand screw
• Single sand screw / Rotary screen
• [T]wo sand screws in series
• Two sand screws in series / Rotary screen
767 Implicitly it would seem that the chemical treatment itself was not sufficient. Why else refer to “larger beaching pond”? Further mechanical dewatering devices were contemplated as being necessary.
768 I would also note that a prior Nalco memorandum of nine pages dated 18 June 2001 authored by Keith Gibbs including a specification prepared by a project engineer referred to the “first stage involves testing a sand screw for its suitability as a dewatering unit” (i.e. OreBind with a modification).
769 The specification stated as the background:
This specification details the equipment proposed for use at Boral Stapylton for the purpose of improving the handling of underflow solids.
Currently, underflow from the existing thickener is treated with anionic and cationic polymer prior to being pumped to a sludge pit. Settled solids in the pit are periodically excavated and loaded on to trucks whilst free-water is removed via a submersible pump. Boral staff have indicated that this is a costly and inefficient method of dealing with underflow solids and have expressed a desire for a process to be devised that will reduce costs and improve thickener operating efficiency.
770 The solution proposed was that the underflow circuit be redesigned to:
(a) allow the thickener to run at maximum capacity;
(b) remove the necessity for an excavator and operator during normal operation.
771 But the circuit diagram clearly shows a screw classifier mechanical dewatering device being added as a substitute to the digger.
772 It is not in doubt that at Stapylton, the process which was trialled and subsequently implemented, involved the following:
(a) Thickener underflow was pumped through a pipeline into a silt pond.
(b) Flocculant was added in aqueous solution into the tailings about 2 metres before point of discharge.
773 From sometime in 1999 until October 2000, Boral attempted to improve the tailings disposal process operating at the quarry. The existing process was problematic because tailings were deposited into a silt pond, and then excavated onto a truck every few days for disposal elsewhere, but the tailings were very watery and the silt pond was full of slimy water. None of the solutions trialled by Boral solved this problem.
774 In my view the process initially trialled by Nalco at the Stapylton quarry resulted in traditional settling and sedimentation of the deposited tailings, not improved rigidification, and was “costly and inefficient”.
775 First, it is apparent from the evidence given by Mr Buckland who participated in and provided the only direct evidence regarding the trial work at the Stapylton quarry, that the tailings discharged into the tailings pond did not have the relevant rigidified structure. Mr Buckland agreed that the treated tailings were “quite watery”, were “segregating” as they fell out of the pipe, “splattered” on the wall of the pond, and were “watery and segregating”.
776 Second, the process trialled at the Stapylton quarry involved the deposition of the treated tailings into a silt pond already containing water and the gradual build-up of those solids from under the water:
Now, just to clarify what happened to the water as part of this process, when it was being run, the water stayed in the silt pond; is that correct?---When it was – yes. That’s correct. Or some of the water went into the back of the truck when we emptied the silt pond…
And so what was happening then is you would deposit the material which had been treated into the pond full of water?---Yes. That’s correct. The pond was not full of water, but yes, there was always water left in the pond.
Yes. And after a period of time, the deposited solids would build [u]p above the surface of the water?---That’s correct.
And when they were first deposited, they would of course fall to the bottom of the pond under the surface water?---That’s correct.
777 Third, photographs recording the typical way the solids looked after deposition revealed that the discharged tailings were quite flat. Mr Buckland gave the following evidence:
[T]he spread of solids through approximately half the pond as depicted in the top left photo of 2018 would also be consistent, wouldn’t it, with a process in which there was a gradual settling of deposited solids?---That’s correct.
778 Fourth, the polymer was added to the tailings approximately two metres before discharge. The evidence of Dr de Kretser was that “typical pipeline velocities might have been between two to five metres per second”. So, if a typical pipeline velocity is assumed, this meant that the polymer had about half a second to one second of mixing time before the tailings were discharged, whereas the evidence of Dr de Kretser was that “in the case of aqueous addition, the peak level of flocculation (and therefore viscosity) would occur at a time of order 10 to 20 seconds”. Moreover, the short mixing time was compounded by the fact that the material was “dropped from a significant height”.
779 I accept BASF’s contention that these deficiencies i.e. point of addition of polymer and dropping tailings from a height into a pond with water, ensured that improved rigidification was not achieved. The tailings spread throughout the pond before building up above the surface of the water.
780 Further, to the extent that Mr Buckland asserted that the deposited tailings he handled were “a homogenous mix of the particles”, in cross-examination he confirmed that he only handled the solid (and not water) materials excavated, he did not conduct an analysis of the particle-size distribution of the excavated materials, and he did not test whether a sedimentary layer developed at the bottom of the pond. Moreover, to the extent that Mr Buckland asserted in his affidavit that he may have been able to stand in the pond, he confirmed in cross-examination that he never tried this. The deposited material might not have been able to support his weight.
781 Fifth, Mr Buckland confirmed in cross-examination that an essential component of the process was the use of a digger, which would excavate a combination of the solids and the water from the silt pond, and place the excavated solids and water into trucks for final disposal elsewhere as part of the process. This process was confirmed by Mr Buckland in cross-examination as being both costly and inefficient.
782 Ultimately, the option that Nalco recommended, consistent with its focus on the use of mechanical dewatering equipment, was “testing a sand screw for it’s suitability as a dewatering unit”. This required further trial work which, as Mr Buckland explained, would have only been necessary if Boral didn’t believe what was in place was sustainable or cost effective.
783 In essence, Nalco recommended that Boral use a sandscrew as part of the process being trialled, because the tailings deposited in the silt pond were not being adequately dewatered. In this respect, Mr Buckland gave the following evidence:
So the critical change between the existing process and the new process Nalco is recommending is the use of a screw classifier instead of the digger to excavate the material?---It appears that in the diagram, yes.
And I want to suggest to you that the reason why that’s being proposed is because the material when excavated by the digger wasn’t sufficiently or adequately dewatered, and that’s why a screw classifier is being proposed to replace it?---You could assume that, yes.”
784 This interpretation accorded with the recollection of Mr Schmidt that he had visited the Stapylton quarry and observed the use of the OreBind process at that quarry in conjunction with the use of mechanical dewatering equipment.
785 Sixth, no attempt was made by Boral or Nalco to incorporate a co-disposal step into the secondary dosing process being trialled at the Stapylton quarry.
786 Finally, the trial work undertaken at the Stapylton quarry did not constitute or evidence common general knowledge at the priority date. Nalco requested that it be paid a process development fee because it was developing the process. And Mr Buckland did not disclose the trial work to anyone outside of Boral.
Wemen
787 Wemen was a mineral sands mine in northern Victoria which was operated by Cable Sands as part of a joint venture where the OreBind process was trialled in August 2002. Further, the OreBind process was trialled in a laboratory at Cable Sands’ offices in Bunbury, Western Australia in May 2002.
788 There is a dispute as to whether the OreBind process used at these mines resulted in improved rigidification. But irrespective of whether improved rigidification was achieved, the evidence demonstrates that Nalco addressed the problem by adding a second dose of flocculant in aqueous solution to the thickener underflow close to the end of the outlet pipe. Further, Dr Farrow accepted that if the people implementing the OreBind process had wanted to achieve improved rigidification, they could have done so by increasing the dose at a suitable dose point.
789 I would note that there were some documents in evidence concerning Wemen.
790 For example, a site visit report dated 25 July 2002 authored by Ron Corcoran of Nalco appeared to disclose the simulation of a secondary flocculation process, with the flocculant in aqueous solution. It noted:
OREBIND Flocculation of Slimes Dam #1:
The trial commenced July 4th but encountered several delays with equipment problems and lack of dilution water, these problems were rectified and Orebind is now starting to show good progress.
About 30% of the volume in Dam #1 has been treated and, successfully de-watered. The return clean water is being pumped off to Dam #4 for reuse in the dredge pond.
The best steady state running is achieved with a constant flow of mud to the Orebind application point with a slimes load of 20-25% prior to flocculation. Mud flow of around 50-60 M3/hr and a polymer dosing pump setting of 60 Hz.
Maintaining a constant flow through the inline mixers is proving difficult due to the variability in the incoming mud. Constant vigilance on the flow readout is required and controlled manually opening or closing the knife valve, Bill seems to have mastered this. I’m sure he’ll recommend a good way to semi-automate it with in line density control to flow.
The flocculant primary solution is making up at a constant 1 %.
Water flow is 140 litres/min and polymer flow set at 1.4 litres /min.
Secondary dilution is now set at 350 litresd/min ~ 21 M3/hr = 0.1 % solution.
Dose rate is still variable and our last setting yesterday was 50 Hz ~ 40 Umin with a mud-flow 61 M3/hr and solids around 25%.
Dewatered runoff is rich in carry over flocc and is being reused as slurry dilution.
Based on the above numbers and an estimate of the volume treated the program cost is running around $4 to $5/tonne and above what our lab work indicated. However, cost efficiencies should come down as the application improves.
The dewatered slimes are beaching with an angle of between 15-20% and the mud solids after 2 weeks look fairly high (est. 80%)
I will start taking samples next week to get an average moisture content and indicative drying rate.
Finally, I recommend the mud be spread in windrows pointed down hill to maximise the dewatering and stop pooling.
791 A copy of this report was forwarded on to Heather Hutcheson on 5 August 2002.
792 I must say that the quality of the photos in the report was poor and difficult to verify against some of the report’s remarks.
793 It was noted in a later email that “solids after 48 hours [were] around 48% and 75% after 5 days” indicating enhanced and advanced rigidity. Further, in a later email after two weeks what was reported was “high 75-85% solids” and a “[b]each angle with cottage cheese flocc [of] around 20 degrees”.
794 Now SNF did not adduce any evidence from any witness with personal knowledge of the trial work undertaken by Nalco at Wemen. Indeed, the only fact witness who even referred to the Wemen trials, Mr Holtzman, confirmed that he was not involved in those trials and was not even aware of the trials when they were being undertaken. I should say that I do not have great confidence that the hearsay documents adduced in evidence regarding that trial work constitute an accurate or complete record of that trial work.
795 Further, to the extent that the results of some of that trial work were, after the event, communicated to Mr Holtzman, those results did not enable Mr Holtzman to successfully implement, as a matter of routine, a secondary dosing process achieving improved rigidification. To the contrary, the evidence of Mr Holtzman was: “And these emails certainly didn’t put you in a position where you could just go and implement the process at one of the mines?---No. There’s – no. There’s not a process there that would have worked for – for us in that situation”.
Bunbury
796 The laboratory work undertaken by Nalco at Bunbury was unremarkable. Mr Holtzman, who participated in that laboratory work, gave evidence that:
(a) the testwork was limited to laboratory work and there was no field trial or trial of any process;
(b) the treated underflow was never transferred to a disposal area and no attempt was made to deposit or stack such material on top of other treated material;
(c) no attempt was made to combine the thickener underflow with coarse tailings as part of the laboratory work; and
(d) it was not known or proved, after the laboratory test, whether the OreBind process would work.
797 The laboratory work at Bunbury involved treating material with flocculant in a beaker full of water, in which the treated material would sink to the bottom with the water on top, the treated material would have a flat surface, and then water from the beaker would be manually removed. As BASF pointed out, that is a classic settling process.
798 Further, to the extent that the first affidavit of Mr Holtzman purported to set out, in quite some detail, conversation(s) he had with a Nalco representative at the time of the Bunbury trial work, it became apparent during his cross-examination that he did not have any actual recollection of the specific conversation(s) alluded to:
And can you recall any particular conversation you had with him?---Not anything in particular. No…
So the extent of your recollection – it’s fair enough, given how long ago it was, was that you had a conversation where he said we’ve got this OreBind process, and we might be able to incorporate it into the co-disposal process you’re investigating?---Yes. Plus we did that laboratory testwork.
Other Nalco evidence
799 Let me deal with some other evidence concerning Nalco.
800 First, there was material before me concerning work done by Nalco for the Bayswater coal preparation plant. Nalco required Bayswater Colliery Co Pty Ltd to sign a confidentiality agreement, which it did. In relation to Bayswater, Nalco proposed two dosing points upstream of a mechanical dewatering device (see the report dated 8 November 1999).
801 A Nalco report dated 11 January 2000 in the executive summary and introduction stated:
A new development chemical program utilising Nalco’s Orebind® process aid technology was evaluated on Bayswater Coal Preparation Plant thickener underflow. The aim of the program was to remove free and intercellular water from the thickener underflow material and produce a high solids material capable of being conveyored with reject, rather than being pumped to a tailings emplacement area.
The first stage of the evaluation was undertaken in December 1999 with optimisation of both the Orebind® chemical program and the dewatering process being undertaken.
Initial results indicate an increase in underflow solids from 23% W/W to 52% W/W with further optimisation of the Orebind® treated solids dewatering process required.
…
The Orebind® process aid technology was developed to optimise the efficiency of the coal thickening underflow dewatering process. Developmental work was undertaken at the Bayswater coal washery during 1999 and a preliminary evaluation undertaken during December 1999.
The Orebind® process aid chemical program consists of two chemical programs that effect release of water from the high rate thickener underflow stream. A line was run from the pressurised thickener underflow line to the Orebind® equipment and approximately 20 - 30Umin of underflow solids were conditioned with the Orebind® chemical program during the evaluation.
Once the underflow material has been conditioned with the Orebind® process aid program, water removal was undertaken to maximise the solid liquid separation efficiency.
A Contra Shear rotary drum screen (0.5mm aperture) and a vibrating Honert screen were utilised to remove the water liberated from the coal tailings material after application of the Orebind® program.
The preliminary evaluation was undertaken to both determine the most efficient Orebind® process aid dose rates and also to review the efficiency of the dewatering processes.
802 The conclusion stated:
The Orebind® chemical program effectively conditioned thickener underflow for a subsequent water removal process. Substantial free water was still evident within the conditioned material exiting the Honert and Contra Shear screens and there exists an opportunity for further and more efficient dewatering.
The Contra Shear rotary drum screen was not suited to the dewatering application although it may have effected more efficient dewatering had the screen aperture size been larger or the solids detention time been greater. The Honert screen also did not remove all available water during the screening process.
It is recommended to evaluate two additional dewatering unit processes. These are:
• A CMI slow speed centrifuge, currently used for evaluation purposes at the CSIRO Ryde Dewatering Technologies Group laboratories
• A Contra Shear screw press
The Orebind® chemical program will be utilised during the next evaluation at the dose rates determined during the December evaluation. This dose rate, together with the program cost performance will be optimised and quantified once a suitable dewatering method has been selected.
803 Clearly mechanical dewatering was contemplated.
804 In a further report dated 12 May 2000, reference was made to the works in the second stage of the trials with various mechanical dewatering devices having been used, namely, a Contra Sheer rotary drum screen, a Vibrating Honert screen, an inclined rotary screw press and a variable speed drive basket centrifuge. In a yet further report dated 21 November 2000, reference was made to further mechanical dewatering devices to be reviewed.
805 In a much later internal email circa 2002 authored by Stephen Kelly to which Mark Crosbie responded, he said the following:
Following the conclusion of the OreBind trial at Bayswater in 2001 due to plant closure over the christmas period I will share my observations on the project. From this point I need some input regarding the direction of the project.
The OreBind project to date has proven two things;
The chemical program works, I would say we are 95% there, and further chemical optimisation will only improve the process slightly.
The dewatering process needs further refinement to give the final result we are looking for – a spadable product
At Bayswater I evaluated three dewatering devices; a high frequency vibrating screen and two cyclones. The screen worked to an extent, while the cyclones did not retain any solids as a cake product. Further investigation into the lack of success on the cyclones led to a better understanding of the process as it stands at Bayswater.
The tailings + chemicals needs a lot of mixing, and benefits from some quiescent mixing and pre-dewatering (excess surface water removal). The product being presented to the dewatering devices at Bayswater was not what we envisaged. This problem was not noticed earlier due to a lack of visual confimation in the scaled up process, where the OreBind material is sent directly to the dewatering device and only the cake is visible product. At the pilot scale the OreBind material was sent to an intermediate tank (an auger feeder) prior to the pilot dewatering device (visible product and centrate).
The “OreBind” material we want is a gravelly agglomeration that has a strength to it, this is the material we saw on the pilot scale and all the testwork has been done to acheive. At Bayswater the material was not at this stage, and had only produced slimy floes with no strength before dewatering. Being presented to the cyclone the material was splashed and splattered inside (visually confirmed). At the screen a proportion of the material was retained due to the low available screening area (poly screens vs wedgewire cyclones), this subsequently formed the “right” OreBind material from mixing on the water laden section of the screen and dewatered to a reasonable quality cake. The material that passed through the screen (slimy floes) was followed to a ground floor sump which contained about a tonne of the most perfect OreBind material, clear water discharge of the top due to self compression and a dense underflow from the sump discharge (acting like a secondary thickener). This material cannot be pumped as the shear liquifies the material back to thickener underflow consistency, but could be gravity or auger handled to a dewatering device.
From these observations one thing was made very clear - the OreBind material must be adequately prepared (and visually confirmed) to be adequate prior to dewatering. This may take one or more of the following;
better in-line mixing
feed conditioning box
pre-dewatering (e.g. sieve bend or wedgewire feed launder) prior to dewatering device.
I would recommend all three personally. However, at Bayswater the first option is the only one we can realistically purusue with current plant and OreBind dosing equipment. This leads to – what’s next.
806 Clearly there were problems with dewatering and that only a mechanical solution was being sought concerning dewatering.
807 Second, this theme for the necessity or a high preference for mechanical dewatering devices was the theme of the minutes of a meeting dated 23 March 2001 concerning a project for the Pacific Mining Group involving Nalco whose representatives were present at that meeting. The minutes recorded in item 3.2:
RW – Each person involved with Orebind has a different view on what Orebind actually is. MC, IP and KG all offered up their requirements for the criteria of: chemistry, equipment, control, current customer opportunity, current customer timing and perceived cost of flocculant and equipment. The details were stated as follows:
Chemistry: Dosing of solution anionic and solution latex cationic polymer in to underflow. It was acknowledged that Roger Strickland currently has an application at EHM where only neat anionic polymer is dosed.
Equipment/Process: In general terms, it was acknowledged that preparation equipment, dosing pumps and mixers were required in the majority of cases. Dewatering equipment would also be required in the majority of cases. It was acknowledged that Roger Strickland did not require preparation equipment or dewatering equipment in his current application but that would be the exception rather than the rule.
808 The minutes record that various dewatering equipment options were tabled with the “Screw” achieving the most votes.
809 All of the above material well demonstrates that OreBind was used or contemplated as being used preferably with a mechanical dewatering device, with any secondary flocculation upstream thereof. In my view, none of the Nalco OreBind evidence assists SNF to establish a lack of inventive step. The context for this process was more the use of mechanical dewatering devices. Moreover, co-disposal was not the central or significant theme.
Other mine operators’ investigations
810 SNF submits that other mine operators had undertaken laboratory and field trials before the priority date using SDITB processes including in co-disposal processes.
Yoganup
811 An example of SDITB being undertaken is the trial work performed by Iluka at Yoganup in 2000.
812 In 2000 a trial was undertaken by Iluka at its Yoganup mineral sands mine in Western Australia.
813 A technical report for stage 1 was prepared in October 2000 titled “Minesite Tailings Co-disposal with Flocculant Addition”; it was co-authored by Mr Brett Wroth and Mr J Warnock (the Yoganup report).
814 The Executive Summary set out the following:
1.0 EXECUTIVE SUMMARY
1.1 OBJECTIVES
This report details the test work proposed in and performed as Stage 1 of the project: Tailings Codisposal Using Flocculants (Wroth, 2000). Its objectives were to:
• Evaluate a tailings co-disposal option to lower the non-segregating threshold of deposited sand/slime mixtures by adding flocculant.
• Determine the effect of flocculant addition on the deposition beach angle (and its sensitivity to flocculant dosage) of the test mixes used in Stage 1.
1.2 SUMMARY
A test circuit was assembled and operated at the Yoganup mine site to test the objectives.
Samples of sand/slime mix were taken to determine solids content, mix ratio and flocculant dose rate for each test.
Table 1.1: Test results.
Test # | mix ratio (wt. % sand/slime) | solids (wt. %) | flocculant dose (g/t) | beach angle (degrees) | |
max. | min. | ||||
1 | - | - | - | 9 | 4 |
2 | 81/19 | 58 | 855 | 18 | 16 |
3 | 76/24 | 60 | 0 | 8 | 5 |
4 | 77/23 | 33 | 1544 | 7 | 4 |
5 | 77/23 | 54 | 478 | 17 | 10 |
a – dose equivalent of active flocculant (grams dry powder) per tonne of dry slime.
1.3 CONCLUSIONS
It is concluded that:
• Adding flocculant to a segregating sand/slime mix will lower the segregation threshold of the deposited mix.
• Adding flocculant to a non-segregating sand/slime mix will increase the beach angle of the deposited mix.
• The flocculant dose rate used appears to exceed that required to produce a measurable effect in the deposited non-segregating sand/slime mixes.
815 A description and diagram of the test circuit was the following with flocculant in aqueous solution being used:
Test Circuit
Stage 1 of the project: Tailings Codisposal Using Flocculants (R00013) was basically a proof of concept exercise to test the effect of flocculant addition on stacking (and its sensitivity to flocculant dosage) of sand/slime mixes. It used a circuit with controlled input of dry sand and slime. This enabled close control of the sand/slime mix ratio and the solids concentration of the mix presented for pumping.
The circuit used consists of a dry sand stockpile feed onto a conveyor discharging into a mixing tank. Controlled flows of slime (thickener underflow) and make-up water also feed into the mixing tank. The mixing tank includes a dual impeller agitator to mix the sand/slime batches. Slurry (particle) suspension is maintained by re-circulation with a Warman centrifugal pump. The 3 m3 batches of sand/slime mix were pumped with a mono pump to the discharge point where dilute flocculant was mixed with the discharge.
Figure 3.1: Schematic of the test circuit used in Stage 1.
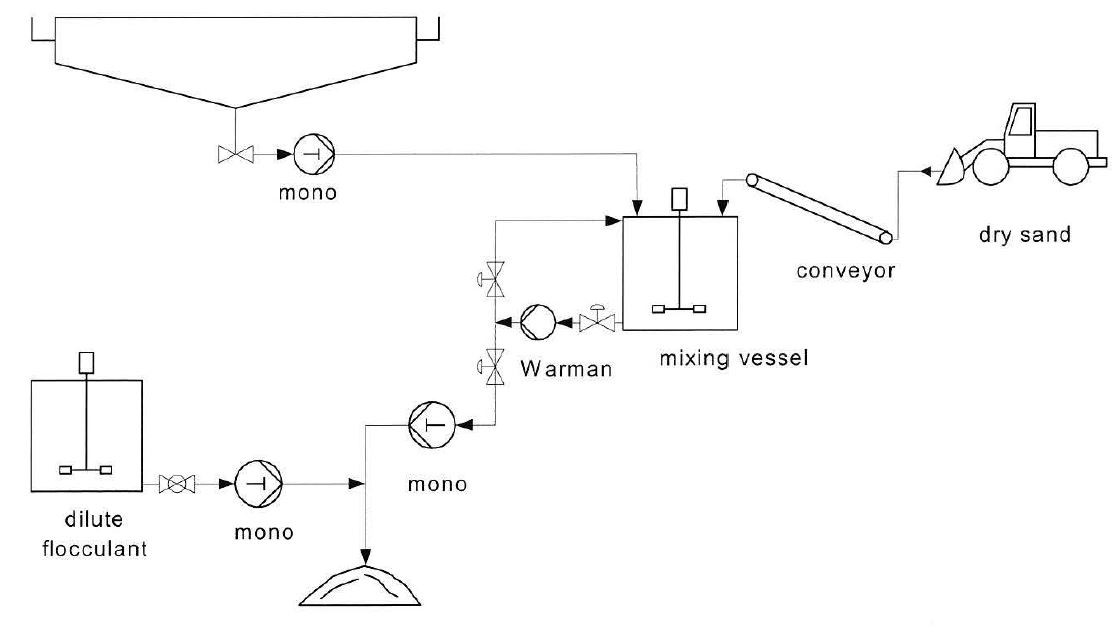
816 The following results were reported together with their interpretation:
5.0 RESULTS
5.1 Measurements
Results obtained from each test run are reported in Table 5.1.
Table 5.1: Results of tailings co-disposal tests.
Test # | mix ratio (wt. % sand/slime) | solids (wt. %) | flocculant dose (g/t) | beach angle (degrees) | |
max. | min. | ||||
1 | - | - | - | 9 | 4 |
2 | 81/19 | 58 | 855 | 18 | 16 |
3 | 76/24 | 60 | 0 | 8 | 5 |
4 | 77/23 | 33 | 1544 | 7 | 4 |
5 | 77/23 | 54 | 478 | 17 | 10 |
a – dose equivalent of active flocculant (grams dry powder) per tonne of dry slime.
5.2 Observations
Images 4 (Test 2) and 5 (Test 3) illustrate the differences observed between the deposited mixes with and without flocculant addition respectively.
General observations of the deposited sand/slime mixes:
• Initial dewatering of the stacks was rapid and clean. No segregation or slime washout was observed.
• The initial dewatering rate appeared higher for mixes with flocculant addition.
6.0 INTERPRETATION
6.1 Test 1
Test number one was the first trial of the circuit after its commissioning on water only. No measurements of the sand, thickener underflow or water inputs were made. Its purpose was to confirm the ability of the test circuit to operate on the expected mixes and conditions planned in Stage 1 of this test program. In this respect the test was successful.
6.2 Test 2
Previous test work on Yoganup samples suggested the maximum achievable beach angle, of a non-segregating 88/12 wt.% sand/ slime mix, was 3 to 4 degrees at 58 wt.% solids (Williams, 1999). Test two (81/19 wt.% sand/slime at 58 wt.% solids) indicates that a significant improvement in beach angle may result from flocculant addition to the depositing mix.
The Williams (1999) prediction of beach angle takes into account the following:
• Sand/slime mix ratio, solids concentration and rheology.
• Rate and depth of tailings deposition over time of a plant scale trial.
• Void shape and size.
• Geological formation bounding the void (permeability).
• Hydrogeology (level and variation of water table).
Whereas, this test work is only small scale and estimates the effect of sand/slime mix ratio, solids concentration and flocculant addition. It is expected that at a large scale the beach angles reported (in this test work) would not be achieved.
On a plant scale the beach angle of deposited tailings is dependent on the tailings (sand/slime) slurry characteristics and deposition rate.
The sand/slime mix ratio and wt.% solids determine the segregation threshold and rheology of the tailings slurry. A non-segregating tailings slurry is necessary for it to stack with a planar beach angle. A concave beach results from segregating slurries, as hydraulic sorting will deposit sand at the beach head (discharge point) and allow slimes wash out to the toe.
The rate of deposition and slurry rheology (resistance to flow) determines the thickness of the depositing layer (of the tailings slurry) and hence the beach angle of the stacked tailings.
The effect of slurry rheology and deposition rate on beach angle was not addressed in this test work.
6.3 Tests 3 and 4
Tests three and four have similar sand/slime mix ratios, 76/24 and 77/23 wt.% respectively. They differ in that Test 3 (60 wt.% solids) is a non-segregating mix, whereas Test 4 (33 wt.% solids) is a segregating mix. It has been shown that, for Yoganup mine site, all sand/slime mix ratios below 35 wt.% solids are segregating (Williams, 1999).
The use of flocculant in Test 4 prevented the deposited mix from segregating. However, there is no significant difference in the beach angle achieved in Test 4 (with flocculant added) compared to Test 3 (with no flocculant added).
It is concluded that:
• Adding flocculant to a segregating sand/slime mix will lower the segregation threshold of the deposited mix.
6.4 Tests 3 and 5
Tests three and five have similar sand/slime mix ratios (76/24 and 77/23 wt.% respectively) and solids content (60 and 54 wt.% respectively). Above 50 wt.% these mixes are non-segregating, the addition of flocculant (Test 5) clearly shows an improvement of beach angle.
It is concluded that adding flocculant to a non-segregating sand/slime mix will increase the beach angle of the deposited mix.
6.5 Tests 2 and 5
Tests two and five have sand/slime mix ratios (81/19 and 77/23 wt.% respectively) and solids content (58 and 54 wt.% respectively).
The addition of flocculant in Test 5, almost half that of Test 2, had no significant effect on the measured beach angle of the deposited mix.
It is concluded that the flocculant dose rate used appears to exceed that required to produce a measurable effect in the deposited non-segregating sand/slime mixes.
817 Dr Farrow accepted that:
(a) the trial involved SDITB where flocculant was added in aqueous solution in a co-disposal process;
(b) a coarse stream was added to the fines stream which had been treated with flocculant in the thickener;
(c) the process involved adding the flocculant to the combined coarse and fine streams just prior to the deposition point;
(d) the trial was to evaluate the benefits of that process to assist in avoiding segregation of coarse and fine materials;
(e) the intent of the work was to evaluate whether adding flocculant to the co-disposed tailings could lower the segregation threshold;
(f) the trial was to determine the effect of flocculant on the beach angle of the deposition;
(g) the tests involved adding the flocculant to tailings with a solids concentration below 35% (these had been segregating);
(h) the tests also involved adding the flocculant to tailings with a solids concentration of 54% and 58% (which was a high solids concentration tails slurry);
(i) when flocculant was added beach angles of 17 and 18 degrees were achieved; these were “very high beach angles”; the addition of flocculant brought about a significant improvement in beach angles;
(j) when the flocculant was added, initial dewatering of the stacks was rapid and clean water was released; this was consistent with the formation of a heaped geometry;
(k) when the flocculant was added, there was no observed segregation of sand and slimes;
(l) in a plant trial the beach angles may not be as high as 17 or 18 degrees but a heaped geometry would still be expected to be achieved;
(m) in using the process in the field, the process would be optimised to suit the particular mining conditions;
(n) in the trials, the desired result was achieved at a dose of 478 g/t (grams per tonne); and
(o) there was a marked contrast between the nature of the treated and untreated material; the untreated material was less rigidified, had a lower beach angle and was not a highly structured or flocculated material.
818 A photograph of the deposited tailings extracted from the Yoganup report is reproduced below:
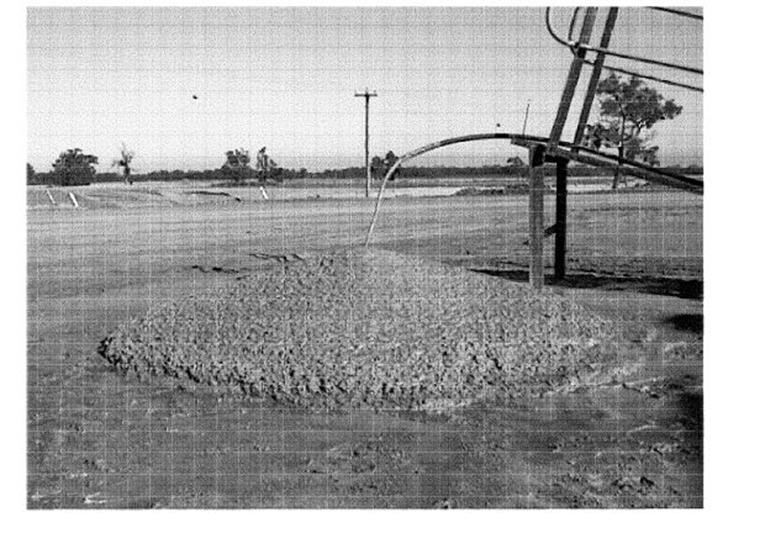
819 Now I would make the following observations.
820 First, the Yoganup report is marked with the notation that “This is a confidential document produced for internal Iluka use only”. There was no evidence that Ms Herzig (of CRL) or Mr Clarke or Mr Cigulev (of Iluka) were even aware of the existence of that report at the time of the trial work at Yarraman in late 2002. Nor was there any evidence that any person outside of Iluka had read the Yoganup report before the priority date. Indeed, although Ms Herzig had obtained a copy of the Yoganup report in around mid-July 2003 she considered the document to be confidential and did not annex a copy of the report to her affidavit. Ultimately, a copy of the Yoganup report was only obtained through a subpoena issued to Ms Herzig during trial.
821 Second, the report was a “technical report” written by Brett Wroth, who was employed by Iluka as a “research scientist” within the “R&D department”. The report recorded the results of confidential research being undertaken by the R&D department of a substantial mining company.
822 Third, and in any event, the Yoganup report recorded that the results obtained in the trial undertaken would not scale up: “Whereas, this test work is only small scale and estimates the effect of sand/slime mix ratio, solids concentration and flocculant addition. It is expected that at a large scale the beach angles reported (in this test work) would not be achieved”. Further, the report only revealed that the use of flocculant reduced the segregation threshold marginally.
823 Fourth, as the substantial and expensive trial work subsequently undertaken by Ciba, CRL and Iluka between 2002 and 2004 revealed, the Yoganup report fell short of providing a tailings disposal solution to Iluka.
824 Now I have also reviewed various 2003 documents concerning Yoganup, but I do not consider that they assist SNF. They are after the priority date. Moreover, I would observe the following.
825 In July-August 2003, a scope of work was done for a large scale trial at Yoganup involving a process described as Viscosity Modified Blended Co-Disposal (ViMCoD). In a version of this scope of work in August 2003 prepared by Dr Clarke it was said in the introduction and the aims:
1 INTRODUCTION
Viscosity Modified Blended Co-Disposal (ViMCoD) involves adding a specially formulated polymer to a mixture of sand and fine tailings. The mixture is then discharged into the final tailings impoundment. The polymer is intended to prevent segregation and enhance drainage.
ViMCoD has been implemented at the Yarraman mine at CRL’s operations, but is only required there on an intermittent basis. The technique has not yet been used continuously at any mineral sands operation.
Iluka has for many years investigated tailings disposal by Non-Segregating blended Co-Disposal (NoSCoD). This is an enhancement of thetechnique in use at most sites (except in the SW Operations Division), where sand and fines are disposed of together, but then tend to segregate in the impoundment. The segregation leads to increased costs and planning difficulties.
It has been shown that eliminating solar drying and using NoSCoD would substantially reduce costs in the SW. ViMCoD may offer the same benefits but without the need for capital expenditure on sand dewatering and with a much more rapid consolidation and rehabilitation cycle.
The ability to prove up ViMCoD in a probably shorter time frame is also important. There is an immediate need to decide on what tailings disposal technique will be used at Yoganup West. The Douglas project also needs a proven tailings disposal· technique.
A large-scale trial of ViMCoD is a pre-requisite to potential adoption for production.
2 AIMS OF A TRIAL
The following are the aims of a large-scale trial of ViMCoD:
1) Determine the time to develop a trafficable surface and the effects of depth on that time.
2) Confirm that the modified sand:fines mix remains non-segregating when discharged at production rates.
3) Determine the medium and long-term consolidation behaviour (time to consolidate and final volume) of the modified tailings mix.
4) Determine the effects of the reagent on long term drainage rates, required to dewater beyond the end of the consolidation period.
5) Determine the mixing time and condition required.
6) Determine the effects of varying sand:fines ratio.
7) Determine the effect of varying water content.
8) Determine the effect of dose rate.
9) Confirm that the process is operable at full scale, and how outcomes compare to those determined in the laboratory.
826 It was also said in the opening to section 3.11:
3.11 Effect of No Pre-Thickening
A very important question for the Douglas project is whether pre-thickening of the fines is essential to successful application of ViMCoD.
The lack of pre-thickening might affect ViMCoD in three ways:
• By greatly increasing the water flow rates, it may prevent stacking of the tailings. This might have the effect only of flattening the beach angle; or it may break up the floc structure and lead to complete failure of the method.
• Because the fines have not been pre-agglomerated, the viscosity modifier reagent may not be effective. This has not been a problem in laboratory testwork, but needs to be checked at full scale.
• The higher water content may change the reagent addition rate.
It is not possible to fully test ViMCoD without pre-thickening, at production scale, as installed pipeline sizes are to small. However, the following tests will be carried out…
827 Now clearly this was all research work. Further, they were exploring the need for two stages of flocculation.
828 Further, on 24 October 2003, Ms Herzig produced a Trial Report – Part 1. She reported that segregation had occurred in the Yoganup trial (section 2.2.5). In section 2.2.6 she said:
2.2.6 Reducing Segregation
Segregation that arises from remobilisation of fines by bleed water may presumably be reduced by reducing the amount of bleed water. That can be achieved by increasing the density of the tailings discharged into the void, by dewatering the sand over dewatering screens ad potentially using paste thickeners – or possibly Finlay or Jadair Settlers.
However, if these measures are taken, it is likely that in many cases the mixture would be non-segregating without the added expense of the rheology aid. It would then be necessary to ask if the other benefits of ViMCoD justified the expense.
Further dewatering would also eliminate segregation that arose from low reagent additions, provided that the mixture was naturally non-segregating. If the mixture were not non-segregating, then dewatering would not fully address this cause of segregation.
829 She then listed substantial further work (section 4) that would be required “to optimise the concept of ViMCoD”, and that a full production trial was recommended.
830 I would also note that as part of her report she said (section 2.2.2):
One way to eliminate the problems of segregating co-disposal is to make a non-segregating mixture. In many cases this can be done by dewatering the sand and/or the fines streams. However, when the clay content is low (the actual percentage depending on clay mineralogy), the required % solids is high and can result in a mixture which is difficult to pump. When the clay content is high, it is relatively easy to make a pumpable non-segregating mixture, but the material is then slow to consolidate.
Ciba developed their rheology aids to avoid these problems. The rheology aid is added to the pipeline containing the mixed tailings and increases the yield stress sufficiently to prevent segregation, without needing further dewatering. If the rheology aid is added near the end of the pipeline, there is negligible effect on pumping costs.
The degree of segregation occurring with VimCoD is therefore an important criterion of success, since the avoidance of segregation was one key driver for developing the process.
831 I do not see how any of this later work really assists SNF to show a lack of inventive step.
Douglas
832 I would also note that Iluka material concerning the Douglas operation in June to September 2003 was in evidence before me concerning the use and effect of Ciba’s rheology modifiers.
833 In a technical report dated 20 June 2003 Mr Scammell reported on a test program using these modifiers. In summary, the DPW-1-1329 was said to be “the most effective powder grade rheology modifier for treating combined thickener underflow and coarse tails”. He recommended:
We recommended that DPW-1-1329 be assessed on site at Yoganup when the Douglas tails disposal trials occur later this year.
Further development work is needed to better understand the mixing requirements for treating the unflocculated slimes in the combined tails sample.
Further dewatering test work can be performed once the tailings disposal method is confirmed.
Alternative Ciba liquid rheology modifiers may prove even more efficient than DPW-1-1477 and may warrant ongoing test work at both Eneabba and Yoganup sites.
834 In a scope of work dated 11 August 2003 for the Douglas Ore Piloting Trial prepared by Iluka it was stated in section 6.1:
6.1 Viscosity Modified Co-disposal (ViMCoD) Demonstration Trial
Ciba Speciality Chemicals recently developed some viscosity modifiers that have been designed to increase the viscosity of sand and fine slurry mixes to such a point that the mix is suitable for stacking and rapid dewatering. The technique has been named ViMCoD by Iluka.
This technology is sensitive to both Ciba and Iluka. All information contained within this scope on ViMCoD should be treated as confidential and not disclosed to any third parties as per the pre-existing Non-disclosure Agreement signed between Iluka Resources and Amdel Limited on June 26th 2003.
835 On 19 September 2003 in a technical report authored by Mr Scammell he recommended:
6.0 RECOMMENDATIONS
We recommended that DPW-1-1329 be assessed at the AMDEL site when Douglas ore is scrubbed.
We recommended that lluka consider the addition of DPW-1-1329 direct into a tailings pipe as an alternate disposal method to that originally proposed by Basin Minerals.
Due to the simplicity of this disposal method a mobile discharge pipe may be an appropriate means for disposal of the treated tails stream.
836 On 25 September 2003, Mr Scammell sent an email to Ms Herzig reporting that “[t]he powder rheology modifiers were diluted down to 0.25% then added to the slurry”.
837 In my view none of this material after the priority date substantially assists SNF to show a lack of inventive step.
Old Hickory
838 Dr Clarke also gave evidence that Iluka had also undertaken some trial work of SDITB in a co-disposal process at Old Hickory in the United States at least as early as January 2002.
839 There was scant material before me concerning Old Hickory.
840 In an Iluka memorandum dated 29 April 2003 the following was said:
SITUATION
The Virginian operations of Iluka mine ores with high clay content, in the range 10 – 40%. The tailings disposal system is designed around blended co-disposal of sand and fines, but historically, control of the system has been poor and serious problems have been encountered due to segregation of the clays.
COMPLICATION
With recently improved tailings system control, it was expected that non-segregating co-disposal would be achieved, but this has not occurred. If truly non-segregating mixtures are segregating on discharge, this would have serious implications for implementation of non-segregating blended co-disposal (NoSCoD) at Iluka. A visit to the Virginian operations to carry out testwork on site was therefore authorised.
At the same time, a potential opportunity was recognised to conduct a large scale controlled trial of NoSCoD in Virginia. A further aim of a visit was to evaluate whether and how this could be achieved.
841 It was also said:
7 RELEVANCE OF A TRIAL TO DOUGLAS
It is clear from the data collected during this testwork, together with that determined by Golder, that the Virginian clays are very different in behaviour to the Douglas and Yoganup clays. Atterberg Limits also show that the Virginian clays have much lower plasticity. They appear to dewater more easily certainly than Douglas clays, they result in much higher non-segregation limits (i.e. higher densities required) and it would not be surprising if they consolidate and drain more rapidly.
In these regards, the Yoganup clays are much more similar to the Douglas clays and in fact plot almost on the same curve for segregation limit vs fines content.
A trial of NoSCod at Yoganup would therefore probably give results closer to those that would be achieved at Douglas.
However, the aim of the large scale test is not to directly mimic performance at any one future site, but to demonstrate that NoSCod can be achieved consistently in practice and that the results can be predicted with adequate accuracy. In that respect, a trial at Concord should be as effective as at Yoganup.
A trial at Concord also has the benefit of being in a high clay deposit in rich farmland, where swell is a major issue. This does help to highlight at least some of the issues that will be faced at Douglas.
842 Further, in an email dated 4 August 2013 from Mr Scammell it was pointed out that there was a difference between mineral sands tailings and alumina tailings, and therefore the testwork needed to be different.
843 Nothing concerning what was occurring at Old Hickory assists SNF to establish a lack of inventive step.
Beenup
844 BHP implemented SDITB at Beenup from 1996 to 1999. Flocculant was added in aqueous solution 10 metres before the discharge point and at the discharge point. Dr Farrow witnessed SDITB being performed at the Beenup mine. Dr de Kretser was also aware of SDITB at the Beenup mine, although he did not personally visit the mine.
845 But I agree with BASF that the process trialled at the Beenup mine bore little resemblance to the process claimed in the opposed applications.
846 First, although it was stated in the affidavit of Mr Cigulev that “[t]he process used at Beenup was a co-disposal process whereby separated waste streams of coarse and fine materials were recombined for disposal” and also that “[t]he process used at Beenup was a co-disposal process”, this evidence was incorrect.
847 Mr Cigulev confirmed, when cross-examined, that the process implemented at Beenup involved removing sand, rather than adding it:
So what you did was you didn’t add sand to the fines; you took sand away; is that correct?---In this instance, yes…
[T]he process was inefficient and sand was in there due to that inefficiency. So it wasn’t a conscious act. In fact, we consciously tried to remove the sand, but we – the device we had to do that, it was not an efficient device.
Yes. Thank you. So that you didn’t at Beenup take a stream of slimes or clay, a separate stream of sand, and combine them, did you?---Initially, we did and we found that it didn’t work…
But you accept that there was not a conscious combination of sand added to a stream of fines?---No. In – in – yes, there was no – in fact, we were trying to remove the sand. So there was no conscious – you know, decision to add sand
848 Second, the process trialled at Beenup was a traditional settling and sedimentation process. So much was apparent from the evidence of Mr Cigulev to the following effect:
And, here, you describe depositing the treated materials into a tailing pond filled with water. Do you agree?---Yes, that’s correct.
Now, that tailings pond or dam was a water-filled dam analogous to a thickener, wasn’t it?---Yes…
[T]his tailings dam was a large dam, with a high wall. You would agree with that?---That is correct, yes. I would say that. Absolutely.
Yes. And it was filled with water?--- Yes. Correct.
So it would take a long time for solid material to build up from the floor of the dam to the top of the wall?---Not long enough, in hindsight, but, yes, it would.
Yes. And how it would work is that the tailings discharged into the dam would settle down to the floor of the dam and gradually pile up?---That’s correct, yes
849 That evidence made plain that the tailings area was full of water, like a thickener, with the tailings deposited into that water gradually rising up. To the extent that stacking occurred, this was because, as Dr Farrow explained, it was well known that sand in tailings will accumulate close to the discharge point and form stacks.
850 Third, the process trialled at Beenup did not work. Now Mr Cigulev gave evidence that there were many reasons why the mine closed, but he confirmed that one of them was tailings disposal. Indeed, when Dr Farrow visited that mine in 1998, during the period when the process implemented by Mr Cigulev was in operation, what he observed was a tailings disposal process with as he described it “very poor operating performance”.
Londonderry
851 The mine operator at Londonderry implemented SDITB adding the flocculant in aqueous solution at two points in the tailings pipe between the hydrocyclone and the deposition area from 1980 to 1985.
852 Mr Woolley took photographs of the deposited tailings. Mr Woolley’s photograph that I have reproduced showed the deposited tailings approximately one week after deposition had ceased:

853 There were a number of problems with the evidence adduced by SNF as to what happened at the Londonderry mine between 1980 and 1984.
854 First, the evidence adduced by SNF was given by the same two witnesses, Mr Woolley and Mr Coleman, who had previously given evidence regarding the work at Londonderry in the 2008 proceedings. But their evidence in the present proceedings had some significant differences to the evidence they gave in the 2008 proceedings.
855 A comparison of the affidavits given by Mr Woolley and Mr Coleman in the 2008 proceedings with those given in the present proceedings reveals that the present affidavits given by Mr Woolley and Mr Coleman contain a significant amount of further evidence and detail concerning events occurring in 1980 and 1984 respectively.
856 Second, both Mr Woolley and Mr Coleman confirmed that they had given this new evidence without obtaining any further materials which assisted them to recall events occurring more than 30 years earlier and even though Mr Coleman had understood that it was important to provide detailed evidence in the 2008 proceedings. This makes this new evidence of problematic probative value.
857 Mr Woolley and Mr Coleman visited numerous mine sites in the decades after their work at Londonderry. The evidence of Mr Coleman was that he was “making fifty or sixty visits a year, possibly more than that” to mine sites over a 40 year period and “one of those mine sites was Londonderry”. The evidence of Mr Woolley was that he had visited “a number of mine sites”, not all of which he could remember, because “age takes one’s memory, to some extent”. In these circumstances, I cannot have great confidence that Mr Woolley and Mr Coleman were not in giving evidence before me unintentionally reconstructing what they thought might have occurred at Londonderry between 1980 and 1984 rather than truly recollecting what happened at that mine.
858 Let me dwell on this risk of reconstruction.
859 Insofar as Mr Coleman was concerned, the evidence established that he had between giving his evidence in the 2008 proceedings and these proceedings, reviewed photographs of trial work undertaken by Ciba at CRL, photographs of trial work undertaken by Ciba at Ardlethan, the Bulga video and the 2011 OreBind video, and given detailed evidence regarding those photographs and videos before the delegate in 2014. But when Mr Coleman was cross-examined about this before me, he had no recollection of viewing the CRL photographs or the Ardlethan photographs and he was adamant that “I’ve never seen a – an Orebind technology”, even though he had given six pages of affidavit evidence concerning the relevant video before the delegate.
860 Insofar as Mr Woolley was concerned, he could not explain how he had recalled some aspects of the new evidence included in his affidavit in the present proceedings (“I don’t know. I’m being honest. I don’t know”). Moreover, he confirmed that other aspects were based solely on his recollection of events occurring more than 37 years ago and conversations he may have had with Mr Coleman over the years. Further, Mr Woolley did not prepare, and was not able to identify the origin of, the diagram annexed to his affidavit or the text appearing in that diagram, which purported to depict what was described in his affidavit as “the Londonderry Process I installed in 1980 at the Londonderry Mine”(emphasis added). To the contrary, his oral evidence was:
So you were just provided with the document at tab 22.2, and all of the text appearing in that document - - -?---None of that’s mine. I – I – I – this is all – I would say this is all – would have been done by probably Ron, or it’s Ron’s – it – certainly I didn’t do this. It was just put in the affidavit to … represent the process out there.
861 It is likely that Mr Woolley and Mr Coleman were before me reconstructing what they thought might have happened at Londonderry by reference to photographs, videos and documents they had subsequently reviewed, and conversations with one another, and by reference to the numerous mines they had visited since 1980 and 1984 respectively.
862 Further and as BASF points out, the unreliable nature of the new evidence given by Mr Woolley and Mr Coleman was demonstrated by various inconsistencies between the evidence they gave in the 2008 proceedings and that which they gave before me.
863 In the 2008 proceedings, Mr Woolley gave evidence that the tailings at Londonderry were deposited into a water filled area and the solids sunk to the bottom under the water:
And so the water sits in that pond and the discharge falls into that and the solids sink to the bottom?---Yes, and the water is obviously moving on because you’ve got a large surface area with a dam. The flow is naturally flowing on—
864 But in his affidavit in these proceedings, Mr Woolley deposed that the “tailings were deposited from the outlet pipe onto the sloped side of the tailings dam wall” and that “further treated material was deposited from the outlet pipe onto the solids which remained on the dam wall”. Not only was that evidence inconsistent with the evidence he gave in the 2008 proceedings, but it was inconsistent with the evidence given by Mr Coleman in these proceedings, who explained that:
The – the surface water that would be squeezed to the top would run off the dam, most of it, but then the dam would then be let – let sit for a while, and there would be a bit of water on top of the dam after that dam was no longer being used, which would dry out first, and then – the material underneath it would – would open up and crack and dry very quickly.
865 Further, in the 2008 proceedings Mr Woolley exhibited a diagram of the process which he said that he installed at Londonderry in 1980. In the present proceedings, he annexed a different diagram of the same process. There were a number of differences between those diagrams concerning the depiction of the pump relative to the hydrocyclone and a lack of clarity concerning the function of the relevant pump, and the depiction of the region of the dosing of flocculant. The same inconsistencies existed between the two diagrams put into evidence by Mr Coleman in the 2008 proceedings and these proceedings. Further, the diagram exhibited by Mr Coleman had a further inconsistency, namely, it depicted five different flocculant addition points (D1 to D5), rather than the three in the diagram in the 2008 proceedings (D1 to D3). There was a note on the later diagram, which was not on the earlier diagram, stating:
Flocculant Addition Points D4 and D5
These final points were changed whenever the pipework to the outlets changed position. The locations of D4 and D5 shown were typical for the O5 outlet.
866 Further, in the 2008 proceedings Mr Woolley described the contents of a conversation he had had with Mr Ernie Upton in 1980. In the present proceedings, decades after that conversation apparently occurred, and years after he gave his evidence in the 2008 proceedings, Mr Woolley provided a different description of the detail of that conversation, including that Mr Upton wanted “to improve the rate of water recovery at the Londonderry Mine” and that he “needed to clear the solid materials from the deposition area and to recover the water from the tailings dam more quickly”.
867 Further, in the 2008 proceedings Mr Coleman gave evidence that he had walked on the surface of the dam at Londonderry six weeks after deposition. In the present proceedings Mr Coleman deposed that “[a]fter 2-3 weeks the area could be walked on by humans” and that “I walked on the dried tailings only a few weeks after the outlet pipe was moved to a new area”. In cross-examination, Mr Coleman acknowledged that the new evidence he had given was wrong:
Your recollection in 2010 was, wasn’t it, Mr Coleman, that you walked on the dam after six weeks?---That’s correct.
And you didn’t suggest to the court when previously asked questions about this that you’d ever walked on it any earlier, did you?---On reflection, I don’t know that I did walk on it at the two or three weeks. I walked out to the dam, and I could see that you could walk on it and people were walking on it…
Page 12, the very first line?---I’m sorry. I walked on it – I said a few weeks. I should have said “six weeks” there, shouldn’t I, to be more consistent.
868 In the 2008 proceedings, Mr Coleman gave evidence that he thought that in the disposal area at the Londonderry mine “there were some coarser particles at the bottom, some finer ones at the very top”. In contrast, in the present proceedings Mr Coleman deposed that the deposited material was “a homogenous mix of coarse and finer particles” and that he “did not observe the build-up for a sedimentary layer of sand”. Not only was this inconsistent with his oral evidence in the 2008 proceedings, but it was also inconsistent with his evidence in cross-examination that he would expect some of the coarse sands materials to “escape the agglomeration process” and to “fall to the bottom a bit quicker”.
869 Further, and in any event, the process implemented at Londonderry was not a co-disposal process.
870 The evidence of both Mr Woolley and Mr Coleman was that a hydrocyclone was used at Londonderry to separate the sand (the coarse fraction) from the waste, which was “fine and watery”, and that it was the waste that was treated with flocculant and disposed in the tailings area. In this respect, Mr Woolley confirmed that the whole objective of the Londonderry process was to separate the sand from the fine and watery waste. As a result, Mr Coleman confirmed that the waste being treated at Londonderry was “much more watery” than thickener underflow, indeed, he likened it to “a thickener feed” and described it as “a relatively thin liquid solution”.
871 Moreover, both Mr Woolley and Mr Coleman gave evidence that the waste treated at Londonderry was a “solution of approximately 3% solids”. This very low level of solids concentration made it problematic that it would have achieved improved rigidification as taught in the opposed applications. As Dr Farrow explained in some detail, the process claimed in the opposed applications requires a sufficiently high initial concentration (as often is achieved in a thickener underflow) so that there is the prospect of being able to create a network structure through the addition of flocculant. That evidence of Dr Farrow accorded with the teaching in the opposed applications that “[t]he fine tailings or other material which is pumped may have a solids content in the range 10% to 80% by weight. The slurries are often in the range 20% to 70% by weight, for instance 45% to 65% by weight”. The evidence of Dr Farrow was also confirmed by the practical experience of Mr Schmidt, who gave evidence that:
In your experience, what is the lowest solids concentration in thickener underflow where you’ve effectively achieved rigidification?---I’m just trying to think. There has been some very low ones…I’ve got a feeling it’s somewhere in the 30 per cent to 40 per cent, I’m thinking. I’ve got a feeling it’s alumina industry that the lowest underflow densities I’ve seen…
872 The evidence of Dr Farrow on this point was also confirmed by the findings of Mr Bembrick in the ACARP report, who wrote after a two year research program that:
The Underflow density needs to be greater than 35% wt/wt solids (SG > 1.20) for a suitable beach to form. Treating slurry with low initial solids content causes the slurry to move further away from the discharge point increasing the chance of floc shear and clarified water contamination (no beach).
873 Similarly, Dr de Kretser recognised that it would be advantageous to have a significant solids concentration rather than a minimalist solids concentration. Further, it is to be noted that when Iluka in October 2000 undertook confidential research into the use of flocculants to inhibit segregation many years after Mr Woolley and Mr Coleman had undertaken their work at Londonderry, Iluka did not trial the effect of secondary flocculation on tailings with less than 33 wt% solids.
874 Accordingly, and as Dr Farrow said:
[T]he low solids concentration (3 wt%) is insufficient for a networked structure to be formed since the particles are not in sufficient close proximity. In the case of Londonderry, the solids concentration was ~3 wt%, but this included a sand fraction, which means the number of particles per unit volume, and hence their respective proximities, would be even less favourable for network formation …
875 Further, Mr Woolley confirmed that the process at Londonderry resulted in “a watery discharge” because “it’s only 3 percent up the pipeline”, that there was a “watery depression” at the point of discharge, and that there was a watery channel running away from the point of discharge. Mr Coleman confirmed that little flocs compressed together as they settled in the tailings area at Londonderry, that water on top of the deposited material dried out first, and that the material underneath “would open up and crack and dry very quickly” thereby aiding evaporation. Mr Coleman considered this process was “pretty similar” to the flocculation process used in a thickener.
876 In my view, all of this evidence also accorded with the three photographs of the Londonderry process, which depict a very watery discharge of material that spread in a flat form over a large tailings disposal area as it cracked and dried out. This bears little resemblance to a process of improving rigidification as taught in the opposed applications.
Other evidence
877 There was other evidence of other trial work of SDITB which had problematic value. Apparently Ms Herzig attended a lecture by Professor Ralston about his work on SDITB at mineral sands and red mud mines in Western Australia testing flocculant added in solution in a co-disposal process, deposited onto a slope and achieving stable deposition of co-disposed tailings. I must say that I found this indirect and hearsay evidence of little value.
878 Further, apparently Dr de Kretser was also aware of Rio Tinto undertaking trials of SDITB adding flocculant in both aqueous solution and powder form at its Labrador City mine in Canada before the priority date. Further, by the priority date a plant trial of SDITB was apparently being developed by Rio Tinto for commencement in 2003. But again the form and content of this evidence meant that it had little probative value.
879 Further, SNF has also relied upon the prior art publications referred to later in my reasons in relation to s 7(3), which it says disclose the use of SDITB processes including in co-disposal processes. For example, SNF says that each of the processes described in the Pearson patent (1996) and the Condolios patent (1982) involved SDITB in co-disposal processes adding the flocculant in aqueous solution. I will discuss these later.
880 Further, SNF says that the opposed applications acknowledge that the practice of SDITB adding flocculant in aqueous solution was known before the priority date. But the opposed applications teach that those attempts had proved to be unsuccessful.
881 In summary, none of the above evidence in my view assists SNF to show a lack of inventive step.
(e) Ciba’s trial work
882 Mr Bruce Caine QC for SNF submits that evidence of an inventor’s conduct is plainly relevant and admissible for answering questions relating to inventive step. For present purposes I am prepared to accept that evidence of an inventor’s conduct can be of secondary significance. As I noted in BlueScope Steel at [38]:
Fourth, there are examples of trial judges having treated as relevant and admissible, on the question of inventive step, evidence of what the inventor actually did. I do not need to dwell on these examples as I am prepared to accept for present purposes that what an inventor did or thought may have secondary significance or relevance. And indeed when one analyses such examples, it seems that the inventor’s evidence was used more to fortify the primary evidence and analysis on inventive step, consistent with the characterisation of secondary significance.
883 Accordingly, I can and should have regard to the evidence about how and why Ciba went about implementing SDITB at various mines including Yarraman, Sandalwood and Ardlethan and the reactions of senior people within Ciba when Mr Scammell and Mr McColl reported on their laboratory trial work at Yarraman.
884 Now Mr Bellwood, Mr Scammell and Ms Beveridge give evidence regarding their understanding of the work performed by Mr Adkins, Mr Gallagher and Mr Parker prior to August/September 2002 in relation to SDITB adding both powder and solution. Their evidence was that the work revealed that adding flocculant in solution in SDITB would be ineffective, they did not believe it would be possible to achieve effective mixing of the flocculant if added in solution near the end of the outlet pipe, and they were surprised by the results achieved in the laboratory testwork by Mr Scammell and Mr McColl.
885 But SNF says that it is clear that the understanding of Mr Bellwood, Ms Beveridge and Mr Scammell regarding Ciba’s prior trial work did not reflect the understanding of those persons directly involved in that work.
886 Now as at August 2002, Ciba had only tested SDITB adding the flocculant in solution at two mines in laboratory trials at:
(a) Suriname in September 2000; and
(b) an unknown location in the US in 2000.
887 Further, as at August 2002, Ciba had not undertaken any sighter trial or plant trial work testing SDITB which involved adding flocculant in solution. The only sighter trial and plant trial work of SDITB by this time, involved adding flocculant in powder form, and then only in relation to red mud tailings created in alumina mining where there were typically long transit times.
888 Ciba undertook laboratory trial work of powder and solution at Suriname in September 2000. A report dated 8 September 2000 was prepared by Mr Adkins and Mr Parker (the Suriname 2000 Report).
889 At Suriname, the flocculants tested were added both as a powder and as an aqueous solution. The testing was evaluating the influence of dose and residence time. Mr Bellwood acknowledged these are two important variables when evaluating the performance of a flocculant in SDITB, because the residence time has an important effect on whether or not the yield strength is degraded over time.
890 At Suriname the residence time for the tailings from the thickener to the deposition area was in the order of 60 minutes. It was common for tailings to encounter transit times of this order in the alumina industry. Tests were undertaken to simulate pipe residence times of between 10 and 137 minutes. Yield strength was measured at 10, 60 and 90 minutes. There was no testing of at mixing times less than 10 minutes.
891 The Suriname 2000 Report highlighted that the addition of powder was the product of choice where it was desired to add the flocculant at a point where the treated slurry would be in transit for approximately 60 minutes. As recorded in the report, the powder product had “a strong resistance to shear degradation and, as such, offers an extended effective working environment”.
892 The Suriname 2000 Report recommended dry powder for use at Suriname principally because of its ability to withstand shear degradation over long transit time.
893 Now Mr Scammell understood from the Suriname 2000 Report that some of the trials at Suriname involved adding the flocculant in aqueous solution and being subjected to 10, 60 and 90 minutes mixing times. Further, he understood that 10 minutes was the shortest time that was tested, and that if shorter periods had been tested, the test may have highlighted more benefits of the solution addition method.
894 With respect to the 90 minutes mixing time designed to simulate a residence time of 90 minutes, Mr Scammell accepted that if flocculant in aqueous solution was mixed with the tailings for 90 minutes, the yield stress and the slump height of the tailings on deposition would be affected significantly, as the Suriname 2000 Report showed. Mr Scammell accepted that he would not have been surprised that adding a flocculant in solution then subjecting it to 90 minutes of mixing time would produce a poor result. Mr Scammell accepted that the Suriname 2000 Report did not disclose to him that solution addition was ineffective, but rather that solution addition was not as effective as powder addition in extended transit times of 10, 60 and 90 minutes.
895 Similarly, Mr Bellwood gave evidence that someone reading the Suriname 2000 Report who wished to flocculate tailings and who was aware of the way aqueous solution performed in a pipeline would know that the transit time of 60 to 90 minutes would cause the flocs to rapidly form and rapidly degrade.
896 In summary, the laboratory tests undertaken at Suriname in 2000 demonstrated that powder was more effective than aqueous solution where there was a transit time of at least 10 minutes after the flocculant was added. But there was little in that work that taught anything about the comparative performance of the addition of powder versus solution where the transit time was less than 10 minutes after the flocculant was added.
897 I would also just note at this point that the Adkins paper presented at the Minerals, Metals and Materials Society annual meeting in Washington in February 2002, included results from the trials conducted at Suriname in 2000. Further, results from those trials appear to have been referred to in the Dymond paper.
898 Let me move further forward in the chronology. In October 2000 and May 2001, Ciba undertook laboratory trial work of SDITB adding the flocculant in powder form at Alcoa Pinjarra.
899 A range of tests were conducted using various mixing regimes to disperse the powder into the slurry, ranging from (alone or in combination) repeated cylinder inversions (a minimum of 10), high shear mixing for up to two minutes and tumbling for up to 120 minutes.
900 Mr Bellwood accepted that:
(a) the documents recorded the results of slump tests conducted on the last washer underflow from Pinjarra on 11 October 2000 and May 2001;
(b) the results were measured after mixing times after 15, 30 and 60 minutes; and
(c) there was no test of flocculant added in solution.
901 These tests were clearly undertaken to simulate the long pipe line residence times at Pinjarra. There was nothing in the laboratory trial work at Pinjarra that taught anything about the comparative performance of the addition of powder versus solution. There was a comparative reference to brine, but this is not on point.
902 The following evidence was given by Mr Bellwood:
MR CAINE: If you go forward to 794, you will see that again, they’re Pinjarra slump tests, this time on 12 February 2001?---Yes.
And you will see there’s an AW50 number there?---Yes.
That’s a reference to – if you turn the page to 795, it’s Alclar W 50?---Yes. That’s- - -
And then if you go to 796, you will see some more slump tests on Pinjarra slurry in May 2001?---Yes.
Now, may I take it that – sorry. Were you aware of any of those slump tests in either October 2000, February 2001 or, in the last case, May 2001?--- No. I wasn’t.
If you go to 795, you will see that what is plotted in the graph, as we see on the righthand side, is that product in three forms: dry, in a PEG slurry and in brine. Do you see that?---Yes.
We’ve spoken about the slurry form of the product. Using calcium brine is the third method, is it not?---I – I know that that’s – from – from my subsequent knowledge of things that were evaluated at that time, I know they were looking at a calcium – calcium chloride or calcium bromide brine as a potential carrier.
Yes?---So I’m happy to assume that that’s what’s meant by “brine” – “brine” in this case.
And I will put to you for the moment – and we can deal with it later on – that using calcium brine is something that’s only useful in the alumina industry?---Well, the – the – the – the calcium has a strong potential to affect the overall solubility of these polymers, and so it would only be useful if there was something that would completely remove the calcium from the system when it was added and so the calcium potentially then wouldn’t inhibit the ..... solubility of the polymer.
And we see in the graph at 795 that the best-performing product was Alclar W50 when it’s added dry?---Again, it depends upon how you define best-performing product. But certainly it acts quicker than the PEG - - -
Yes?--- - - - and the rheology is – is slightly more sustainable on the long-term.
And you will see that the transit time that was considered – from the raw data above the graph – was at three or four points: zero, 15, 30 and 60 minutes?---Yes.
And what was not tested there is the use of any product in the form of an aqueous solution?---That’s correct, yes.
903 Further, laboratory and field trial work was conducted at Point Comfort, Texas being:
(a) initial laboratory trial work (on an unstated date);
(b) three “side stream” trials conducted in November 2000, February 2001 and May 2001;
(c) “full scale tests” conducted in late 2001; and
(d) slump tests on Point Comfort underflow conducted in April 2002.
904 Mr Bellwood accepted in relation to the laboratory trial work at Point Comfort that the tests involved the addition of flocculant as powder and there was no testing of the flocculant added in aqueous solution.
905 It is clear that the field trials at Point Comfort prior to May 2001 involved the addition of flocculant in powder form. Further, it would seem that the photographs in the Dymond paper make it clear that the trial work in the photographs was carried out at Point Comfort prior to May 2001. The presentation refers to the flocculant being added in a PEG slurry (i.e. in powder). The presentation also discloses that in the trial, the flocculant had 10 minutes in transit to the deposition area prior to depositing the tailings.
906 The Adkins paper also discloses the results of trials at Point Comfort. Mr Bellwood accepted that the Adkins paper disclosed that the optimum dose point for powder addition in the conditions tested was a residence time of 60 minutes, being a transit time frequently encountered in the alumina industry in the treatment of red mud slurries, where the deposition area was a distance from the refinery. Mr Bellwood accepted that the Adkins paper was referring to the addition of flocculant in powder “under conditions of extended conditioning”, which was a reference to extended transit time.
907 Now the Point Comfort trial work:
(a) was directed to the Gallagher process which was designed for long transit times and the tests were consistent with evaluating the performance of flocculant over long transit times (10 to 90 minutes), which was suitable for powder addition but not solution addition; and
(b) there was nothing in the trial work undertaken at Point Comfort that taught anything about the comparative performance of the addition of powder versus solution.
908 Further, there was laboratory trial work on red mud in 2000 in the USA. A three page Ciba document headed “Document 478” was originally discovered in the Canadian proceedings in respect of the Canadian patent. This document apparently records the results of laboratory trial work undertaken by Mr Gallagher in the US in 2000 on red mud. This document is the only Ciba document recording the results of any trial of flocculant added in aqueous solution in which the results were measured after mixing times of less than 10 minutes. The highest viscosity recorded for the aqueous solution was higher than the highest viscosity recorded for the powder flocculant.
909 Dr de Kretser’s evidence was to the effect that Document 478 discloses the following matters:
(a) first, the addition of the same dose of aqueous and powder flocculant into separate samples of red mud slurry;
(b) second, the mixing of the flocculants in the samples for times between 1.5 minutes and 60 minutes and measuring changes to the viscosity of the slurry over time after addition; those mixing times equated to transit times of between 180 metres and 7.2 kilometres based on a typical flow rate of 2 m/s;
(c) third, the highest viscosity recorded for the aqueous solution being measured at 1.5 minutes, but no measurements of viscosity being taken for shorter mixing times; Dr de Kretser expected that the peak level of flocculation for aqueous solution, and therefore viscosity, would have occurred within 10 to 20 seconds;
(d) fourth, the highest viscosity recorded for the powder flocculant being measured at 4 minutes; the highest viscosity recorded for the aqueous solution was higher than the highest viscosity recorded for the powder flocculant; and
(e) fifth, after a period of mixing, the viscosity decreasing for both powder and solution.
910 Mr Bellwood’s evidence in relation to Document 478 was to the effect that:
(a) it records the results of a laboratory test plotting viscosity against agitation time;
(b) the agitation time was to simulate transit time in the pipeline;
(c) a comparative evaluation of flocculants added in solution and powder was undertaken to determine their relative performance in maintaining the viscosity of a slurry;
(d) the flocculants and the material being treated were agitated by a four blade lab mixer for the amounts of time recorded on the horizontal axis;
(e) the flocculant added in solution achieved peak viscosity at 1.5 minutes;
(f) the flocculant added in powder achieved peak viscosity at 4 minutes;
(g) the flocculant added in solution achieved a peak viscosity higher than the peak viscosity achieved with powder;
(h) the peak viscosity built up by the solution addition was lost as the agitation (or transit time) increased; and
(i) the graph did not suggest that flocculant added in aqueous solution was ineffective.
911 Dr Farrow gave consistent evidence and accepted the following:
(a) The test work involved adding the same dose of aqueous and powder flocculant into separate samples of the slurry and measuring the viscosity of the two suspensions as a function of mixing time after the flocculant had been added.
(b) The reduction in viscosity over time was caused by the shear forces caused by continued agitation (the lab mixer).
(c) It was known that when flocculant was added in aqueous solution, it flocculates very quickly “in a matter of seconds”.
(d) The peak level of flocculation for aqueous solution would be at shorter times than 1.5 minutes and that it could be in the order of 10 seconds depending on mixing efficiency.
(e) The difference in the two peak viscosity values was consistent with the more rapid development of structure where the flocculant was added in the form of an aqueous solution.
(f) The graph demonstrated that significantly higher viscosities could be obtained by adding flocculant in aqueous form than for adding a flocculant in powder form, provided the mixing time was sufficiently short.
912 In summary, the difference in the two peak viscosity values was consistent with the more rapid development of structure where the flocculant was added in the form of an aqueous solution. The graph demonstrated that significantly higher viscosities could be obtained by adding flocculant in aqueous form than for adding a flocculant in powder form, provided the mixing time was sufficiently short.
913 Further, as I have indicated, the Dymond paper presented in May 2001 at the PTT conference alluded to Ciba’s trial work at Point Comfort and Suriname. As I have said, the paper was given on 10 and 11 May 2001 in Pilanesberg, South Africa and titled “Beyond Conventional Flocculation”. Dr Farrow attended the conference.
914 The paper reported on “New Disposal Techniques”. One of them was “Dry/Convex/Dome Stacking” (i.e. not sub aqueous). The benefits were said to be to minimise disposal area, improve liquor release and eliminate sand segregation. It was said that dry stacking was “not a new technique in itself, but a polymeric technique has been developed to enhance the materials that can utilise the benefits”. Reference was then made to the fact that for a slurry to stack (heap/dome) it required a threshold viscosity usually related to its yield stress. It then said:
It might be anticipated that thickener underflows would [inherently] be beyond this threshold. However, many slurries arise from a flocculation process and this delicate consistency is often lost through the higher shear forces of pumping to disposal.
915 The following was then reported:
New Disposal Techniques
For Dry/Convex/Dome Stacking
• Polymer treatment system builds paste structure
• Acts in transit to disposal area
• Soluble polymer added in dry form
• Predictable performance
• Optimum viscosity at point of stacking
• Increases stacking angle/liquor release
• Minimum capital outlay
A polymer treatment has been developed to enhance slurry structure such that an increased viscosity is provided at the point of stacking.
An agitation stage is required but utilises the prevailing pipeline mixing conditions.
Soluble polymer - not an absorbant [sic: should be adsorbant] - as liquor release is required at stacking.
Added dry- no extensive pre-dissolution or dilution of the slurry.
Gives controllable response to dosage and conditions.
Achieves the rheology required at the point of placement.
Yields increases in slump [angle] and liquor release is maintained.
Does not require a high capital installation.
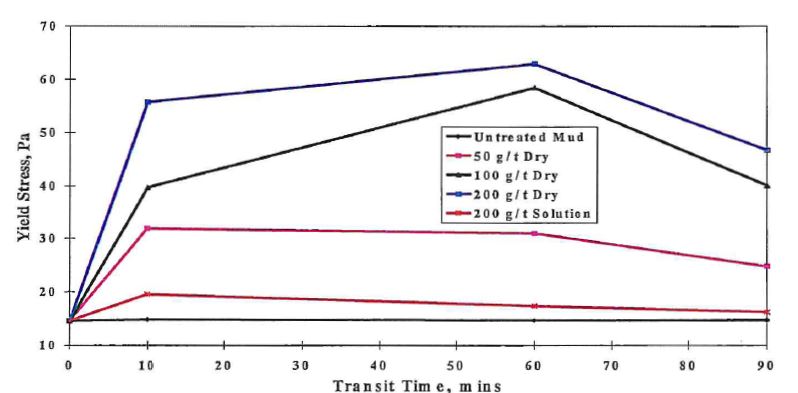
This graph shows a typical viscosity response to polymer dosage and pipeline transit time. Applied as a solution the 200g/t treatment is not only impractical but does not achieve the same improvement. The effect is shallow and the viscosity quickly breaks down.
916 I would note that several points can be made.
917 As seen from the graph, what was presented as favoured was adding polymer (i.e. the flocculant) in dry form (as per the top three lines on the graph).
918 Further, it was reported that the solution treatment was not only impractical but did not achieve the same improvement (as per the bottom red line on the graph) as adding polymer in dry form.
919 But it is important to note that results in terms of yield stress were not reported for any period less than 10 minutes transit time except zero. In other words, for less than 10 minutes transit time, in terms of any increase in yield stress, adding polymer in aqueous solution may have had considerable advantages over any addition in dry form. As I have said in discussing Document 478, in evidence were graphs which showed improved performance (viscosity) of the aqueous form of polymer over the powder form at 1.5 minutes or less including obviously 10 to 30 seconds. In other words, all else being equal, shorter transit times (less than 1.5 minutes) favoured the aqueous form over the powder form in terms of increased viscosity and correspondingly higher yield stress. To put this in context, assuming a typical flow rate in a tailings pipeline was about 2 metres per second, a transit time of 1.5 minutes would correspond to a pipeline transit distance of 180 metres.
920 The Dymond paper presented on a technique developed by Ciba involving the following:
(a) the addition of flocculant to thickener underflow;
(b) one of the aims of the process being “eliminating sand segregation”;
(c) enhancing the slurry structure such that increased viscosity was provided at the point of stacking, resulting in increased stacking angle and the release of liquor;
(d) measuring the development of yield stress in the material comparing the addition of dry powder at various doses including comparing dry powder and solution; and
(e) measuring the development in yield stress after mixing times of 10, 60 and 90 minutes.
921 The paper concluded that the equivalent dose of flocculant “applied as a solution…does not achieve the same improvement. The effect is shallow and the viscosity quickly breaks down”. But as I say and I do accept, the asserted benefits of powder over aqueous assumed that there were long transit times for the treated tailings after the point of addition. This is apparent from the results recorded in the Dymond paper that:
(a) when measured at 10 minutes transit time (equating to 1.2 kilometres assuming a flow rate of 2 m/s), flocculant added dry developed a greater level of yield stress (of 55 Pa) and maintained that yield stress through to about 60 minutes transit time after which the yield stress started to reduce; and
(b) after 10 minutes transit time, the yield stress of the material treated with solution was only 20 Pa and it slowly broke down thereafter.
922 Mr Bellwood accepted that:
(a) the Dymond paper does not say anything about the effectiveness of solution at shorter residence times than 10 minutes;
(b) the results do not reveal whether, when the flocculant was added in solution, it reached peak viscosity between zero and 10 minutes, and then declined to the point that is recorded at 10 minutes; and
(c) the peak yield stress for solution may have been a lot higher than the peak yield stress for flocculant added as a dry powder.
923 Further, there are laboratory trials referred to in the Gallagher patent. There are four examples in the Gallagher patent all of which are laboratory tests which simulated transit times of 60 minutes by gently agitating the treated material in a lab tumbler for 60 minutes. There are no examples of field trials.
924 Now the Gallagher patent asserts that flocculant added as a powder is far better than flocculant added as a solution, suggesting that comparative trial work had been undertaken by Ciba. But I do accept that none of the examples in the Gallagher patent involved testing flocculant added in solution. Indeed, it can hardly be said that it teaches in favour of use of the aqueous form. Clearly it teaches in favour of the dry form.
925 The Gallagher patent pointed out an important difference between solution addition and powder addition. The viscosity of the material treated with powder does not increase or decrease as rapidly as material treated with flocculant in solution. Accordingly, the Gallagher patent made clear that one difference between dry addition and solution addition was the time required to obtain the rigidifying effect and the time in which it would break down.
926 Now Ciba’s then understanding of the significance of residence time in the use of powders and solutions is also reflected in an email on 19 November 2001 from Mr Parker to Mr Cameron and others at Ciba in which Mr Parker noted in relation to the Gallagher process that “the whole idea is just to rebuild yield stress that is lost through pumping when the flocculated structure is broken down”. Mr Parker noted that: “With dry addition we have continuous dissolution over 30-60 mins thus always have floc available to rebuild yield stress”.
927 What may be gleaned from the above material that supports SNF’s case? In my view, not that much. On any view the Gallagher patent was hardly teaching towards flocculant in aqueous form. But clearly this material demonstrated that the aqueous form may be preferable for very short residence times.
928 Let me at this point say something about Ciba’s “Standard Method of Test”.
929 The fact that Ciba’s trial work just discussed was directed to demonstrating the efficacy of the Gallagher process in the context of long transit times is reflected by Ciba’s “Standard Method of Test” (SMOT) for the use of Rheomax Enhanced Tailings Disposal, the first draft of which at least was issued on July 2002.
930 The SMOT sets out two different test methods for testing flocculant added to tailings inline either in powder form or as an aqueous solution.
931 In the case of powder addition, the method prescribed mixing the flocculant with the tailings and subjecting it to high intensity mixing for one minute, followed by subjecting the tailings to ongoing shear for a range of durations to simulate shear within a tailings transfer pipeline.
932 Contrastingly, for aqueous solution the recommended method involved adding the flocculant into a beaker containing the tailings, and then pouring the material backwards and forwards between another beaker to mix the flocculant into the slurry. Dr de Kretser’s evidence was that the beaker pour method for adding flocculant in aqueous solution was extremely gentle when compared to the high intensity mixing prescribed for adding the flocculant in powder form. This was accepted by Mr Scammell. Mr Scammell’s evidence was that:
(a) he performed beaker pour tests when evaluating the addition of flocculant in aqueous solution to belt press filter feed before the priority date;
(b) consistent with the SMOT, those beaker pours involved taking a sample of the slurry and then mixing it with the flocculant that was being used in the belt press, and then tipping the mixture from one beaker to another a specified number of times in order to simulate mixing; the mixture was then tipped onto a cloth in order to record the drainage of water from the material; and
(c) consistent with the SMOT, the beaker pour method was a low shear way to mix the flocculant in aqueous solution with the slurry, and that the extent of shear imparted on the mixture was determined by the number of beaker pours.
933 Let me now turn to the question of Yarraman.
934 As at April 2002 Ciba was supplying flocculant to the CRL Yarraman mine under a long term contract. That flocculant was added to the thickener in an aqueous solution. Mr Scammell was the Ciba sales representative responsible for the CRL account.
935 In April 2002 Ciba initially set out to market the supply of flocculant as powder for use in the Gallagher process to CRL at Yarraman. As part of that exercise, in May 2002 Mr Scammell and Mr McColl undertook some laboratory tests on site at Yarraman adding a dry powder flocculant to thickener underflow. The thickener underflow comprising fines was not combined with coarse material for these tests, although combined thickener underflow and coarse tails were used in later tests conducted in August and September 2002, which included a test of liquid form flocculant just prior to discharge.
936 In order to test the effectiveness of the powder, Mr Scammell and Mr McColl added the powder to the sample of the tailings and subjected it to mixing times of between 10 and 60 minutes and then measured the slump angle. The sample was subjected to high speed mixing at approximately 1,500 RPM using an “on-off mixer” after the powder flocculant was added to the sample. This process subjected the powder to a lot of mixing energy. Mr Scammell’s evidence is that this was the standard practice he was instructed to follow when testing flocculant added in powder form.
937 On 22 May 2002, Mr McColl sent an email to Mr Adkins and others including Mr Scammell in relation to the May laboratory testwork noting that the results of those initial lab trials did not show any significant difference between the blank and the treated samples, and asked whether the samples should be given more mixing time, as well as whether there was an issue with the use in the trials of a thickener sample which was a few days old.
938 Mr McColl noted that the samples were mixed for up to an hour, but that the realistic transfer time at Yarraman would only be 10 to 20 minutes, being the time it took for the tailings to travel from the concentrator to the discharge point. The initial proposal was to add the flocculant as powder to the tails suction side of the pump in the concentrator on board the dredge. Mr McColl was concerned that mixing the samples for more than an hour would not be representative of the transit times at Yarraman.
939 By 22 May 2002, Mr Scammell understood that there was a problem with using the Gallagher process at Yarraman, given the short residence/transit time that was available at Yarraman. Mr McColl asked whether the mixing time could be reduced by making use of a product with higher solubility. Mr Adkins noted in his response to Mr McColl that solubility of powder can be improved by reducing its particle size, however this was not likely to be economically viable for CRL due to the increased cost.
940 Now at the time Mr Scammell and Mr McColl undertook these trials, Mr Scammell was aware that flocculant added in aqueous solution was less effective than powder addition, but only when long residence times were involved. Let me move forward.
941 In August 2002, Mr Scammell undertook some “very rough” bench tests on site at Yarraman with one test adding flocculant in dry powder form (DPW-1-1332) and one test adding the flocculant (DPW-1-1067) supplied by Ciba for use in the thickener as an aqueous solution. Ciba had been supplying DPW-1-1067 to Yarraman in commercial quantities since around 2000 by reference to this DPW number. DPW-1-1067 was a modified form of Ciba’s commercial flocculant Magnafloc X125, which Ciba manufactured to compete with Nalco’s equivalent emulsion based flocculant. The tailings tested were a combined slurry of thickener underflow and coarse material.
942 Mr Scammell reported on the tests in an email to Mr McColl and Mr Adkins on 19 August 2002. The tests were conducted in early August 2002, some time before he sent that email.
943 In order to test the effectiveness of flocculant added in powder, Mr Scammell added the powder to the sample of the tailings at doses of 12, 31, 40, 53 and 105 g/t and subjected the tailings to manual shaking for two minutes and some spatula knife stirring, and then observed the stacking and water release.
944 In order to test the effectiveness of flocculant added in solution, Mr Scammell added flocculant in solution at a dose of 80 g/t and used only gentle spatula/knife stirring to mix the tailings for 30 seconds. Mr Scammell accepted that this was a low energy form of mixing (consistent with the SMOT), which was different to the mixing he subjected the powder flocculant to in his laboratory tests in May 2002.
945 Mr Scammell understood that in order to meaningfully compare the effectiveness of flocculant added in powder form compared to aqueous solution, it was necessary to subject the two forms of flocculant to different mixing conditions. In particular, he understood that it was necessary to subject the flocculant in aqueous solution to gentle mixing and to measure the results after a short period of mixing, whereas for powder it was necessary to subject the treated tailings to intense mixing and measure the results after a longer period of mixing time.
946 Mr Scammell characterised his decision to test flocculant in aqueous solution as “quite random”. His evidence is that the flocculant being used in the thickener at Yarraman was available to him, so he thought he would “give it a go”. Mr Scammell accepted in his oral evidence that at the time of making this decision he:
(a) appreciated that the transit time at Yarraman was insufficient for flocculant added as powder to work;
(b) already had a lot of experience in using flocculant added in aqueous solution in thickeners and belt press filters;
(c) had particular experience in adding flocculant in aqueous solution in the thickener at Yarraman;
(d) was aware of the difficulties with transporting, storing and administering dry powder at Yarraman, and that these difficulties were greater for powder than flocculant added in aqueous solution;
(e) knew from his work of secondary dosing in the use of belt press filters that flocculants added in solution had to be added close to the end of the pipeline in order to minimise shear thinning; and
(f) knew from his previous experience in using belt presses at Mount Thorley that to get flocculant in solution to work in secondary dosing was a matter of looking at the chemistry of the flocculant, the mixing conditions, and conducting test work.
947 I accept that the knowledge that informed Mr Scammell’s decision to switch the form of the flocculant from powder to aqueous solution reflects the knowledge that the person skilled in the art could have utilised in the same or similar circumstances.
948 Now the results for both powder and solution addition were positive. The flocculant already used in the thickener on site (DPW-1-1067), which was added as a 1% aqueous solution and then mixed gently for 30 seconds, delivered results equivalent to dry powder addition after mixing for two minutes of high intensity mixing. Mr Scammell wrote to Mr Adkins and Mr McColl reporting on the results of those tests on 19 August 2002. Mr Adkins responded to Mr Scammell’s email on 21 August 2002. Just to be clear about his position, Mr Adkins was a research project manager who worked predominantly in the laboratory in Bradford in the United Kingdom, was involved in the trial work at Suriname in 2000 at which Ciba trialled powder and solution addition, was one of the named inventors of the Gallagher patent and, as I have previously said, an author of the Adkins paper.
949 Mr Scammell regarded Mr Adkins as a person who was knowledgeable in relation to the addition of flocculants to thickener underflows, and who was intimately involved in the Gallagher work and the development of the Gallagher process. Mr Adkins was therefore knowledgeable in relation to SDITB.
950 Mr Adkins advised Mr Scammell that:
(a) “When we originally looked at the development of the mud thickening products we investigated emulsions, LDPs and polymer solutions. The effect that you are seeing agrees with our results”.
(b) “Liquid based products would offer significantly greater yield stress improvements for a mud system than the powder based equivalent”.
(c) The downside to adding flocculant in solution was that the yield stress developed in the tailings developed quickly and broke down quickly due to shear thinning. Mr Adkins’ advice was consistent with Mr Scammell’s then knowledge of the use of flocculant in aqueous solution to thickener underflow. I accept that Mr Adkins’ reservation about the use of flocculant in solution was in the context of adding the flocculant on board the dredge at Yarraman, where the residence time was about five minutes.
951 Mr Scammell accepted that Mr Adkins was telling him that the results of Mr Scammell’s August laboratory tests agreed with results of testwork adding flocculant in aqueous solution which Mr Adkins had previously undertaken. Mr Adkins did not express any surprise at Mr Scammell’s results adding flocculant in aqueous solution. Mr Adkins also cautioned against the use of flocculant in aqueous solution as this “might be drifting outside” of the Gallagher patent, but I accept that this was not a technical impediment.
952 Now in a subsequent email from Mr Adkins to Mr Scammell on 21 August 2002, Mr Adkins stated:
Within the Alumina industry, both Nalco and Cytec have previous experience at adding liquid grade polymers, or polymer solutions, to thickener underflow with the aim to thicken the mud. From the information that we have, none of these trials have been successful… from what we understand there are a number of key issues that might lead to poor, or ineffective, treatment.
953 But it would appear that Mr Adkins was again referring to adding the flocculant on board the dredge at Yarraman, where the residence time was about five minutes.
954 Mr Scammell continued to test the addition of flocculant in aqueous solution at Yarraman. This was because he was aware of the difficulties with transporting, storing and administering dry powder at that site, and there was not sufficient pipeline residence time to enable flocculant added in powder form to flocculate the tailings prior to deposition.
955 Mr Parker responded to Mr Scammell’s email on 22 August 2002. Mr Parker was the global head of alumina, and was responsible for the development of the Gallagher process in Australia, involved in the trialling of the Gallagher process at the Pinjarra mine in October 2000, which it appears was one of the examples in the Gallagher patent, and knowledgeable in relation to SDITB. Mr Scammell regarded Mr Parker as someone knowledgeable about the Gallagher process. Mr Parker advised Mr Scammell that the Gallagher process was developed for use when there was a transit time of 60 to 90 minutes, whereas flocculant added in solution tended to give very rapid increase and an equally rapid decrease in yield stress. Mr Scammell accepted that Mr Parker was confirming the matters which Mr Adkins had told Mr Scammell and Mr McColl regarding the effectiveness of flocculant added in solution, compared to powder, and that the benefit of powder addition was limited to long transit times. Mr Scammell understood that adding flocculant in aqueous solution at a point in the pipeline with a transit time of 60 to 90 minutes to the deposition point would not result in a flocculated structure on deposition.
956 Further, in September 2002, Mr Scammell and Mr McColl undertook further laboratory tests at Yarraman adding seven Ciba flocculants in dry powder form, one added as aqueous solution and one as a neat emulsion to a mixture of thickener underflow slimes and coarse tailings. They tested the combined thickener underflow and coarse tailings because CRL was focused on achieving effective co-immobilisation of the coarse and fine materials on deposition.
957 The results of these tests were not reported to CRL until 14 November 2002. The written report was not sent to CRL until 17 December 2002, after Ciba had told CRL about the fact that it could use the same flocculant used in the thickener for SDITB.
958 The report to CRL records the results of tests of powder on 3 and 4 September 2002 and tests of solution on 10 September 2002. The report records that in all of those tests:
(a) the slurry was subject to high shear mixing to create a vortex into which the flocculant was added;
(b) the flocculant was added at doses of 50, 100 and 150 g/t;
(c) the contents were then allowed to mix for 1 minute; and
(d) after this period, the slurry was sampled into different bottles which were subsequently tumbled at 25rpm for 5, 10 and 15 minutes; these mixing conditions were intended to simulate pipe residence times of 5, 10 and 15 minutes.
959 The results for the addition of solution tests in the report are reproduced in the opposed applications. An examination of the results recorded in the report shows that the results of the addition of solution at 100 g/t for a mixing time of five minutes produced a comparable result to adding either of the two best performing powders at the same dose and the same mixing time. In the report Mr Scammell reported that flocculant added in solution performed as well as flocculant added as dry powder when it was mixed for a short time period and recommended that a trial adding the solution form be undertaken on site at Yarraman to determine how effective it would be on a full plant scale operation, and that alternative flocculants in solution may warrant ongoing testwork.
960 Mr Scammell’s evidence was that, based on his September 2002 laboratory tests, he identified that flocculant if added in solution would need to be added 10 to 50 metres back from the discharge point. This is consistent with the disclosure in the opposed applications of 20 metres or 11 seconds from the discharge point.
961 It is notable that Mr Scammell and Mr McColl did not measure the slurry for any mixing times less than five minutes. In Mr Scammell’s August 2002 test, Mr Scammell obtained a suitable result after 30 seconds of mixing of the flocculant in solution. Further, one would expect the highest yield stress created by solution addition would be achieved within a matter of seconds or less than a minute.
962 It would seem that Mr Scammell knew by September 2002 that if it was ultimately decided to add flocculant in solution, the best results would be achieved if the flocculant was added close to the end of the pipeline, being 10 to 15 metres back from the discharge, so as to allow sufficient mixing time. Mr Scammell knew that the solution would perform even better if mixed for shorter mixing times. Mr Scammell accepted that it was only ever contemplated that if the flocculant was to be added in solution, it would need to be added close to the deposition point.
963 I accept that a person skilled in the art would have known, that if flocculant was to be added in solution inline to increase the yield stress of the material on deposition, it would need to be added close to the end of the outlet pipe.
964 Based on the results of a single lab test of solution, Ciba recommended that plant trials of solution addition, and not powder addition, be conducted at Yarraman.
965 Let me now elaborate on the reactions of those people within Ciba directly involved in the Gallagher work to Mr Scammell’s and Mr McColl’s laboratory test results at Yarraman.
966 Mr McColl and Mr Scammell reported on their further laboratory tests conducted on Yarraman tailings on 3 September 2002. This resulted in a series of email exchanges between them and their superiors within Ciba with extensive experience in SDITB concerning results of the tests and what recommendations should be made by Ciba to CRL for further trial work at Yarraman. I accept that those emails demonstrate the awareness within Ciba of the effectiveness of adding flocculant in aqueous solution for SDITB before any testwork had been undertaken by Mr McColl and Mr Scammell at Yarraman.
967 First, in their email of 4 September 2002, Mr McColl and Mr Scammell advised their superiors that they had trialled DPW-1-1067, the emulsion grade flocculant already used on site at Yarraman, as a solution at 60 g/t which required “very low mixing”. They achieved the same result as when they added powder at 100 g/t.
968 Mr Scammell and Mr McColl then received advice from a number of senior people within Ciba in response to their email about their results. Mr Bellwood received many of these emails.
969 Second, on 4 September 2002, Mr Gallagher sent an email to Mr McColl and others (copied to Mr Bellwood and Mr Scammell) in the following terms:
The patent includes powders emulsions and dispersions so all are covered. The performance and mixing of powder grade rheology aids at least in Alumina slurries has always proven to be superior to solutions and emulsions. This is due to the powders actually drawing liquor out of the slurry as they hydrate and the much better mixing efficiencies achieved adding the powder to the slurry. (The mixing of viscous solns or neat emulsion into a viscous and higher density slurry is almost impossible using only the pipeline turbulence)
In your situation where you have only 5 minutes of residence time in the pipeline before deposition and you can use the pump for mixing, the solns or emulsions may be better. We typically found you need 15 - 60 minutes for the powders to be effective at the lowest dosages. You may also find when you trial adding a soln before the pump that it’s performance is decreased from your testwork by all the shear in the centrifugal pump. Adding a neat emulsion before the pump may be successful. We have also theorized that different activators or surfactants may be necessary to achieve this activation in an emulsion, at least when it is added to a pipeline with minimal turbulence.
In summary your situation is different to what the powder grade rheology aids have been designed for i.e. high pressure pipelines with 20 to 60 minutes residence time and no mixing. The fact that you have only 5 minutes residence and the ability to dose before the pump may make it simpler or more difficult in practice. If a result is difficult with solns and std emulsions than modified emulsions may work. Alternatively we also know that powder fines work faster than the standard sized product so this may also be an option.
970 In his email of 4 September 2002, Mr Gallagher advised that:
(a) his work had found that you typically need 15 to 60 minutes residence time for powders to be effective at the lowest dosages;
(b) the situation at Yarraman was different to what the Gallagher process had been designed for (“high pressure pipelines with 20 to 60 minutes residence time and no mixing”);
(c) as there was only five minutes residence time in the pipeline at Yarraman, the addition of aqueous solution or emulsion may be better; and
(d) if there was difficulty with aqueous solution or emulsion, powder fines were an option as they work faster than standard sized power.
971 Mr Gallagher’s email dated 4 September 2002 also advised that the performance of powders had always proven to be superior to solutions and emulsions in alumina. Mr Bellwood understood that this statement was limited to alumina slurries in the context of long transit times. However, Mr Bellwood understood Mr Gallagher to advise that if there was a short transit time, solution addition may be better than powder addition.
972 Third, in his email of 4 September 2002, Mr Parker advised that:
(a) at Yarraman, it was only required to maintain the increased yield stress for five minutes, whereas the Gallagher process was designed for the alumina industry to maintain the increased yield stress for 45-60 minutes; and
(b) Mr Adkins had already tested adding flocculant in aqueous solution, and that the result was a rapid build-up of yield stress and a rapid decrease in yield stress due to shear conditions.
973 Mr Scammell accepted that he understood from Mr Parker’s email that the Gallagher process had been designed for prolonged residence time or prolonged pumping time.
974 Mr Bellwood accepted that he understood Mr Parker was:
(a) drawing a contrast between the very short transit time at Yarraman and the transit times (of 45 to 60 minutes) more commonly seen in the alumina industry; and
(b) advising that Mr Adkins had previously trialled solutions, and knew that the high shear in the pipe causes the structure in the material treated by the solution to rapidly degrade.
975 Fourth, consistent with Mr Parker’s 4 September email, Mr Adkins had sent an email to Mr Scammell and others five months earlier on 29 April 2002 advising them that:
We have evaluated LDPs and emulsions, our patent is predominantly aimed at solids, but does cover particulate products. Yes, liquid grade products will work, however they thicken very quickly and are susceptible to subsequent shear thinning. The rapid rise in mud Yield Stress, is not a favorable feature as it can lead to adverse impact on back pressure in the line and pumping efficiencies.
976 Mr Scammell accepted in relation to Mr Adkins’ 29 April 2002 email that:
(a) the reference to “liquid grade products” was a reference to adding flocculant in solution;
(b) he understood that Mr Adkins was advising that flocculant added in solution will work on red mud tailings;
(c) the issues which Mr Adkins raised concerning the addition of flocculant in solution were limited to if the flocculant in solution was added at the same point as flocculant in powder form, being a long way from the discharge point;
(d) one of the problems with adding flocculant in solution a long way from the discharge point was shear thinning; and
(e) if the flocculant in solution was added a long way from the discharge point, there would be a rapid in yield stress and that this was not a favourable feature because it could lead to an adverse impact on back-pressure in the line and pumping efficiencies.
977 It is apparent that Mr Scammell’s understanding of the difficulties identified by Mr Adkins in his 29 April 2002 email was based on an underlying assumption that the flocculant in solution was added at the same point as the flocculant in powder form being a long way from the discharge point.
978 Mr Bellwood also accepted that the reference to liquid grade products in Mr Adkins’ 29 April 2002 email included flocculant added in aqueous solution, and that he understood Mr Adkins to be saying that Ciba had trialled solutions and they result in a rapid increase in yield stress followed by an equally rapid decrease in yield stress.
979 Fifth, on 9 September 2002, Mr Parker advised Mr Scammell that “adding a solution at the end of the pipeline is flocculation of the stream as has been done in numerous locations but [it] does not offer the extended retention of yield stress for 30 - 60 mins plus as demonstrated by Zenith”.
980 Now, I accept that in none of the above emails did Mr Gallagher, Mr Adkins or Mr Parker tell Mr Scammell or Mr McColl that solutions would be ineffective for use in secondary dosing if added near the end of the pipeline. Mr Scammell accepted that Mr Gallagher and Mr Adkins were advising him that Mr Scammell’s results with solution, achieving a yield stress very quickly which was lost of shear forces, was consistent with earlier results that had been obtained by Ciba in previous work. Mr Scammell also accepted that this information indicated that if the flocculant was added in aqueous solution it needed to be added near the end of the discharge pipe in order to overcome the problems with shear.
981 Sixth, Mr Parker sent an email on 11 September 2002, in which he noted that he was convinced that Yarraman was not suitable for the Gallagher process seemingly because of the good results (stack heights and liquor release) being observed by the addition of flocculant in solution. His opinion also appeared to be based on the fact that the slurry at Yarraman was relatively thin and that the pipeline residence time was approximately five minutes. Mr Parker also said that the “simple addition of a polymer solution must be much cheaper”. Mr Scammell understood that to mean that adding flocculant in solution into the outlet pipe would be much simpler than adding it in powder form.
982 Seventh, on 12 September 2002, Mr Lawson responded to Mr Scammell noting that:
(a) “dry addition is completely uneconomic and has no chance of getting off the ground”;
(b) there was an option to add neat emulsion into the underflow; and
(c) alternatively, there was the option of pumping flocculant in aqueous solution up to the end of the pipeline for addition at that point.
983 Mr Lawson:
(a) considered that the addition of flocculant in aqueous solution was a simple solution and much more simple than the addition of flocculant in powder form; and
(b) was confident that the addition of DPW-1-1067 in aqueous solution close to the deposition point would quickly and economically solve CRL’s problems with the segregation of coarse material in its SDITB.
984 Mr Scammell accepted that neither Mr Parker or Mr Lawson in their emails sent on 11 and 12 September 2002 were stating or suggesting that the use of solution in the tailings at Yarraman would be ineffective. Indeed, Mr Lawson at least, was confident that it would work.
985 Eighth, on 12 September 2002 Mr Parker responded agreeing with Mr Lawson’s comments and advised that due to the “very short residence time (5 mins) and large volume of free water available - it is a straightforward flocculation exercise”.
986 In the contemporaneous documents referred to above, no-one at Ciba including Mr Bellwood, expressed surprise in terms at the results achieved by Mr Scammell and Mr McColl in their laboratory testwork at the Yarraman mine.
987 Let me now discuss Ciba’s laboratory tests at Waihi in August 2002.
988 Ciba also undertook laboratory trial work adding flocculant both as powder and in solution at the Waihi gold mine in New Zealand in August 2002. By email dated 23 September 2002 Mr Cameron advised Mr Bellwood that:
(a) when he dosed the tailings with Waihi, he got equivalent results with dry powder and solution;
(b) however when solution was used, the flocculated structure deteriorated once the transit time got above 15 minutes; and
(c) he resolved to use dry powder in favour of solution because the residence time at the mine was 27 minutes.
989 None of Mr Bellwood, Mr Lawson or Mr Parker expressed surprise in terms at Mr Cameron’s results. Indeed, Mr Parker, consistent with his responses to Mr McColl and Mr Scammell in relation to the Yarraman test work, wrote to Mr Cameron and responded:
As far as we are concerned, if treated mud is left in the tails pipe, the floc (sorry, rheology aid) will continue to dissolve so as soon as they start pumping, it will not be available to increase the slump for more than a few seconds as will be seen if added as a solution.
990 This is a further indication that prior to the trial work by Mr Scammell and Mr McColl at Yarraman and Mr Cameron’s trial work at Waihi in August 2002, senior people within Ciba familiar with Ciba’s earlier trial work of SDITB knew that flocculant added in solution could be effective over short mixing times.
991 Let me also say something about Ciba’s plant trial at Suriname in August 2002.
992 Ciba subsequently undertook a plant trial at Suriname in August 2002. The report on that trial dated 18 September 2002 was written by Mr Gallagher. The tests involved an average residence time of 30 to 40 minutes, which was the average residence time in the pipeline to the deposition area.
993 The flocculant was added as a dry powder to the tailings suspended in a PEG (polyethylene glycol) slurry. PEG is a carrier which enables the powder to be pumped into a pressurised system (i.e. the tailings line). There was no trial undertaken which tested the addition of flocculant in aqueous solution.
994 Mr Bellwood accepted that Ciba was testing options that would be appropriate for the site conditions at Suriname, in particular the requirement to add the flocculant close to the plant and have a long transit time through the pipeline.
995 Mr Bellwood accepted that there was nothing in the plant trial work at Suriname in 2002 that taught anything about the comparative performance of the addition of powder versus solution.
996 Let me at this point say something on the evidence concerning “surprise”.
997 Mr Bellwood’s evidence was that as at April 2002, he did not consider the use of solution addition to be an effective option for tailings treatment. Mr Bellwood’s evidence is that he was surprised when he read the email advising that Mr Scammell achieved good results using flocculant in aqueous solution because:
the work reported by Mr Gallagher in the US which had found that the addition of rheology modifiers pre-dissolved, and in solution, to be ineffective as a method of tailings treatment to achieve stacking.
998 Mr Bellwood’s surprise was based on his understanding of the email exchanges between Mr Gallagher, Mr Adkins and Mr Parker regarding the use of powder in SDITB and the information in the Gallagher patent.
999 But Mr Bellwood accepted the following:
(a) The development work done on the Gallagher process was undertaken by Mr Gallagher, Mr Adkins and Mr Parker and was focused on treating red mud slurries.
(b) He was not involved in the initial development of the Gallagher process.
(c) The addition of flocculant in dry powder form was devised to deal with the degradation of the flocculated structures in red mud slurries.
(d) The effect of adding dry powder as a secondary flocculant was to maintain the yield stress that had been developed in the thickener.
(e) The comments made in the email exchanges between Mr Parker, Mr Adkins and Mr Gallagher prior to August 2002 were made in the context of the treatment of slurries which had transit times of 30 to 60 minutes.
(f) Ciba’s tests before August 2002 did not provide him with any basis for asserting that the work had shown solution had been ineffective. He was not aware of any laboratory or field work that supported that assertion.
(g) He was not aware of any tests conducted by anyone involved in the Gallagher project where powder or solution were compared at the same dose, for the same residence time, and aqueous solution was shown to be ineffective.
(h) The Gallagher patent did not disclose that adding flocculant in the form of an aqueous solution was ineffective. Rather it discloses that adding flocculant in the form of a dry powder is far better.
(i) He had not seen the Suriname 2000 Report and it was not one which influenced his thinking regarding the effectiveness of flocculant being added in solution as at August 2002.
(j) He was not aware of Mr Adkins’ work adding flocculant in solution for SDITB at the time he swore his affidavit.
1000 Mr Bellwood also accepted that he knew prior to August 2002 that if flocculant was added in aqueous solution into a pipeline of thickener underflow:
(a) the tailings would achieve peak flocculation very rapidly; and
(b) the yield stress would then degrade rapidly because of shear forces in the pipeline.
1001 Ms Beveridge’s evidence was that she was surprised by the results reported by Mr Scammell and Mr McColl as she had previously understood from the work undertaken by Mr Gallagher and others such as Mr Adkins who were developing the Gallagher technology that adding a rheology modifier in aqueous solution would not be effective. She was also surprised that adding an aqueous solution into a high solids environment would be effective since this form of flocculant was known, by persons skilled in the art, to work best in well-diluted thickener feeds, but not in thickener underflows that had no dilution.
1002 Now under cross-examination, Ms Beveridge suggested that there were three possible sources for her understanding of Mr Gallagher’s work being the Dymond paper, the Gallagher patent and discussions with people within Ciba. But Ms Beveridge later accepted that she did not recall reading the Dymond paper. I also accept that her evidence about the Gallagher patent was uncertain. When taken to a passage of the Gallagher patent, which describes the use of powder as “far better” than aqueous solution, she could not say that led her to believe that aqueous solution was ineffective. Her evidence was “I don’t know whether I had directly read it and got it from there, or if it was just through discussions with … internal people”.
1003 Further, Ms Beveridge could not recall reading any reports, being provided with any documents or having any evidence that suggested or caused her to believe that adding aqueous solution would be ineffective.
1004 Further, Ms Beveridge could not identify whether she was informed of the work undertaken by Mr Gallagher and others by Mr Bellwood or Mr Pascoe.
1005 Mr Scammell’s evidence was that at the time he undertook his August 2002 tests, his understanding was that:
(a) the results obtained through the Gallagher work found that treating red mud tailings with aqueous solution was “an ineffective method of tailings treatment”;
(b) “the Gallagher work…found that dry powder was superior to all other methods of treatment”; and
(c) “the Gallagher technology had been trialled at the plant level, and I was aware that significant r&d had been undertaken for that project”.
1006 It is apparent from Mr Scammell’s evidence that in August 2002:
(a) he knew that the Gallagher work involved adding dry powder into red mud tailings, which were predominantly fine particles;
(b) he had seen some photographs of slump tests from Mr Gallagher’s work, as well as emails within Ciba concerning what Mr Gallagher was trying to achieve with treating red mud, and had a couple of telephone calls with Mr Gallagher regarding that work;
(c) he understood there were a number of challenges with Mr Gallagher’s process; and
(d) the feedback he had received was that powder form for red mud was far more efficient than adding flocculant as a solution.
1007 Now in the course of cross-examination, Mr Scammell was given an opportunity to identify the documents which provided a basis for his affidavit evidence that the solution form was “ineffective”. Mr Scammell identified:
(a) an email from Mr Adkins dated 29 April 2002;
(b) an email from Mr Lamperd dated 30 April 2002; and
(c) the Suriname 2000 Report.
1008 The email from Mr Adkins dated 29 April 2002 advised that:
Yes, liquid grade products will work, however they thicken very quickly and are susceptible to subsequent shear thinning. The rapid rise in mud Yield Stress, is not a favorable feature as it can lead to adverse impact on back pressure in the line and pumping efficiencies.
1009 The email from Mr Lamperd dated 30 April 2002 advised that:
Emulsion or LDPs don't work it has to be solid grade. It was also another way of value adding as you increase sell price to take into account extra prep etc to sell in slurry form.
70% solution appears to be OK though we have only done test work and yet to carry out plant trial.
1010 Mr Scammell understood the email from Mr Adkins to be referring to the addition of solution remotely from the deposition point, as is the case with dry powder.
1011 Further, in cross-examination Mr Scammell accepted that the Suriname 2000 Report did not disclose that solution addition was ineffective. Rather, it disclosed that solution addition was not as effective as powder addition over extended transit times of 10, 60 and 90 minutes.
1012 Moreover, in relation to his conversations with Mr Gallagher he accepted that when he gave his evidence in the Canadian proceeding, he had no recollection of having any discussions with Mr Gallagher or anyone else concerning the comparison between dry powder addition and other methods of addition. However, he asserted that his recollection had improved as a result of reading documents subsequent to having given his evidence in Canada. Further, notwithstanding his review of documents, Mr Scammell still had no recollection of having a conversation with Mr Gallagher regarding comparing the addition of powder against solution. Further, Mr Scammell had no recollection of whether he had been informed of Mr Gallagher having undertaken plant trials.
1013 In cross-examination, Mr Scammell qualified the nature of his understanding concerning the efficacy of adding flocculant in aqueous solution. He conceded that the evidence he had given in his affidavit did not accurately reflect his understanding in August 2002. He did not hold the view that adding aqueous solution was an “ineffective” method of tailings treatment. Rather, his understanding was that adding flocculant in aqueous solution was not as effective for long distance pumping compared to powder.
Analysis
1014 Having set out the above evidence and also incorporating here some aspects of the evidence that I later discuss concerning secret use particularly the laboratory tests and the phases 1, 2 and 3 trials at Yarraman, none of it persuades me to accept SNF’s case on a lack of inventive step.
1015 First, as BASF points out, the evidence of Mr Scammell, Ms Beveridge, and Mr Bellwood, as to how Ciba arrived at the claimed invention, reveals that the testwork and experimentation required was lengthy and protracted. That work commenced at the Yarraman mine in early 2002 as part of a broader research and development project at Ciba. The testwork continued for a period of about 12 months, and involved general laboratory onsite testing, bench testing in an offsite laboratory, and as I will later discuss concerning the secret use case, a pilot trial, a field trial of a limited size, and then a full scale plant trial. And at the end of all of this testwork, CRL did not enter into a commercial supply agreement with Ciba for the supply of flocculants for use in, or even proceed to implement, the process claimed in the opposed applications. Further testwork and experimentation was also undertaken at other mines. The evidence reveals a lengthy and difficult process of experimentation, not the taking of routine steps.
1016 Second, the testwork did not prove straightforward. Numerous difficulties were encountered. And as I will later discuss, at the conclusion of the Yarraman trials Mr Scammell wrote an email dated 10 April 2003 to his colleagues within Ciba namely, Mr Paul Pascoe, Mr Gallagher, Mr John Oliver and with Mr Phil McColl, Mr Tim Cameron, Ms Beveridge and Mr Chris Greenwood copied in with the subject line “CRL Rheology Modifier Trials” saying “[after] all these setbacks we are still confident the process will work with the only limitation being the RM dose rate”.
1017 Third, the testwork was treated by both Ciba and CRL as confidential research relating to new tailings disposal technologies. Both Ciba and CRL made research and development tax claims. Mr Scammell recorded that he had spent 689 hours on the research project. In an email dated 31 October 2002 with the subject line “Clay/slimes management”, Ms Herzig warned her colleagues within CRL namely, Mr Bob Sudall, Mr Michael Bourke, Mr Wane Knott, the Iluka Mining Managers and with Mr Scammell copied in that:
While the results of this trial are extremely promising and have generated a lot of interest around the organization, CRL has signed a secrecy agreement with Ciba on this technology until the patent is in place.
1018 Further, Ms Herzig confirmed in her oral evidence and referring to that email of 31 October 2002 that “I was aware that Ciba was attempting to patent something around the process that we were involved in testing”.
1019 Fourth, in cross-examination Dr Clarke agreed that the testwork undertaken by Ciba with Iluka was “very substantial and expensive” and involved new techniques that would be confidential to both Iluka and Ciba. Dr Clarke confirmed that testwork in 2003 was necessary to see whether the process being trialled would work and that, as at August 2003 (over 12 months after Mr Scammell commenced his testwork at Yarraman), the advantages of the process claimed in the opposed applications still had to be proven. In this respect, the evidence of Dr Clarke was unequivocal:
So we did a whole lot of trials at different sites in order to gain confidence that the process would work because, as I said earlier, you can’t test a full scale at a mine you haven’t built so you need to acquire confidence that you know enough about the process that you can be sure it will work at the new mine so we did – there was a lot of testwork done...It was a new process that had not been applied at full scale…
1020 Further, as at July 2003, Dr Clarke confirmed that substantial testwork was required as prerequisite to potential adoption and to establish that the modified sand fines mix remained non-segregating, to determine medium and long term behaviour, to determine mixing time and the conditions required, to determine the effect of varying water content, to determine the effect of dose rate, and to confirm that the process was operable at full scale, as the process was still in development.
1021 Generally, the need for lengthy and protracted testwork by Ciba, CRL and Iluka, over more than 12 months, reveals that the process claimed in the opposed applications was far from obvious.
1022 Fifth, there is significant evidence which records the contemporaneous reactions of those people working in the field to the claimed invention. People working in the field were surprised when exposed to the working of the claimed invention.
1023 The trial work undertaken by Mr Scammell at Yarraman generated significant enthusiasm within CRL. A video of that trial work graphically records the amazed reaction of Bob Bell, a CRL employee who was very experienced in what tailings look like, to the process being trialled: “I can’t believe it’s so dry, it’s unbelievable”.
1024 Similarly, the emails exchanged within CRL recorded surprise and enthusiasm. By email dated 31 October 2002 to all “Iluka Mining Managers”, Mr Bob Sudall wrote that:
We have started some trials at Yarraman mine this week on a rheology modifier (floc) which when added to a slurry binds the fines and sand together as allows water to disperse. The results to date have been eye opening to say the least…We are being charged $3.25 /kg for the floc so it is expensive however the trials so far are encouraging…
1025 The response of Ms Herzig to that email was:
While the results of this trial are extremely promising and have generated a lot of interest around the organisation, CRL has signed a secrecy agreement with Ciba on this technology until the patent is in place.
1026 In terms of the results achieved as part of the Yarraman testwork, Dr Clarke described in his affidavit:
I was asked by Hamish Bohannan at Iluka to urgently visit NSI in order to witness a tailings co-disposal trial being run with the assistance of Ciba. I travelled to NSI in late October 2002 and was there for at least 4 or 5 days to observe the trials.
1027 Further, as BASF correctly submits, the evidence given by Dr Clarke was against the notion that it was a matter of routine to attempt secondary dosing of flocculant in aqueous solution at the priority date to improve rigidification. Dr Clarke was employed as a principal process engineer by Iluka in the research and development group, which was focused on developing innovative processes, including innovative tailings processes. He was investigating a number of possible tailings disposal approaches. When he contacted Mr Scammell regarding Ciba’s testwork, including the Yarraman testwork, he saw this as involving new techniques that would be confidential to both Iluka and Ciba. He was asked to visit the Yarraman trials because Mr Bohannan of Iluka was “very enthusiastic about them”. He attended the Yarraman trials to see for himself how the process worked and he was impressed with what he saw. The process being trialled at Yarraman was a joint collaborative effort between CRL and Ciba and it was of interest to him because, if it could be shown to work, it was a process that Iluka might be able to use at other mines in Australia and the United States. Further, the process the subject of the Yarraman (and subsequently Yoganup) trial work was a new process that had not been applied at full scale.
1028 Further, Ms Herzig gave evidence that further trials were undertaken by Iluka partly because “Iluka employees (particularly Senior Management) who had not seen the process trialled at CRL’s Yarraman mine wished to see the process with their own eyes”.
1029 Further, when those trials were undertaken, Ms Herzig reported, on two separate occasions to Mr Scammell, that “everyone is very excited” (first in an email to Mr Scammell dated 23 or 24 September 2003 and second in an email to Mr Scammell and others dated 10 October 2003). Her evidence at trial was as follows:
There was an air of excitement, wasn’t there, at the results of this trial?---The excitement was in regards to the little weed which was growing which was a matter of some excitement. Yes.
Yes, yes. And that is a really graphic indication of the success, isn’t it, of the trial?---Certainly, it was a promising sign. Yes.
Yes. It’s not something that you get with a dewatering pond?---It would be very unusual. Yes.
1030 Further, when the results of the initial trial work at CRL were reported, various Ciba personnel reacted with pessimism as to efficacy of secondary dosing a polymer in solution as part of a co-disposal process.
1031 On 21 August 2002, Mr Adkins identified “a number of key issues that might lead to poor, or ineffective, treatment” with the use of solution. In particular, Mr Adkins stated: “One concern that I have for a co-disposal method is that” when slimes and coarse are blended any stack produced will dewater “at a significantly slower rate” than coarse material alone and the time required for the material to become stable enough for subsequent stacking will also be extended. Further, he wrote that: “Co-disposal will always compromise on the performance of coarse material alone, so perhaps it might be better to thicken and dispose of the slimes using a stacking system but within it’s [sic] own containment area”.
1032 On 4 September 2002, Mr Gallagher wrote that: “The performance and mixing of powder grade rheology aids at least in Alumina slurries has always proven to be superior to solutions and emulsions. This is due to the powders actually drawing liquor out of the slurry as they hydrate and the much better mixing efficiencies achieved adding the powder to the slurry…”.
1033 Further, when Ms Beveridge first heard of the trials involving solution she explained that “intuitively, to me, it didn’t seem like it would work to add a solution” and she thought “it just seemed like a really bad idea” because it “seemed ludicrous to suggest adding huge volumes of water back into the tails, when the entire process prior to it was really concerned with removing water”.
1034 Further, as the testwork being undertaken by Mr Scammell (and Mr McColl) at Yarraman progressed, Ciba considered the results of that testwork to be significant and worthy of investigation. Thus, Ciba established an “R&D Project Plan” and in an internal document dated February 2003, Mr Bembrick (a former Ciba employee) described the process as a “[n]ew novel tailings treatment”. That description, in an internal Ciba document, accorded with the description provided by Mr Bembrick in a letter to Marlborough Resources at the Ardlethan mine in January 2003, in which he wrote:
Due to the unique nature of this novel technology, prior to any on-site worked being performed a secrecy agreement must [be] in place between Ciba and Marlborough Resources/Telminex. This agreement is designed to protect Ciba’s intellectual property that could be associated with any such trial.
1035 Further, the minutes of an IMT Meeting dated 9 December 2002 recorded that “[t]here is some concern that this project [at Yarraman] is in danger of moving outside our control due to the very high interest level from our customers”. Mr Bellwood was cross-examined in respect of this statement in the minutes and explained that:
[T]he results that we had achieved so far at CRL had been so positive and, I guess, within the organisation at that time, it would seem quite exciting, and so a lot of people who – both the technical and the sales team were aware of what Stephen was doing, and there was some concern amongst the group that the sales team were likely to try and run ahead, and start doing test work in a very uncontrolled way at a number of different sites.
1036 Generally speaking, the reactions of those people working in the field to the trial work relating the process claimed in the opposed applications is not consistent with the idea that the process claimed involved the taking of routine steps from common general knowledge. Indeed, in a scope of work issued by Iluka on 11 August 2003 to an independent laboratory, it was recorded that:
Ciba Specialty Chemicals have recently developed some viscosity modifiers that have been designed to increase the viscosity of sand and fine slurry mixes to such a point that the mix is suitable for stacking and rapid dewatering. The technique has been named ViMCoD by Iluka.
This technology is sensitive to both Ciba and Iluka.
1037 Now I would make one final point. I accept SNF’s point that it was known or could be inferred that the aqueous form of flocculant would or could likely work close to the deposition point. But to leverage off that foundational proposition to a conclusion that there was a lack of inventive step in terms of the claimed invention is ambitious to say the least.
1038 Let me now turn to some other secondary indicia.
(f) Long felt need
1039 SNF has filed voluminous evidence of the testwork undertaken by numerous witnesses in treating mine tailings before the priority date. Those witnesses have given detailed evidence of what they assert to be the standard variables that mine operators adjusted by trial and error.
1040 But I agree with BASF that such evidence reveals that despite a significant number of people in the field undertaking a significant amount of testwork, no person skilled in the art arrived at the invention claimed in the opposed applications. In circumstances where SNF has adduced evidence from a large number of witnesses concerning testwork occurring from 1980 to 2003, and none of that work is alleged to anticipate any claim of either of the opposed applications, it seems to me difficult to suggest that the claimed invention is obvious.
1041 Further, the evidence adduced by SNF reveals that this is a case where the existence of a known need for the invention as claimed in the opposed applications had not been satisfied by any product on the market.
1042 The evidence of Ms Herzig was that at Yarraman, CRL had tried but failed to successfully implement a blended co-disposal strategy. In particular, Ms Herzig explained how CRL found that the coarse fraction and the fine fraction within the slimes / tailings mixture would segregate on deposition. Ms Herzig explained how in an attempt to solve this problem CRL experimented with altering operational variables in the concentrator and the thickener without success and how CRL experimented with a number of things in addition to the thickener over a significant period of time to try and solve the tailings disposal problem at Yarraman, without ever attempting secondary dosing.
1043 Dr Clarke’s evidence was that in 2002 “if we couldn’t find a better method of tailings disposal, the Douglas mine wouldn’t proceed”, the solution was not obvious to him, and it was for that reason that he contacted Mr Scammell of Ciba to explore new tailings disposal techniques.
1044 Mr Buckland’s evidence was that in 2000 the difficulty encountered by Boral at the Stapylton quarry was that “the tailings were very watery, like soup” and that none of the solutions trialled by Boral resolved this problem.
1045 Mr Cigulev’s evidence was that in 1996 he was asked to assist at the Beenup mine because the operator “was experiencing difficulties recovering water from the Tails Slurry because it included slow settling clay” and that “the “dirty water” was not suitable for re-use in the process”. Despite Mr Cigulev attempting to improve that process for three years, it was ultimately closed, in 1999, due in part to ongoing problems with tailings disposal.
1046 So, as pointed out by BASF, numerous miners around the priority date were struggling to deal with the disposal of mine tailings. Such problems were threatening the viability of mining projects and none of the people involved were aware of a solution. As BASF submits, this is good evidence that the process of improving rigidification as claimed in the opposed applications involved an inventive step over previous work in this field. Others sought but failed to find the invention (ICI Chemicals & Polymers Ltd v Lubrizol Corp Inc (1999) 45 IPR 577 at [94] per Emmett J).
1047 Further, as pointed out by Mr Shavin QC, there was a very substantial lapse in time between many of the s 7(3) documents upon which SNF seeks to rely in relation to inventive step and the filing of the opposed applications. In this regard:
(a) the Backer & Busch 1981 paper predates the priority date by 22 years;
(b) the Backer & Busch 1986 paper predates the priority date by 17 years;
(c) the Condolios patent predates the priority date by 21 years; and
(d) the Pearson patent predates the priority date by 7 years.
1048 None of this prior art is alleged to anticipate. And despite the long standing existence of such prior art, no person had the ingenuity to arrive prior to the priority date at the invention claimed. This may support some inference of non-obviousness.
(g) Commercial success
1049 BASF relies upon the commercial success of the claimed invention as a secondary indication of inventiveness.
1050 Commercial success of itself can never be decisive of inventiveness. If a patentee relies upon secondary considerations such as commercial success as an indicium of inventive merit, then it bears the evidentiary onus of showing that the secondary considerations relied upon support the inference that the claimed invention was not obvious.
1051 The patentee must show in terms of discharging the evidentiary onus that the claimed invention has been commercially successful and also prove a causal link between such success and the inventive merits of the invention. It is incumbent upon the patentee to prove that any relevant commercial success was the result of inventiveness and not the numerous other unrelated extraneous factors that can lead to market acceptance of innovation.
1052 The relevance and weight of evidence of any commercial success will vary from case to case and must be assessed by reference to all the surrounding circumstances.
1053 As the Full Court noted in Garford Pty Ltd v DYWIDAG Systems International Pty Ltd (2015) 110 IPR 30 at [87]:
Commercial success, in the relevant sense, is often difficult to prove because it is necessary for the patentee to show that such success was due to the success of the invention (as reflected in the claims) as opposed to other factors (for example the quality of other attributes, scale of advertising, market or brand power) which have nothing to do with the technical contribution that justified the grant of the patent.
1054 In Flexible Steel Lacing Co v Beltreco Ltd (2000) 49 IPR 331 Hely J found that whilst the patentee had proven that its relevant product was a commercial success, that commercial success may be referable to a variety of matters and that in the circumstances it could not be inferred from the fact of commercial success that the combination of features to be found in the patent is a substantially new thing (at [203] to [206]).
1055 A patentee may be more readily able to establish that the commercial success of the invention is connected to its inventiveness where the patentee can prove a “long-felt want” or need for the invention prior to its release. However, even then, evidence of such long felt want or need is not itself decisive. As stated by Lord Herschell in Longbottom v Shaw (1891) 8 RPC 333 at 336:
…If nothing be shown beyond the fact that the new arrangement results in an improvement, and that this improvement causes a demand for an apparatus made in accordance with the patent, I think it is of very little importance.…
1056 Let me turn to the evidence regarding commercial success.
1057 Mr Caine QC submitted that the evidence of Mr Edgar does not establish commercial success arising from any technical advance made by the claimed invention. Apart from bare assertions that do not touch on the causal link between the sales and the claimed invention, he said that there is no evidence to suggest that Ciba’s sale of flocculants under the Rheomax ETD brand are due to any technical advance made by the claimed invention as distinct from other factors.
1058 The sales figures relied on by Mr Edgar (for the period 2004 to 2016) are set out in a table annexed to his affidavit (Ciba’s sales table). Mr Edgar conceded in cross-examination that the figures in Ciba’s sales table were not limited to the use of flocculant in a co-disposal process. Accordingly the figures in Ciba’s sales table do not reflect the sales of product used in the claimed invention. SNF says that this defect alone is sufficient to dispose of BASF’s reliance on commercial success.
1059 Further, SNF says that this difficulty is not cured by the response of Mr Edgar in re-examination as to his “guestimate” of the proportion of sales that were directed to a co-disposal process. Mr Edgar did not explain in re-examination the basis for this estimate. Nor did he explain why he had failed to take this into account in his affidavits. Mr Edgar was only able to identify two mines which he understood were practising co-disposal – Iluka and Murray Zircon. He accepted that the mines at Ashton, Ravensworth and Mangoola were not using co-disposal.
1060 Further, Mr Edgar referred in his affidavit evidence to the figures in Ciba’s sales table as being sales of “the Rheomax” technology in Australia. But it is not apparent whether the figures in Ciba’s sales table are limited to the addition of flocculant in aqueous solution for SDITB, or encompass the addition of flocculant in dry powder form for SDITB. SNF says this is an instance where the figures in Ciba’s sales table do not reflect the sales of product used in the claimed invention. All claims are limited to the use of flocculant in SDITB added in aqueous solution and in a co-disposal process.
1061 Further, SNF says that Mr Edgar accepted that Ciba’s accounting records did not enable him to determine whether the flocculant sold by Ciba was used in the thickener or in SDITB, and that to arrive at the figures in Ciba’s sales table he had to speak to the account managers and, if available, refer to plant data. But Mr Edgar provided no details of his discussions with relevant managers or the process he undertook to ascertain whether flocculant sold by Ciba was used in the thickener or for SDITB.
1062 Further, SNF says that Ciba’s sales table is the third version of such a table advanced in affidavits sworn by Mr Edgar. But in each version, SNF says there have been discrepancies in the figures in the tables.
1063 The first version of Ciba’s sales table was annexure MFE-1 to Mr Edgar’s affidavit of 23 September 2014, which was filed by Ciba in the 785 opposition hearing (first sales table). Mr Edgar subsequently swore a further affidavit on 8 October 2015 in which annexure MFE-2 was an amended version of the first sales table which was filed by Ciba in the 785 opposition hearing (second sales table), in which the amendments were marked up. The sales figures in Ciba’s sales table are, in a number of years, significantly larger than the figures for the same year reported in the first sales table and second sales table.
1064 I agree with SNF that Mr Edgar’s explanation for the discrepancies between those figures is problematic. His first attempt to explain the discrepancy was by reference to the inclusion of figures from Iluka, where the same flocculant had been used in the thickener and for SDITB, and the inclusion of sales figures from New Zealand. However, he then conceded that he in fact accounted for these matters when he prepared the second sales table. Mr Edgar then sought to explain that he had prepared the figures in Ciba’s sales table relied on in this proceeding having spoken to colleagues (who Mr Edgar did not identify) and by reference to plant data for Murray Zircon and Iluka (which Mr Edgar did not put into evidence). Mr Edgar gave this explanation for the first time in cross-examination. It also became apparent during Mr Edgar’s oral evidence that the sales figures he provided in relation to the years 2004 to 2009 were derived from data that had been only partially transferred from a database (the “Insight” database) which was no longer available. The data from the “Insight” database was not completely copied over to Ciba’s “Ocean” system, which is the system Mr Edgar used to prepare the sales figures relied on in his affidavit. Mr Edgar had to reverse-engineer the figures in his affidavit from that incomplete data set.
1065 In my view, the figures in Ciba’s sales table are an amalgam of data which Mr Edgar has attempted to put together from various sources. In summary, Mr Edgar’s preparation of the current version of Ciba’s sales table (and previous iterations) is, to say the least, problematic.
1066 I am reluctant to treat the figures in Ciba’s sales table as reliably recording Ciba’s sales of flocculant for use in the claimed invention.
1067 I do not need to proceed further with a discussion of other matters at this point. In summary, in my view the evidence is too problematic to make out this aspect of secondary indicia in BASF’s favour.
(h) The ACARP project
1068 BASF submits that it is also telling to consider SNF’s involvement in the 2004-06 ACARP project that I have briefly referred to earlier. I agree.
1069 In November 2004, being after the priority date, Mr Bembrick of SNF was approached by Mr Shaun Tamplin, a geologist, who was seeking technical assistance in relation to an Australian Coal Association Research Program (ACARP) project called “Impact of Flocculant Chemistry on tailings bed level density, water retention and surface crust formation”. Mr Tamplin had 12 years’ experience in the coal mining industry and had worked on various tailings disposal strategies. The proposal formulated by Mr Tamplin did not involve secondary dosing, but rather “involved adding extra flocculant to the thickener”. This was recorded in an ACARP Commencement Presentation prepared by Mr Tamplin. Now Mr Bembrick gave evidence that with respect to adding extra flocculant to the thickener, “I advised him as a specialist in flocculant chemistry that it would be sheared down in the underflow pump, so I asked him to redirect his thought process”. This advice was provided by Mr Bembrick more than a year after he had learnt of the trial work undertaken by Mr McColl and Mr Scammell at Yarraman.
1070 The ACARP funding application (2004) recorded that the study will have a duration of 2 years and the project has a total expenditure of $695,900, of which ACARP are requested to contribute $91,900. Mr Bembrick confirmed that if successful, the findings would be applicable to the majority of coal mines in Australia. The ACARP funding application summarised the state of the art up to 2004, but did not make any reference to co-disposal or secondary dosing. It stated:
Literature reviews have failed to identify any similar projects to the proposal that are directly related to the Australian Coal Industry. In the context, the proposed research program is unique and its work methods and strategies have been developed with the aim of collecting base data which will act as a foundation for future assessments.
1071 It is well apparent that the research project was being put to ACARP on the basis that it was going to provide the industry with something new that could be used across the industry.
1072 The results of the ACARP project undertaken were recorded in a report published in October 2008 and authored by Mr Bembrick titled “Impact of flocculant addition on tailings impoundment”.
1073 The abstract stated:
Water retention, water loss and delay in tailings storage rehabilitation is a major challenge for many Coal Mines. Work by Stewart, Backer & Busch in the early 1980’s suggested that there were improvements to be made in tailings dewatering and density by the addition of flocculant. This prompted ACARP, in cooperation with Bulga Coal Management (Xstrata), to initiate a research project investigating the impact of flocculant addition on tailings deposition density, water retention and the tendency for tailings to form surface crusts suitable for subsequent rehabilitation.
A polyacrylamide-based flocculant (200 - 250 g/tds) was injected into the tailings line immediately prior to disposal into the impoundment area. The flocculated slurry rapidly released clear water and created a beach due to the immediate increase in deposition density. The deposition density increased from 35% w/w to 61% w/w solids within 24hrs and continued to increase to 75%, 7 days after treatment. The water capture at the tailings storage facility improved by more than 90%; water which would otherwise be lost from the circuit through retention and evaporation. The impoundment capacity had nearly tripled due to the improvement in initial deposition density from 420 kg/m3 up to 1163 kg/m3. Four weeks after disposal surface crusts were forming on the storage facility, suggesting that there would be less delay between cessation and tailings storage rehabilitation.
1074 Later the following was stated:
The objective of the project was to re-flocculate the tailings slurry stream immediately prior to discharge into tailings impoundment area with the intent to improve the rate of water release thereby increasing deposition density and subsequent rehabilitation. This report discusses the degree to which flocculants affect the rate of water release, tailings deposition density, impoundment volume and TSF rehabilitation.
As the tailings underflow is pumped from the thickener through an underflow pump the flocculated slurry matrix is reduced to pin floes hence the rate of water release from the tailings slurry is compromised. Tailings can be dewatered by mechanical means (eg. Belt Press Filters etc) however prior to the pressure and filtration process the slurry needs to be re-flocculated to enable dewatering to take place. Synthetic polymeric flocculants have been used over the past half century to improve the efficiency of solid/liquid separation. Flocculation is a process where particles are bridged together to effectively form larger particles allowing a pathway for water release. As the effective particle size and density increases, the yield stress of the material also increases. The aim is to replicate what happens prior to a belt press filter with the intent to utilize the slurry’s own weight in an impoundment area to force the trapped water out through flocculated channels within the slurry.
1075 There was no reference to any prior project. The report referenced the two Backer and Busch papers that I will discuss later. No reference is made to the Condolios, Pearson or Gallagher patents. I would note that the report was published 2 years after the innovation patents became available.
1076 The results of the ACARP project were represented by Mr Bembrick to be a significant breakthrough, years after the priority date. Mr Bembrick wrote in his report that he had undertaken a “research project” and discovered that “[t]reating the slurry with flocculant causes water to immediately liberate from the slurry at a rapid rate allowing water to pond and be readily available for reuse”. Mr Bembrick wrote that the secondary flocculation process trialled over two years had a number of benefits, including “enhanced water release”, “water clarity was enhanced”, “beach angle enabled water to move downstream away from the deposition area”, and the “surface area of reclaimable water at the [tailings storage facility] had been reduced hence water lost through evaporation had been theoretically reduced”.
1077 Moreover, as BASF points out, the contemporaneous reaction of Mr Bembrick to the research work undertaken in the ACARP project is captured in the video of that work, at 5:38 minutes, where the following indelicate words are recorded: “It’s impressive isn’t it? It’s just pissing water out”.
1078 Having completed this research, Mr Bembrick promoted SNF as “leading research in this area for ACARP to assist the industry as a whole”.
1079 I agree with BASF that none of this can be reconciled with the assertion of SNF that it was obvious to implement a secondary dosing process, let alone with the added integer of co-disposal, to improve rigidification as taught in the opposed applications at the priority date. To the contrary, after the priority date, Mr Bembrick and SNF attained significant industry funding to undertake a two year research project into such a process.
(i) Conclusion
1080 In summary, in my opinion the secondary indicia discussed above, whether separately or cumulatively, do not establish or support a lack of inventive step. If anything the secondary indicia, save for the so-called commercial success indicium, fortify BASF’s position. SNF has not demonstrated a lack of inventive step based upon common general knowledge alone. Let me now turn to the s 7(3) prior art question.
COMMON GENERAL KNOWLEDGE PLUS S 7(3) DOCUMENTS
1081 SNF submits that the claims of the opposed applications were obvious in light of common general knowledge combined with any of the prior art documents being the Gallagher patent, the Pearson patent, the Condolios patent, which I will define later, the Backer & Busch 1981 paper and the Backer & Busch 1986 paper, which I will also define later. SNF no longer relies upon the Ledden patent as a s 7(3) prior art document. Now before dealing with these publications in detail, let me deal with the antecedent requirement of “reasonably expected to have ascertained”.
(a) Reasonable ascertainability
1082 As at the priority date, in order for information in addition to common general knowledge to be able to be taken into account in assessing inventive step, it was a requirement pursuant to s 7(3) (in its then terms) that a person skilled in the art could, before the priority date, be reasonably expected to have ascertained, understood, and regarded as relevant that information.
1083 The word “ascertained” means “discovered or found out”. The fact that a document has been published does not mean that a person skilled in the art could be reasonably expected to have ascertained that information. The relevant question is whether the document was published in such a manner or form that it could reasonably have been expected to be found by a person skilled in the art.
1084 In assessing whether a person skilled in the art could be reasonably expected to have ascertained the information, it is important to consider the characteristics of the person skilled in the art, the nature of the problem, and the information typically used by the persons skilled in the art. Section 7(3) does not assume an ascertainability by any and all skilled persons, of whatever description, of all publicly available prior art documents anywhere in the world.
1085 The Full Court in Commissioner of Patents v Emperor Sports Pty Ltd (2006) 149 FCR 386 has said that there may be situations where it would not be reasonable to have an expectation that a person skilled in the relevant art would conduct a search of the patent literature (at [34]). The cases which have considered the question of reasonable expectation of ascertainment have established a number of principles in this respect (see JMVB Enterprises Pty Ltd v Camoflag Pty Ltd (2006) 154 FCR 348, KD Kanopy Australasia Pty Ltd v Insta Image Pty Ltd (2007) 71 IPR 615 and Delnorth Pty Ltd v Commissioner of Patents (2013) 100 IPR 175).
1086 First, the mere fact that some participants in the field might undertake patent searches is not sufficient to establish a reasonable expectation of ascertainment. In Delnorth, Nicholas J refused to find that a person skilled in the art could be reasonably expected to have ascertained the relevant patents, even though there was evidence of patent searching and substantial R&D expenditure, because inter-alia (at [53]):
Mr Turner’s evidence was vague as to the nature of the patent searches undertaken by or on behalf of his company during and after the mid-1980s, and the circumstances in which they were undertaken. In particular, it said nothing about the scope of such searches including how they were targeted or how far back in time they extended.
1087 Second, it is important to have regard to the jurisdiction in which any prior patents, asserted to constitute section 7(3) information, were filed. For example, in JMVB Enterprises Pty Ltd v Camoflag Pty Ltd (at [77]), the Full Court held that it could not, on the facts of that case, be reasonably expected that a person skilled in the art in Australia would have ascertained patents filed in New Zealand:
[T]hose contentions ignore the distinction between what might reasonably be expected of a prospective seller of caravans in New Zealand, on the one hand, and the notional person skilled in the field of campervan design in Australia. There was no evidence that any designer would actually contemplate conducting a patent search in New Zealand.
1088 Third, it is important to consider the age of the asserted section 7(3) information. It is conceivable that searches undertaken might extend to patents granted many years before the priority date of the patent in suit. But this may not be sufficient to establish a reasonable expectation that a person skilled in the art would search such old patents for the purpose of solving the problem to which the patent in suit was directed (Delnorth at [54]).
1089 Fourth, it is not sufficient for a party seeking to rely upon a prior patent as section 7(3) information to establish that a person skilled in the art “had some familiarity with the patent literature as at the priority date” (Delnorth at [55]). The question is whether it could be reasonably expected that a person skilled in the art would have ascertained the specific patents which were asserted to constitute section 7(3) information. Accordingly, if it is asserted that a person skilled in the art would have ascertained a prior patent by undertaking a routine search, then unless an inference could be drawn, evidence would generally be required that the person skilled in the art may reasonably be expected to have done such a search (KD Kanopy at [80] per Kiefel J).
1090 In my view in the present context before me, the notional person skilled in the art could not before the priority date “be reasonably expected to have ascertained, understood, [and] regarded as relevant” the prior art upon which SNF relies as section 7(3) information.
1091 First, there is no evidence from a single relevant witness in this proceeding that they had read the Condolios patent or the Gallagher patent before the priority date. As BASF points out, this is significant in circumstances where numerous different witnesses including Dr de Kretser, Ms Herzig, Mr Schmidt, Mr Bembrick, Mr Coleman, Mr Woolley, Dr Clarke, Mr Cigulev, Mr Schroeter, Mr Buckland, Professor Ralston, Mr Holtzman, Dr Farrow and Mr Edgar all gave evidence regarding the work being undertaken in the field before the priority date. In circumstances where all of these witnesses had worked on or been familiar with tailings disposal before the priority date, and none of them ascertained the Condolios patent or the Gallagher patent, it is implausible to suggest that the notional person skilled in the art could be reasonably expected to have done so. I accept though that relevant Ciba personnel were of course familiar with the Gallagher process.
1092 Second, Mr Schroeter was the only one of the 17 industry witnesses who had read the Pearson patent before the priority date. He did fully not explain how he ascertained that patent. In any event, his evidence was that he read it in 1996 when working for Nalco in New Zealand. But this does not establish that a person skilled in the art could be reasonably expected to have ascertained the Pearson patent as relevant at the priority date in Australia. In particular:
(a) Mr Schroeter ascertained the Pearson patent in around 1996 in circumstances where the international publication date of the Pearson patent was 22 February 1996. In other words, he ascertained it in the same year that it was published. But as BASF points out, there is no evidence that any witness, confronted with a tailings disposal problem 7 years later around the time of the priority date, ascertained the Pearson patent.
(b) Mr Schroeter agreed in cross-examination that it did not motivate him to bypass mechanical dewatering processes to try adding an emulsion or the relevant aqueous form directly to a tailings stream after the thickener and before the discharge point. In other words, it is unclear whether he would have regarded it as relevant to solving the type of problem to which the process(es) claimed in the opposed applications was directed.
(c) Generally, the mere fact that Mr Schroeter ascertained the Pearson patent 7 years before the priority date in another country cannot establish that the notional person skilled in the art could be reasonably expected to have done so, especially given that none of the other industry witnesses found the Pearson patent at any time during the 7 subsequent years.
1093 Third, Dr de Kretser was the only one of the industry witnesses who had read the Backer & Busch papers before the priority date. Importantly, the evidence of Dr de Kretser was that he identified the Backer & Busch papers “when undertaking a literature review for my PhD thesis in around 1992”. In this respect, Dr de Kretser agreed in cross-examination that he undertook his research for his doctoral dissertation with a high degree of skill and thoroughness and that it was a more extensive search than a skilled but unimaginative worker in the field would have undertaken on a daily basis. As BASF points out, there was no evidence from any other witness in this proceeding that any person working in the field had located either of those papers before the priority date. Further, when Dr de Kretser reviewed the Backer & Busch 1981 paper, he described it as an investigation “into the effectiveness of the presence of vertical drains in tailings dams on the solids consolidation rates”.
1094 Fourth, SNF says that the Gallagher patent, the Pearson patent and the Condolios patent would have been ascertained, understood and regarded as relevant by a person skilled in the art at the priority date for the following reasons.
1095 The treatment of mineral tailings is a global endeavour. For instance, Iluka trialled SDITB processes at the same time in the United States (Concorde/Old Hickory) and Australia (Yoganup). The history of the development of the Gallagher process involved initial trials in Suriname (South America) and Texas (USA).
1096 SNF says that the evidence establishes that the relevant persons skilled in the art, in particular, the three major flocculant suppliers (SNF, Nalco and Ciba) were very aware of patents and their employees routinely monitored and searched patent databases.
1097 Further, it says that Ciba was an active patent filer, having filed applications for processes such as the Moody patent, the Gallagher patent and the opposed applications.
1098 Further, SNF says that Ciba’s own contemporaneous internal communications demonstrate that Ciba undertook patent searches before the priority date for the purposes of assessing whether its own processes would be patentable over the prior art. In an email from Mr Dymond to others within Ciba on 21 March 2003, Mr Dymond referred to a patent which he came across “in the patent search”, which he noted “must have been known about when our patent was filed on solid polymer addition”. Mr Dymond also commented that “This patent is [sic] from applying neat emulsion or microemulsion prior to stacking. I guess we should exclude this particular method of treatment, ie neat emulsion from our options”. Further, the minutes of Ciba’s IMT meeting on 2 May 2003 refer to the “issue of the Cytec patent highlighted by BD [Brian Dymond] previously” and “we need to reconfirm that this isn’t considered to be prior art”.
1099 Further, SNF says that Ciba also monitored new developments in the field by conducting monthly patent searches, reports of which were sent to Ciba’s senior management, including senior management in Australia such as Mr Bellwood.
1100 Further, SNF also monitored developments in the field by conducting regular patent searches. SNF employed an intellectual property manager who searched patent databases and circulated abstracts of patents relevant to the field. The patents that were ascertained and circulated included patents filed in a wide range of countries, including the USA. The Flotech reports which were circulated within SNF identified new patents which had been filed by SNF’s rival flocculant suppliers, including Ciba, Nalco and Cytec. When Mr Schroeter received a Flotech report, he would review it for areas of interest to him and if he identified a patent of interest, would read the report in relation to that patent in detail.
1101 Further, Mr Schroeter’s evidence is that Nalco was a regular filer of patent applications. For example, the MEI website included an abstract for a patent filed by Nalco for “Rheology modification of settled solids in mineral processing”.
1102 Further, SNF says that as with Ciba and SNF, Nalco also monitored new developments in the field by conducting patent searches. In his role as marketing manager at Nalco, Mr Schroeter received reports which included information regarding relevant patents.
1103 Mr Schroeter’s evidence is that as early as the 1980s when he was working for Nalco, he would discuss patents with Nalco’s head office when considering applications in the field, or when ascertaining whether he was free to sell particular products to his clients. One of the patents Mr Schroeter read in the 1980s was the Booth patent, which was filed by the flocculant supplier American Cyanamid Inc. The Booth patent concerned the addition of flocculant slurries for various purposes not directly related to tailings deposition.
1104 Further, Mr Schroeter also had patent searches undertaken on his behalf when working as a marketing manager in Nalco’s paper division from 1997 to 2000. Further, as already discussed, Mr Schroeter became aware of the Pearson patent in 1996 whilst working at Nalco, which he regarded as relevant to his sale of flocculant to the Waihi gold mine.
1105 Further, Mr Coleman’s evidence is that when he was employed by Catoleum (a joint venture between ICI Australia and Nalco, which later became Nalco) and Imdex chemicals, mine operators and flocculant suppliers keep abreast of patents relevant to their field of endeavour. When he worked at Catoleum, employees regularly received and reviewed details of registered and pending patents relevant to their field of endeavour.
1106 Further, Dr de Kretser’s evidence was to similar effect. It was his experience that larger mineral processing companies and chemical suppliers filed patents in respect of new developments. Chemical suppliers promoted their new patented technologies to potential and existing customers. And persons skilled in the art, particularly those with a focus on process development, kept abreast of developments in the field by reading patents relevant to their area of interest. Persons skilled in the art also read patents so as to be aware of potential obstacles to their own conduct.
1107 But in my view, and as BASF correctly submitted, the evidence at trial made clear that this was not a field in which the notional person skilled in the art, confronted with a tailings disposal problem, would undertake a patent or literature search. First, there was no evidence that Ms Herzig, Mr Schmidt, Mr Bembrick, Mr Coleman, Mr Woolley, Dr Clarke, Mr Cigulev, Mr Buckland, Mr Holtzman, Mr Edgar, Mr Scammell, Ms Beveridge or Professor Ralston had ever read any patent before the priority date. Second, the evidence of Dr Farrow was that he did not consult or consider patent literature before the priority date and did not discuss patents with his colleagues. Third, the evidence of Dr de Kretser was merely that he “was aware”, before the priority date, that mining companies and chemical suppliers “filed patents”, but he did not suggest that he personally read or consulted patents before the priority date. When cross-examined, Dr de Kretser confirmed that he did not have a practice of undertaking regular and comprehensive patent searches, that he might not find a patent published in the field for 10 years, that he had never sought or received any patent search in the field before the priority date, and that to the extent that he had opined that others in the field were undertaking patent searches, this was based on what he had observed between 2011 and 2015 at Rio Tinto, and did not necessarily reflect the practice in the field before the priority date. Fourth, Ms Herzig agreed in cross-examination that she was not “aware or interested in patents” before the priority date and did not undertake any patent searches to try and solve the tailings disposal problem at the Yarraman mine. Fifth, Mr Buckland confirmed that in trying to improve the tailings disposal process at the Boral Stapylton quarry, he did not undertake any patent searches. Indeed, he did not even have computer access. Sixth, Mr Cigulev gave evidence that he was required, as a metallurgist for Cable Sands and BHP, to keep up to date with developments in the field, but that this did not require him to undertake patent searches and he did not keep up to date by reading patents or patent searches. So, he did not become aware of the innovation patents filed by Ciba until 2008, 5 years after the priority date, and even then, only when informed of them by SNF. Mr Cigulev also confirmed that in trying to improve the tailings disposal process at the Beenup mine, he did not undertake any patent searches. Seventh, Mr Bembrick confirmed that he did not at Ciba or Ecolab before the priority date, undertake patent searches or research. He also stated that his “involvement or interest [in patents] at the time was a lot lower” and it subsequently grew, during his conduct of the ACARP project, to the point where he “actually start[ed] doing some checks on what has been happening in the industry”. Eighth, Mr Schroeter confirmed that he had never before the priority date undertaken a patent search, never asked for a patent search to be undertaken in relation to tailings streams, and that “[n]one of my employees in SNF Australia were undertaking patent searches, no”.
1108 More generally, there was no evidence that any person working in the field, seeking to improve the tailings disposal processes used at any of the mines the subject of evidence in this proceeding, undertook a patent or literature search before the priority date to assist them to find a solution.
1109 Further, to the extent that there was any direct evidence of patent searches, that evidence was limited to that given by Mr Schroeter and Mr Bellwood. Such searches were limited and would not have resulted in a person skilled in the art ascertaining any of the prior art on which SNF relies.
1110 Mr Schroeter provided some evidence of the patent search results circulated within SNF in 2002, 2003 and 2004. But I agree with BASF that such evidence falls short of establishing that a person in the field could be reasonably expected to have ascertained any of the prior art on which SNF seeks to rely. So, Mr Schroeter conceded in cross-examination that the reports circulated within SNF only reported the very recent patents that had been uncovered and did not contain a list of patents over the preceding years. Accordingly, the fact that reports of this nature were circulated within SNF in 2002, 2003 and 2004 would not result in anyone within SNF being alerted to the Backer & Busch papers (which were not patents in any event), the Pearson patent published in 1996, the Condolios patent filed in 1981 or the Gallagher patent published in 2001. And indeed, not only would the patent reports circulated within SNF in 2002, 2003 and 2004 have failed to capture any of the historical prior art upon which SNF seeks to rely, but there is no evidence that any patent reports circulated within SNF ever captured any of the prior art upon which SNF now seeks to rely. Further, Mr Schroeter confirmed that “[w]hen I joined SNF, it was the first time that I was on a regular mailing list of this type of generic patent information” and that he did not receive such information when employed by Nalco.
1111 Further, the evidence of Mr Bellwood was that within Ciba, “only a very narrow and restricted number of people in senior management were on the monthly patent information report circulation list”. Such reports were only sent to three Ciba employees in Australia. And they were not sent to people working in the field, such as Mr Scammell or Ms Beveridge.
1112 Further, to the extent that Dr de Kretser asserted that people in the field “regularly consulted online resources and patents” before the priority date, in my view that assertion cannot be easily reconciled with other evidence. The relevant industry witnesses did not suggest that they regularly consulted online resources and patents before the priority date.
1113 Further, even if a person in the field did at the priority date search for the “current state of the art”, matters that were “currently the subject of patent protection”, and “potential roadblocks”, as asserted by Dr de Kretser, how or why would they have located the Backer & Busch papers, the Condolios patent or the Pearson patent? That prior art substantially pre-dated the priority date being published between 1972 and 1994. Further, the Backer & Busch papers were not patents, and so could not constitute “potential roadblocks”, and nor could the Condolios patent which was a US patent not registered in Australia. The only piece of prior art which might have been located on the basis identified by Dr de Kretser was the Gallagher patent. But there was no evidence before me that any person outside of Ciba had read that patent before the priority date.
1114 Let me deal with the Backer & Busch papers at this point on this issue.
1115 SNF submits that both the Backer & Busch 1981 paper and the Backer & Busch 1986 paper would have been ascertained, understood and regarded as relevant by a person skilled in the art at the priority date. Both were published by the United States Department of the Interior – Bureau of Mines. This organisation performed a similar function to the Minerals Division of CSIRO, and was known as a source of information on tailings treatment commonly referred to by persons skilled in the art. Dr de Kretser’s evidence is that research updates from organisations such as CSIRO were regularly referred to by persons skilled in the art.
1116 Dr de Kretser identified the Backer & Busch papers (and other work conducted by the US Bureau of Mines assessing various methods of flocculant addition to thickener underflow prior to deposition) when undertaking a literature review for his PhD thesis in around 1992.
1117 Further, SNF says that the major flocculant manufacturers each employed a research and development manager whose role included searching available literature. This involved, inter alia, electronic searching of databases, including government databases for government agencies around the world responsible for mining, and the Internet. For example, SNF employed an intellectual property manager who routinely researched such databases, summarised the results and included them in reports sent to SNF’s employees including its researchers, marketing managers and chemists. Mr Schroeter received these reports. The reports were accessible to all SNF employees. Similarly, Rio Tinto and BHP Billiton maintained extensive libraries of materials and employed specialised research staff to assist with research into areas of interest for their staff.
1118 Now the Bureau of Mines was closed and certain functions transferred to other US federal agencies from late 1995 to early 1996. But SNF says that the transfer of these responsibilities does not mean that the Backer & Busch papers would not have been ascertained. SNF says that it is clear that the Backer & Busch papers were still publicly available, as evidenced by Dr de Kretser identifying the Backer & Busch papers during his literature review in around 1992. Mr Schroeter also obtained copies of the Backer & Busch papers in 2003 or early 2004, before SNF’s involvement in the ACARP project. The papers were also accessible via a Google search in March 2014.
1119 Now it was put to Mr Schroeter in cross-examination that given the closure of the Bureau of Mines in 1996, it was “not [one] of those places to which people in 2003 habitually turned to find up-to-date information”. But SNF says that whether a source of information was “habitually turned to” is not the relevant test for s 7(3). Rather, the statutory language requires a source of information to be “ascertained”, which simply means discovered or found out. As Besanko J observed in Aspirating IP at [458], what must be determined is whether “having regard to the evidence, it may be reasonably predicted that the hypothetical non-inventive skilled worker faced with [the problem]” would have ascertained, understood and regarded as relevant the particular prior art in question. SNF submits that the evidence indicates that the skilled person conducting a literature search at the priority date for the purposes of addressing the problem would have found the Backer & Busch papers. And the description of the process in the Backer & Busch papers would have immediately indicated to a person skilled in the art that it was highly relevant to the disposal of tailings and other waste material resulting from mineral processing.
1120 But in my view there is an air of unreality for SNF to suggest that a person in the field, as at the priority date, would have located the Backer & Busch 1981 paper or the Backer & Busch 1986 paper. This would have been improbable for the following reasons.
1121 First, the Backer & Busch papers were published by the US Bureau of Mines. There is no evidence from any witness in this proceeding that they consulted materials published by the US Bureau of Mines.
1122 Second, Dr de Kretser conceded that he would not necessarily have expected people in the field to read reports issued by the US Bureau of Mines and that he was not in the habit of consulting its website.
1123 Third, the US Bureau of Mines was closed in 1996. Mr Schroeter conceded that it would be true that the website of the US Bureau of Mines was not a place that persons skilled in the art would habitually consult as at the priority date.
1124 Fourth, the evidence of Mr Schroeter, that he was able to find the Backer & Busch papers by undertaking internet searches years later in 2014, is of little probative value. It is apparent that Mr Schroeter needed to search online for “Bureau of Mines”, “slurry” and “thicken” in order to locate those papers. But SNF has not provided any explanation of why a person skilled in the art would have been motivated to undertake such internet searches before the priority date. Nor is there any evidence as to whether, if such searches had been undertaken in 2003 rather than 2014, a person skilled in the art would have found those papers. The reality, as Mr Schroeter explained at trial, was that he was able to find these papers when “attempting to put together information that was publically available in order to run this case”. Further, as Mr Schroeter accepted, the searches he undertook required him to already know of the papers and the fact that they were published by the US Bureau of Mines.
1125 In my view, the Backer & Busch papers were not reasonably ascertainable.
1126 In summary, in my view, none of the s 7(3) prior art documents relied upon by SNF was reasonably ascertainable. But in the event that I am wrong in this conclusion, let me explain in any event why they do not assist SNF.
(b) The Gallagher patent
1127 The Gallagher patent (PCT application, international patent number WO 01/92167) is of little assistance to SNF.
1128 The Gallagher patent discloses achieving improved rigidification through SDITB by adding the flocculant in the form of a dry powder. Apart from the form in which the flocculant was recommended to be added, the information in the Gallagher patent is almost identical to the disclosure in the opposed applications.
1129 Now SNF says that the Gallagher patent would have been ascertained, understood and regarded as relevant by a person skilled in the art at the priority date. The Gallagher patent was a PCT application published on 6 December 2001, and which entered national phase in Australia on 13 November 2002. The Gallagher patent’s earliest priority date is 31 May 2000. Ciba was one of the four major flocculant suppliers at the priority date. SNF says that the description of the process in the abstract in the Gallagher patent would have immediately indicated to a person skilled in the art that it was highly relevant because the patent deals directly with the disposal of mineral tailings so as to minimise the deposition area taken up by the tailings. This is consistent with the opposed applications identifying the Gallagher patent as relevant prior art.
1130 Now as I have said, the Gallagher patent was not readily ascertainable. But for the sake of the argument, let me assume in favour of SNF that it was. What did the Gallagher patent disclose?
1131 The invention in the Gallagher patent related to “the treatment of mineral material, especially waste from the Bayer alumina process, including the treatment of red mud wastes in order to render it more easily disposable”.
1132 Claim 1 was expressed in terms:
A process in which material comprising an aqueous liquid with dispersed particulate solids is pumped as a fluid then allowed to stand and rigidify and the rigidification is improved whilst retaining the pumpability of the material by combining polymeric particles with the material during or prior to pumping the material, wherein the polymeric particles comprise water soluble polymer which has an intrinsic viscosity of at least 3 dl/g.
1133 The specification (p 3) referred to a perceived need in the following terms:
Thus there exists a need to provide a process that more effectively and conveniently allows a material to be pumped readily as a fluid and which on standing will rigidify to provide a stackable solid waste. There also exists a need to achieve this by substantially reducing the amount of aqueous liquid contained in the material.
1134 The invention was then further described in the following terms (pp 3 to 5):
A process according to the present invention provides a process in which material comprising an aqueous liquid with dispersed particulate solids is pumped as a fluid then allowed to stand and rigidify and the rigidification is improved whilst retaining the pumpability of the material by combining polymeric particles with the material during or prior to pumping the material, wherein the polymeric particles comprise water soluble polymer which has an intrinsic viscosity of at least 3 dl/g.
The addition of the polymeric particles, comprising water soluble polymer to the material enables the material to retain its fluidity and to be easily pumped but upon standing forms a solid mass that is strong enough to support layers of subsequent rigidified material. We have surprisingly found that the presence of water soluble polymers applied in the form of particles actually enables the material to remain fluid and pumpable during the pumping stage but results in rapid loss of fluidity and rigidification on standing. Furthermore this treatment desirably results in aqueous liquid being released from the material on standing. It appears that application of the particulate water soluble polymer to the material results in a gradual increase in viscosity but not so significantly that would prevent the material from being pumped. It is also surprising that the addition of the water soluble polymer does not result in more immediate dewatering of the material prior to the location for disposal, which could result in blockage of the pipe-line.
Suitable doses of polymer range from 10 g to 10,000 grams per tonne of material solids. Generally the appropriate dose can vary according to the particular material and material solids content. Preferred doses are in the range 100 to 3,000 grams per tonne.
The process of the invention is suitable for treating material wherein the dispersed particulate solids have very small particle sizes, for instance, substantially all having sizes less than 100 microns, and even for materials wherein substantially all of the particles have sizes of less than 50 microns. It is of particular value where at least 90% of the particles have sizes less than 20 microns, especially where the proportion of liquor in the waste stream cannot be easily or economically reduced.
The material particles are usually inorganic and/or usually a mineral. Although it may be useful for other materials requiring to be pumped and then stacked especially for materials which are filter cakes, tailings, thickener underflows, or unthickened plant waste streams, for instance other mineral tailings or slimes, including phosphate, diamond, gold slimes, tails from copper / silver / uranium ore processing, coal or iron ore, the major use of the present process is in the treatment of the final thickener or wash stage of a Bayer process. The red mud may thus be the solids settled from the final thickener or wash stage by the addition of flocculant alone, or, optionally, the material is the filter cake from filtration (e.g. pressure filtration or vacuum filtration etc.) of the slurry produced in the final wash stage.
The red mud or other material which is pumped may have a solids content in the range 15% to 80% by weight. The red mud slurries are often in the range 20% or 30% to 70% by weight, for instance 45% to 65% by weight. The sizes of particles in a typical red mud sample are substantially all less than 25 microns, for instance about 95% by weight of mud is particles less than 20 microns and about 75% is less than 10 microns, and about 95% by weight of mud is particles less than 20 microns and about 75% is less than 10 microns, and about 95% more than 3 microns.
We have found better results are obtained when the material is relatively concentrated and homogenous. It may also be desirable to combine the addition of the polymeric particles with other additives. For instance the flow properties of the material through a conduit may be facilitated by including a dispersant. Typically where a dispersant is included it would be included in conventional amounts. However, we have found that surprisingly the presence of dispersants or other additives does not impair the rigidification of the material on standing.
Thus in the present invention the polymeric particles are added directly the aforementioned material. The polymeric particles may consist wholly or partially of water-soluble polymer. Thus the particulate polymer may comprise a blend of cross-linked water swellable water-insoluble polymer and water soluble polymer. This may be a physical blend of swellable polymer and soluble polymer or alternatively is a lightly cross-linked polymer for instance as described in EP-202780. Although the polymeric particles may comprise some cross-linked polymer it is essential to the present invention that a significant amount of water soluble polymer is present. When the polymeric particles comprise some swellable polymer it is desirable that at least 80% of the polymer is water-soluble. Preferably the polymeric particles are wholly or at least substantially water soluble. The water soluble polymer may be branched by the presence of branching agent, for instance as described in WO-A-9829604, for instance in claim 12, or alternatively the water soluble polymer is substantially linear.
1135 Further, at pp 14 and 15 it is said:
It is surprising that the process according to the invention forms a product which rigidifies far better than alternative treatments, for instance the use of water swellable, water swellable polymers or pre-formed solutions of water soluble polymers. It is also surprising that especially good results are obtained by employing solid grade particulate polymers, comprising solid grade polymer, comprising individual large sized polymer particles as described herein. The process of the invention more effectively minimises the area taken up by a stack of the material of given volume. This is achieved whilst maintaining the pumpability of the material.
SNF’s submissions
1136 Let me in this section set out and describe SNF’s submissions.
1137 The Gallagher patent at page 15 paragraph 3 describes the release of aqueous liquid from the rigidified material:
Another surprising feature of the present invention is that once the material has been transferred to the preferred location and left to stand the aqueous liquid is released from the rigidifying material. The release of the aqueous liquor from the material is advantageous in that the mud stack has an actual higher solids and does not contain high levels of trapped liquor as in the case of the water swellable water insoluble polymer. This provides the advantages that the stacked material is not likely to destabilise and also the liquor that has been released can be recycled, for instance to extract any residual values. …
1138 The Gallagher patent at page 14 paragraph 3 describes the addition of dry powder as the preferred form of flocculant addition:
It is surprising that the process according to the invention forms a product which rigidifies far better than alternative treatments, for instance the use of water swellable, water swellable polymers or pre-formed solutions of water soluble polymers. …
1139 The examples in the Gallagher patent consist entirely of laboratory tests using red mud underflow being agitated for one hour in order to simulate a transit time of 60 minutes. Mr Bellwood accepted that the disclosure on page 19 of the Gallagher patent of the mixing the tailings in a lab tumbler for one hour simulated the normal residence time required for red mud to flow through the pipeline to the disposal site.
1140 At page 4, the Gallagher patent notes:
The material particles are usually inorganic and/or usually a mineral. Although it may be useful for other materials requiring to be pumped and then stacked especially for materials which are filter cakes, tailings, thickener underflows, or unthickened plant waste streams, for instance other mineral tailings or slimes, including phosphate, diamond, gold slimes, tails from copper / silver / uranium ore processing, coal or iron ore, the major use of the present process is in the treatment of the final thickener or wash stage of a Bayer process. …
1141 The Gallagher patent discloses (page 1, para 2) that the waste material from mineral ores often consists of a slurry or slurry comprising particulate mineral material, “for instance clays, sand, grit, metal oxides etc”. Dr Farrow accepted that these waste materials from mineral ores would often consist of a mixture of coarse and fine particles. Dr Farrow also accepted that persons skilled in the art would understand the reference to “other mineral tailings” in the paragraph on page 4 (extracted above) to include tailings from the mineral sands industry.
1142 Persons skilled in the art were aware that these mineral types could comprise a range of particle size distributions, including both coarse and fine particles.
1143 The Gallagher patent must therefore be read in the context of treating mineral ores which comprise, amongst other things, clays (typically less than 25 microns) and sand (typically greater than 75 microns).
1144 Page 4 of the Gallagher patent discloses that:
The process of the invention is suitable for treating material wherein the dispersed particulate solids have very small particle sizes, for instance, substantially all having sizes less than 100 microns, and even for materials wherein substantially all of the particles have sizes of less than 50 microns. It is of particular value where at least 90% of the particles have sizes less than 20 microns, especially where the proportion of liquor in the waste stream cannot be easily or economically reduced.
1145 As with the opposed applications, the claims of the Gallagher patent are not limited to a particular dose that would constitute an “effective rigidifying amount”. However, Dr Farrow accepted that a person skilled in the art on reading the Gallagher patent would be able to identify as a matter of routine a suitable dose of the flocculant when added as dry powder to achieve the results described in the Gallagher patent. Dr Farrow also accepted that a person skilled in the art would know that the dry powder would need to be added a considerable distance from the discharge point.
1146 As with the opposed applications, the result claimed in the Gallagher patent is the achievement of “improved rigidification”. Dr Farrow accepted that this was improved rigidification as disclosed in the opposed applications and that the rigidity or strength of the material on deposition described in the Gallagher patent was in all material respects the same as the material described in the opposed applications.
1147 Further, Dr de Kretser’s evidence is that all the integers of the claims of the opposed applications are disclosed by the Gallagher patent except that the Gallagher patent does not:
(a) expressly disclose the deliberate addition of coarse particles to the thickener underflow; and
(b) recommend the addition of flocculant in aqueous solution.
1148 That evidence is not disputed by Dr Farrow.
1149 Accordingly, SNF says that the key matter in dispute is whether a person skilled in the art, implementing a co-disposal process or considering doing so, faced with the problem, would have modified the Gallagher process to add the flocculant in aqueous solution, instead of powder.
1150 SNF accepts that the Gallagher patent does not disclose co-disposal. But it says that the practical advantages of co-disposal were well known.
1151 The successful operation of co-disposal processes required the minimisation of segregation of coarse and fine tailings after deposition. A person skilled in the art reading the Gallagher patent would understand that it disclosed a process which creates a deposited material which has properties which could reduce segregation of particles on deposition. This is because the Gallagher patent increased the yield stress of the deposited material, and persons skilled in the art knew that increasing yield stress of the deposited material would reduce segregation.
1152 This is consistent with Dr Farrow’s evidence that if the fine particles were segregating from the coarse particles, the person skilled in the art knew that this segregation could be inhibited by increasing the dose of flocculant.
1153 SNF says that if the person skilled in the art was implementing a co-disposal process, they would understand from the disclosures in the Gallagher patent that the process could be used to rigidify tailings comprising coarse and fine particles. And it says that this understanding is not contradicted by the teachings of the Gallagher patent which concern the use of a flocculant in dry powder form rather than the nature of the tailings to which the flocculant is to be applied.
1154 SNF says that there is no material difference in treating tailings which are created by a co-disposal process and tailings which inherently comprise a mixture of coarse and fine particles. Many different mineral types inherently comprise a mixture of coarse and fines particles. SDITB of co-disposed tailings (that is, combined streams of coarse and fine tailings) is functionally equivalent to SDITB of thickener underflow of tailings which are inherently comprised of coarse and fine particles, to obtain equivalent results.
1155 SNF says that if a process worked successfully in treating tailings which inherently were a mixture of coarse and fine particles, the person skilled in the art would expect that the process could effectively treat tailings which consisted of a mixture of coarse and fine particles caused by the deliberate combination of two separate streams.
1156 SNF says that the suitability of the Gallagher process to address the problem in the co-disposal process is borne out by Ciba’s own conduct in trialling the Gallagher process at the following mines which were implementing or considering implementing co-disposal processes:
(a) In October 2001 and January 2003 at Cable Sands’ Sandalwood and Jangardup mines.
(b) In April 2002, at Point Comfort.
(c) In September 2002, at CRL’s Yarraman mine.
(d) In October 2002, at an Iluka mine.
(e) In October 2002 at the Ardlethan mine.
(f) In November 2002 at the Osborne Mine.
1157 SNF says that the suitability of the Gallagher process to address the problem in co-disposal process is also borne out by Mr Parker’s observation in July 2002 when sending the results of laboratory trials of the Gallagher process conducted at Point Comfort in April 2002 that this data “will be useful for reference to clients that are interested in co-disposal”. It says that Ms Beveridge accepted that by at least this date, Ciba considered that the Gallagher process would be useful to assist miners that were undertaking or proposing to undertake a process of co-disposal.
1158 SNF also says that the suitability of the Gallagher process to address the problem in the co-disposal process is also borne out by the evidence that:
(a) Iluka trialled an SDITB process to seek to improve its co-disposal processes in the trial work it undertook at the Yoganup mine in 2000; and
(b) Nalco recommended its OreBind process to Cable Sands for use in conjunction with Cable Sands’ co-disposal processes.
1159 Further, SNF submits that notwithstanding the disclosure in the Gallagher patent concerning the use of powder, a person skilled in the art would have altered the form in which the flocculant was added to an aqueous solution for the following reasons:
(a) flocculants were almost always added in solution and therefore was the form of addition persons skilled in the art were most familiar with;
(b) the person skilled in the art knew that adding flocculant in solution would be easier and more cost effective than adding flocculant in powder; and
(c) at many mines there would be insufficient transit time for flocculant added in powder; for example the evidence is that at Yarraman there was only 5 minutes residence time, whereas the evidence of Dr de Kretser is that flocculant added as a powder, depending on the mixing conditions, needed 30 to 60 minutes mixing to fully activate.
1160 Further, SNF says it is not in dispute that flocculant was almost always added in aqueous solution to thickeners, belt presses, centrifuges. And Dr Farrow had personally never seen or been told about flocculant being added in any form other than aqueous solution.
1161 Further, if the flocculant was to be added in a dry powder form, special equipment and addition techniques would need to be acquired and/or developed. Persons skilled in the art would not be familiar with those techniques or have readily on site the necessary equipment. It is said that Dr Farrow accepted that the Gallagher process required specialist equipment. He had never seen a device that introduced dry powder into a slurry.
1162 In contrast, so SNF says, equipment for the preparation and dosing of flocculant in aqueous solution would have been present at a mine site and the addition of flocculant in this form would have been seen as less complicated than the addition of flocculant in dry powder form.
1163 Further, SNF points out that the difficulties with mixing dry powder into the slurry are referred to in the Gallagher patent. The Gallagher patent discloses a method of adding the flocculant in dry powder form to the tailings in the outlet pipe by adding the powder to a liquid carrier and injecting the carrier into the tailings. Alternatively, a portion of the suspension was flowed into a mixing chamber where it was combined with the powder and then the mixture was returned to the outlet pipe. This additional step would also add additional capital cost and complexity.
1164 Further, SNF says that adding flocculant in dry powder form to underflow would also be more difficult than adding flocculant in aqueous solution because small amounts of moisture would cause the dry powder flocculant particles to agglomerate. This would make the flocculant difficult to handle and could also cause blockages in the flocculant delivery line. It also caused difficulties in accuracy of dosing.
1165 SNF says that mining is a water intensive process with lots of water around the equipment, and the use of dry flocculant in those circumstances is difficult (because powder flocculant has to be kept dry before addition). This was one of the reasons why at Yarraman the mine operator was not prepared to try adding powder in the concentrator on board the dredge.
1166 SNF says that aqueous solution was known to be simpler and less complicated to dose than flocculant added in dry powder form, giving greater control of the yield stress of the material on deposition.
1167 In his oral evidence, SNF says that Dr Farrow acknowledged that:
(a) He had no experience adding dry powder directly into thickener underflow in transit to a tailings deposition area. His experience was that the flocculant was always added as an aqueous solution.
(b) If a person skilled in the art thought about adding a second dose of flocculant to the thickener underflow to increase the yield stress of the material on deposition, they would “invariably” add the flocculant in solution.
(c) The ability to optimise the addition point using flocculant in powder form was “going to be much more tricky” than adding flocculant in aqueous solution as it would involve many more factors to be accounted for in order for maximum flocculation to be achieved at the end of the outlet pipe.
(d) The added variable to consider if the flocculant was added either in emulsion or powder was that the flocculant would need time to go into solution and therefore become fully active. The person skilled in the art would know intuitively and practically that powder or emulsion would have to be added further from the discharge point than solution.
(e) Control of the Gallagher process would be quite difficult, and determining the actual time and duration for dissolution and the optimum point of addition in order to obtain the requisite yield stress on deposition would be difficult. This was to be contrasted to adding the flocculant in aqueous solution which provided a very rapid increase in the flocculation structure allowing maximum flocculation immediately on discharge if you got your addition point right.
(f) A person skilled in the art knew that, due to the difficulties in mixing powder into a slurry, a mixing technique would need to be employed which involved a portion of the suspension being diverted into a mixing chamber where it was combined with the powder and then returned to the outlet pipe.
(g) If the flocculant was added in aqueous solution in the Gallagher process, it would be more predictable and achieve improved rigidification provided the person skilled in the art could mix the solution efficiently amongst the high solids concentration suspension.
1168 Furthermore, SNF says that adding flocculant in aqueous solution would be more cost effective to use than flocculant in dry powder form because typically less flocculant would be consumed to achieve the desired result.
1169 Further, it is said that the evidence reveals that the Gallagher process requires transit times to the deposition area of in the order of 30 to 60 minutes. Therefore at many mine sites the addition of powder would not have been a viable option.
1170 In this regard it is said that Dr Farrow acknowledged that depending on the particle size of the powder the residence time in the transit pipe required for powder added directly to a slurry to effectively flocculate would be in the order of an hour. This is consistent with Dr de Kretser’s evidence that a person skilled in the art on reading the Gallagher patent would understand that mixing times of 30 to 60 minutes were required in order to obtain the desired yield stress of the tailings at the discharge point when the flocculant was added in dry powder form.
1171 Therefore, the dry powder would need to be added to the tailings a sufficient distance upstream from the discharge point to allow sufficient mixing and activation time, but not so far from the outlet that the flocs would be degraded by shear forces prior to deposition. The person skilled in the art would also understand that mixing a slurry treated with aqueous flocculant for 30 to 60 minutes would result in destruction of flocs due to shear thinning.
1172 The person skilled in the art would understand that if the transit time of the slurry from the thickener to the deposition area was shorter than the time required for the powder to activate and flocculate the tailings, adding the flocculant in powder form would produce inferior results as the dry powder would not have time to dissolve and flocculate the tailings. Dr Farrow agreed with this in cross-examination.
1173 Therefore where there was insufficient residence time for the powder flocculant to activate and effectively flocculate, the use of the Gallagher process was not an effective option.
1174 Consistent with SNF’s position, it is said that Dr Farrow acknowledged that if a person skilled in the art read the Gallagher patent and wished to achieve improved rigidification and if there was insufficient residence time for available powder flocculant to dissolve and activate and the person skilled in the art believed that it was possible to achieve effective mixing of the flocculant if added in an aqueous solution into the pipeline, they would attempt to use the process disclosed in the Gallagher patent but add the flocculant in aqueous solution close to the end of the outlet pipe and, provided they did achieve effective mixing, would achieve improved rigidification.
1175 Further, SNF refers to Ciba’s internal communications before the priority date which record the practical difficulties in working with flocculant in dry powder form.
1176 For example, on 18 and 21 December 2001, Mr Parker communicated with his colleagues within Ciba regarding the use of SDITB where the flocculant was proposed to be added as powder at the Goro nickel mine in New Caledonia. Mr Parker identified the following problems:
(a) In some instances, the residence time in the pipeline will be too short for the powder which has a limited lifespan of 30-60 minutes, after which the viscosity benefits begin to wear off.
(b) The flocculant could have been added in a PEG slurry, however this was expensive and almost doubled the treatment cost.
(c) The flocculant could be added in a calcium brine, but this was really only useful in alumina.
(d) The specific gravity of powder flocculant varied such that it settled out of suspension in the mixing tank.
(e) Powder flocculant causes abrasive wear on pumps in a very short space of time.
(f) Ciba had problems adding the powder flocculant to high pressure pipelines.
(g) Consideration had been given to adding powder flocculant to the suction side of positive displacement pumps, but there were difficulties getting the flocculant into the positive displacement pumps. These pumps have intermittent flows and different numbers of pumps online further complicates the dosing strategy. SNF submitted that the presence of a number of pumps during transfer adds the complication of further significant shear forces being imparted on the underflow after the flocculant has been added. This impacts and complicates the calculation of the required dose of powder to achieve the requisite yield stress at the deposition point.
1177 Furthermore, SNF says that as was noted in Ciba’s minutes of its IMT meeting on 7 March 2003, after the reference to “all five forms of Zenith application will be acceptable; slurried powder, powder solution, neat emulsion, dilute emulsion, liquids” and that Ciba would promote “whichever form is most suitable for each individual application”, it was noted that “slurried powder is probably the most problematic due to the expense of the [PEG] carrier and no current availability of appropriate pumps”. I would note that that statement could be a reference to the need for pumps such as Watson-Marlow peristaltic pumps which Mr Parker recommended for powder addition in his 18 December 2001 email, which were recommended for the pump’s property of abrasion resistance.
1178 Further, SNF contends that difficulties with transporting, storing and administering dry powder were common to all sites.
1179 Further, at Yarraman, there was insufficient pipeline residence time to enable flocculant added in powder form to flocculate the tailings prior to deposition. SNF submits that what Mr Scammell did, and his reasons for doing so, are exactly what would motivate a person skilled in the art to try solution addition rather than powder addition, with a reasonable expectation of success.
1180 Generally, SNF submits that the person skilled in the art, faced with the problem and armed only with common general knowledge combined with the Gallagher patent would have been:
(a) directly led as a matter of course to try the process of claim 1 of the 785 application; and
(b) with the requisite expectation that it might well produce a useful alternative to or better result than existing processes.
1181 Further, SNF says that various claims of the 568 application are also obvious in light of the Gallagher patent combined with the common general knowledge.
1182 Further, SNF says that none of the additional integers added by the dependent claims of either of the opposed applications can confer inventiveness over the Gallagher patent.
1183 Further, it is also said in relation to claim 12 of the 785 application (claim 21 of the 568 application), that Dr Farrow accepted that a person skilled in the art would understand the reference in the Gallagher patent to “other mineral tailings” as including tailings from the mineral sands industry.
1184 Now Dr Farrow’s affidavit evidence is that a person skilled in the art would have followed the teachings in the Gallagher patent and would not have discarded powder for the following reasons:
(a) The disclosures in the Gallagher patent suggest to him that adding the flocculant in powder form was critical to the functioning of the process.
(b) It would have been difficult to add flocculant in aqueous solution to a high concentration slurry, and he would have expected that adding flocculant in solution form would result in non-uniform adsorption of the flocculant. In contrast, adding the flocculant powder form would allow for uniform mixing.
(c) A person skilled in the art would know that flocculant in aqueous solution would need to be added close to the deposition point, which would involve either running lengthy flocculant lines to the deposition point or establishing infrastructure at the deposition point. The design of the deposition area might preclude the establishment of such infrastructure, and either option could involve significant capital and operational cost.
1185 But SNF says that despite his affidavit evidence concerning the importance of powder to the process in the Gallagher patent, Dr Farrow accepted in cross-examination that the Gallagher patent did not state that the use of flocculant added in aqueous solution would not work. Dr Farrow accepted that the Gallagher patent made the assertion, with no reference to any laboratory or trial results, that the addition of powder formed a material on deposition which “rigidifies far better” than aqueous solution. Dr Farrow also accepted that the Gallagher patent did not provide any quantitative comparison of the use of powder versus aqueous solution.
1186 Furthermore, SNF says that Dr Farrow’s “slavish” adoption of the process described in the Gallagher patent is to be contrasted with his approach to the process described in the Pearson patent (referred to in more detail below). Dr Farrow’s evidence is that having read the Pearson patent, he might have considered trialling that process by adding flocculant as a dry powder, notwithstanding the teaching in the Pearson patent to use a neat emulsion. It is said that Dr Farrow’s willingness to depart from the teachings in the Pearson patent, which was filed by a leading flocculant supplier, stands in sharp contrast to his unwillingness to do the same in respect of the Gallagher patent.
1187 In contrast, so SNF submits, Dr de Kretser’s evidence was that a person skilled in the art on reading the Gallagher patent would question why the Gallagher patent suggested that powder addition worked more effectively than solution addition, when this “is completely contrary to everything they have been taught previously about the preparation of flocculants to allow them to function most effectively in an application environment wherein the material or the flocculant is fully hydrated and fully aged to be as effective as possible when it’s added into the slurry”. Dr de Kretser’s evidence was that “if you were trained in the types or trained in the requirements of chemical conditioning for a range of tailings treatment types, that everything you had been taught was to add flocculant in aqueous form for the reasons that it is fully activated… therefore you would expect the best flocculation outcome” from adding flocculant in aqueous form. Dr de Kretser’s evidence was that a person skilled in the art on reading the Gallagher patent would understand that the advantages of using powder referred to in the Gallagher patent was in the context of adding the flocculant at a point remote from the deposition area.
1188 Further, SNF submits that I should not accept Dr Farrow’s evidence that a person skilled in the art would not have considered implementing the Gallagher process by adding the flocculant in aqueous solution as they would not have considered it possible to get effective mixing.
1189 Further, SNF says that Dr Farrow’s concerns about the need for additional infrastructure in order to apply the flocculant as an aqueous solution ignore the costs involved in adding flocculant in powder form. As it submitted, powder addition required specific equipment tailored to the delivery and mixing of the powder into the tailings, including the potential need for a separate mixing chamber or delivery as a PEG slurry. This equipment would not be on site at most mine sites. In contrast, because adding flocculant in aqueous solution was standard practice, the equipment to make up and add flocculant in solution would already be on site at the majority of mines.
1190 SNF says that Dr Farrow’s concerns also ignore the difficulties associated with adding powder at mine operations where the transit time exceeded the time required for powder to activate and flocculate tailings. In these circumstances, if dry powder were used, it would need to be added remotely from the thickener somewhere along the tailings line closer to the deposition point. But this would also involve some infrastructure being installed.
1191 Further, SNF says that the conclusion that the claimed invention was obvious in light of the Gallagher patent is reinforced by Ciba’s contemporaneous communications, which suggest that the addition of flocculant in aqueous solution at Yarraman (which was implementing a co-disposal process) rather than in dry powder was “simple” and “cost effective” (Mr Lawson’s email dated 12 September 2002). Indeed, it was a “straightforward flocculation exercise” which was “much cheaper” (Mr Parker’s emails dated 11 and 12 September 2002). Putting this evidence in context, by email dated 11 September 2002, Mr Parker wrote to Mr Gallagher, Mr Adkins and Mr Scammell that:
After discussions with Steven Scammell today I am convinced that the CRL project is not really suitable for Zenith. ·
The slurry is relatively thin and I would term the job as a flocculation exercise rather than mud thickening. This is evident when very good stack heights are obtained on adding a floc solution. In addition there is significant liquor release whereas a true Zenith application there is little, if any free liquor available.
The pipeline residence time is approx 5 mins and although dry powders work, so does a polymer solution and at the prices we would charge for Zenith products (and PEG) the simple addition of a polymer solution must be much cheaper.
However the only way to really determine the viability of the two systems is to run either full scan or pilot trials with both.
1192 Finally, SNF says that the proposition that it would be obvious to implement the Gallagher process but change from powder to solution addition is demonstrated by the fact that in May 2002, Ciba attended the Yarraman mine (which was implementing a co-disposal process) and sought to convince CRL to implement the Gallagher process, undertook laboratory tests of that process and recommended a field trial of that process. But when it became apparent that there was insufficient transit time for the Gallagher process to be effective at Yarraman, CRL did not want to add flocculant as powder on board the dredge and the cost of the Gallagher process was not likely to be economically viable at this mine site, one or more of Mr Scammell, Mr McColl, Ms Herzig or one of the other metallurgists at CRL, all being persons skilled in the art, determined not to proceed to further trial the Gallagher process at Yarraman, but to modify it by switching the form of the flocculant to aqueous solution and to proceed to field and plant trials. SNF suggests that they were confident that it would work effectively if they did so. SNF says that a person skilled in the art would not have incurred the substantial costs of such field and plant trials unless this was the case. But I would note at this point that this may be a mischaracterisation of the contemporaneous evidence which tends to suggest instead that the initial results at Yarraman were both promising and surprising.
Analysis
1193 Let me make a number of observations at this point.
1194 First, it is well apparent that the Gallagher patent teaches the addition of the polymer in a powder or particulate form. I have also set out claim 1 which uses the expression “polymeric particles”.
1195 Second, the Gallagher patent teaches that using the polymer in a powder or particulate form is preferable to using the polymer in aqueous solution.
1196 Third, the teaching in the Gallagher patent explains that there are a number of reasons why the administration of polymer in particulate or powder form is recommended over other options, including aqueous solution. These include that by adding the polymer in powder or particulate form, this will have the effect of “substantially reducing the amount of aqueous liquid contained in the material” (page 3, second paragraph) and ensure that the material will “remain fluid and pumpable during the pumping stage but results in rapid loss of fluidity on standing” (page 3, third paragraph) because the “application of the particulate water soluble polymer to the material results in a gradual increase in viscosity but not so significantly that would prevent the material from being pumped”, thereby avoiding “blockage of the pipe-line” (page 4, first paragraph).
1197 Fourth, and relatedly, the evidence of Dr Farrow was that if he had read the Gallagher patent before the priority date, the teaching to use powder would have made sense to him, because a polymer added in powder form would take some time to dissolve, enter solution, and become active, such that it would enable the polymer to be uniformly mixed throughout the tailings suspension. Contrastingly, he would have thought that if the polymer was added as an aqueous solution into the pipe then it would commence to adsorb immediately upon contact with the first solids that are encountered which would result in non-uniform adsorption of the flocculant on the solids, which would be detrimental to performance. Therefore, he considered that the teaching in the Gallagher patent of how to achieve effective mixing of powder form flocculant within a high solids concentration suspension had a sound scientific basis.
1198 Further, Dr Farrow explained that people in the field at the priority date were struggling to overcome the difficulties associated with mixing flocculant into high concentration suspensions and so “thickener manufacturers were developing techniques to dilute the incoming feed so there was proprietary techniques to do so… So they dealt with it, but not by mixing it into a high concentration suspension but by creating a low concentration suspension”. The teaching in the Gallagher patent to use powder provided an alternative solution to this problem of mixing flocculant into high concentration suspensions. Moreover, Dr de Kretser agreed that the use of powder, as taught in the Gallagher patent, would allow even dispersion of the polymer through the slurry as it dissolved.
1199 Fifth, on any view the Gallagher patent does not recommend the implementation of a co-disposal process. Indeed, it is apparent that Galagher explicitly teaches away from co-disposal as indicated in the passage from page 4 that I have extracted above.
1200 Clearly the Gallagher patent was indicating a preference for the use of its process for the disposal of tailings that were substantially composed of fine particles. It was to be used to deal with slimes or red mud. Indeed, the Gallagher patent teaches the use of the process claimed in relation to red mud, in which the sizes of particles are typically “substantially all less than 25 microns” (page 5, first paragraph) and that “better results are obtained when the material is relatively concentrated and homogenous” (page 5, second paragraph).
1201 In summary, the Gallagher patent teaches aspects that are quite inconsistent with SNF’s case. First, it teaches the use of powder and away from the use of solution. Second, it teaches the use of the process on fines, and away from co-disposal. I agree with BASF that it is unlikely that an unimaginative person skilled in the art, upon reading the Gallagher patent, would ignore both of these teachings, and implement a co-disposal process using aqueous solution. That would constitute a repudiation of the teachings in the Gallagher patent and would hardly be the taking of routine steps.
1202 Indeed, the likelihood that a person skilled in the art would reject both of these teachings is further diminished for the following reasons. First, secondary dosing was not the focus of the art and was rarely practised and largely unknown at the priority date save in the context of mechanical dewatering devices. Second, to the extent that co-disposal was known in the art at the priority date, it was known to be difficult. Third, it is clear that people in the field at the priority date were fully aware of the issues and difficulties associated with mixing polymer in solution into a tailings stream, albeit that they were trained to overcome them. I accept BASF’s submission that the person skilled in the art at the priority date, unfamiliar with secondary dosing and aware of the difficulties with co-disposal and mixing polymer in aqueous solution into high solids environments, would follow the teachings in the Gallagher patent to use polymer in powder form and would concentrate on separately treating the fines.
1203 Let me make some other points concerning the expert evidence.
1204 When Dr de Kretser was tested in respect of his evidence on obviousness in light of the Gallagher patent, it became apparent that he did not consider it likely that a person skilled in the art would, as a matter of routine, proceed from the Gallagher patent to the use of solution plus co-disposal. Dr de Kretser gave the following evidence:
So would they have to turn their mind to also do they need co-disposal or would it be - - -?---Well, yes. There are - - -
- - - simply sufficient to add aqueous - - -?---There are two elements that are --
Yes?--- - - - not disclosed in Gallagher.
But you’re saying that the skilled but unimaginative person would consider both together. So they would take Gallagher - - -?---No, not necessarily saying that they might consider both together.
1205 Dr de Kretser also gave the following evidence:
Well, the skilled and unimaginative person, I believe, would certainly question the recommendation to add polymer in powder form, because that is something that I do not believe that they would necessarily have to be particularly imaginative to contrast to their own experience. The question of co-disposal may require a little bit more, I guess, broad thinking, but I still contend that someone who is looking for ways to [improve] co-disposal would consider that addition of a polymer to improve the yield stress or the stacking behaviour [of] the material on deposition, and would see that there is a potential benefit.
1206 As BASF rightly submitted, Dr de Kretser’s evidence bordered on accepting that the person skilled in the art would need to engage in inventive thinking to use both aqueous solution for the polymer and co-disposal together.
1207 Further, in my view the expectation of a person skilled in the art having read the Gallagher patent would be that polymer in aqueous solution used as part of a co-disposal process would likely not have been a success even if mixing polymer in aqueous solution into a high solids environment might have possibly worked.
1208 Further, what is also clear is that the Gallagher patent teaches addition of polymer remote from the discharge point, whereas polymer in aqueous solution would need to be added with a short mixing time. The Gallagher patent did not suggest that dosing close to the point of discharge might be effective. It would have been readily apparent to a person skilled in the art that dosing close to the point of discharge would have deprived the polymer of sufficient time to mix through the slurry before deposition. This could not necessarily be solved by simply adding more flocculant, particularly close to the discharge point. As Dr Farrow said, mixing of flocculant solution into a concentrated slurry is not instantaneous.
1209 Further, I accept Dr Farrow’s evidence that if he had read the Gallagher patent before the priority date he would have expected the use of aqueous solution to be a failure, not a success:
If I didn’t have an hour of residence time then, when I first read the patent, I thought, “I don’t believe this would probably work”, because it was just contrary to all the things that I had thought. But the teachings of the patent, if you follow them through, give you that understanding, that this is the place to add it, and the examples, which you read then at the end of the patent, show that this actually is feasible. But it remains, still, today, surprising to me that this actually does work.
1210 If Dr Farrow had insufficient time to use powder, he explained that he would have first attempted to use fine powder particles, and if they were not available, he would concentrate, consistent with the focus of the art at the time, on “getting the thickener to work well”.
1211 Finally, and as I have already touched upon elsewhere, when Dr de Kretser gave his evidence on inventive step in light of the Gallagher patent, he had already undertaken a careful review of and commented on the opposed applications and much of the prior art relied upon by SNF. The approach adopted by Dr de Kretser was informed by hindsight. As BASF pointed out, his evidence as to how he analysed the prior art, including the Gallagher patent, was that:
So speaking at a high level at the moment, having read the patent and the prior art, you then looked at the prior art to see if you could find within it suggestions that would lead you to the invention described in the patent?---Well, my specific task was to look at whether any of the integers of the claims in the patent were disclosed in the prior art…
So that knowing the invention claimed you looked backwards from the claim to the prior art to see if within the prior art you could find one or more integers of the invention claimed?---That is the process, yes…
(c) The Pearson patent
1212 The Pearson patent (PCT application, international patent number WO 96/05146) is also not of substantial assistance to SNF.
1213 The Pearson patent was filed in the name of Cytec. It is directed to the treatment of mining waste in SDITB in a co-disposal process adding the flocculant in a neat emulsion.
1214 SNF submits that the Pearson patent would have been ascertained, understood and regarded as relevant by a person skilled in the art at the priority date. The Pearson patent was a PCT application designating Australia published on 22 February 1996, and which entered national phase in Australia on 11 February 1997. Cytec was one of the four major flocculant suppliers at the priority date. As I have already said, Mr Schroeter became aware of the Pearson patent in around 1996 whilst working at Nalco. He regarded this patent as relevant to Nalco’s work at the time in relation to the sale of flocculant to the Waihi gold mine. Ciba also seemingly identified the Pearson patent during the course of preparing the patent from which the opposed applications derive priority. The Pearson patent was referred to in the internal Ciba patent bulletin which Mr Bellwood received in May 2002, six years after it was filed. Further, SNF says that the description of the process in the abstract in the Pearson patent would have immediately indicated to a person skilled in the art that it was highly relevant to the disposal of tailings and other waste material resulting from mineral processing. SNF says that the information in the Pearson patent would have been understood and considered relevant to the disposal of tailings and other waste material resulting from mineral processing. It is said that this is consistent with the opposed applications identifying the Pearson patent as relevant prior art. But in my view the Pearson patent was not readily ascertainable for the reasons I indicated earlier. But for the sake of the argument, let me assume in favour of SNF that it was. What did the Pearson patent disclose?
1215 The invention in the Pearson patent was described in the following terms:
This invention is generally directed to processes for stabilizing the flow characteristics of fluid slurries of solids to permit the slurries to be stacked in piles; the stabilized compositions resulting therefrom constitute another embodiment of this invention. The Invention more specifically relates to processes by which mineral slurries, such as the tailings produced by mineral extraction processes, may be treated to dispose of it in a more efficient, cost effective manner. Specifically, it relates to the tailings generated from the Bayer process used to extract alumina from bauxite ore and methods for stacking such tailings.
1216 In terms of background and the surprising discovery, the following was said (pp 2 & 3):
Historically, efforts have been made to improve the efficiency of tailings disposal. One method involves dewatering the tailings by some mechanical means, such as filtration or centrifugation. Water-soluble polymeric emulsions have been used as flocculants, generally in the form of inverted dilute solutions, in dewatering applications for solid liquid separations. Though dewatering can be effective, it can be expensive to conduct and may not be practical or efficient for treating large volumes of material. Another method involves the addition of solid materials, such as sand, which serves to raise the solids to water ratio and broaden the size distribution of the solids to modify the flow characteristics of the tailings. This method can also be effective but has a disadvantage in that large quantities of solids are needed to be effective, which then increases the volume of tailings that need to be disposed.
…
It has been surprisingly discovered that water-soluble polymers in the form of an inverse (water-in-oil) emulsion can be used to stabilize slurries of particulate solids, including tailings and preferably mineral slurries, such as red mud, to modify their flow characteristics to increase their angle of repose and render the slurries stackable for maximizing the usage of waste storage space. In the stabilization process, the water-soluble polymers surprisingly appear to function as a binder, rather than a flocculant. Moreover, the stabilizing effectiveness of the water-soluble polymers is surprisingly enhanced when they are used in their inverse emulsion form, rather than first being inverted to form a dilute aqueous solution, as such polymers are typically used in the art. See, for example U.S. Patent No. 4,767,540.
Further, it has also been surprisingly discovered that diluting the polymeric emulsion with a diluent which does not break the emulsion will enhance the polymers performance. This diluent may be a hydrocarbon, and is preferably air. Any water-soluble polymer may be used as long as they are in inverse emulsion form or inverse microemulsion form (all emulsions and microemulsions referred herein are inverse). For purpose of this invention, the term emulsion includes microemulsions. Certain polymers may be preferred, however, depending on the slurry being treated. Anionic polymers such as ammonium polyacrylate have been found, for example, to be particular1y effective for stabilizing red mud resulting from a Bayer process. The term stabilize herein refers to a modification of flow characteristics which reduces the slurries’ ability to flow under its own weight, and preferably increases the angle of repose of the slurry being stabilized, without having to eliminate the liquid in the slurry. Preferably stabilization renders the slurry stackable. The term stacking is known in the art and, as used herein, contemplates the placement of a slurry in a pile.
1217 The invention is then summarised in the following terms (p 3):
According to the present invention, there is provided, in a general sense, a process for stabilizing an aqueous slurry of particulate solids which comprises admixing an emulsion, in an amount sufficient to stabilize the slurry, with the slurry wherein the emulsion has a discontinuous aqueous phase comprising a water-soluble polymer. The stabilized slurrys which comprise a water-soluble polymer-containing emulsion admixed with an aqueous slurry of particulate solids are another embodiment of the invention. The slurrys are preferably mineral slurries more preferably mineral tailings waste.
1218 The specification contained a description of the preferred embodiments. Various examples were described. So, examples 1 to 14 were described in the following terms:
In Examples 1-14 below a test for measuring stabilization called the slump test was used to measure the flow characteristics of red mud treated with various polymers. The slump test is a procedure which has been used in the art to characterize the rheology of mineral slurries such as red mud See, Light Metals, edited by U. Mannweiler (1994) by The Minerals, Metals & Materials Society. Various water-soluble polymers in emulsion form were tested and compared to water-soluble polymers in dilute aqueous solution and in dry form. The water-soluble polymer emulsions were also compared to water-insoluble polymers in their dry form. Unless stated otherwise, the polymers used in the examples are prepared by conventional macroemulsion polymerization.
For each test in Examples 1-14, the red mud samples to be stabilized were prepared as follows: A sample of red mud was obtained from the suction side of the red mud feed pump. The red mud comprised the underflow from a washer settler plus some sand. The red mud contained approximately 42% suspended solids. 300 g of red mud was added to a beaker and stirred using an overhead stirrer at high speed to create a distinct vortex.
1219 Table 1 tabulated the results for examples 1 to 14:
EXAMPLE | POLYMER | POLYMER FORM | DILUTION1 FACTOR (VOL %) | DOSE2 (Vol or Wt %) | POOL DIAMETER (mm) | COMMENTS |
C 1 | water-insoluble acrylamide/ acrylate | Dry | 0 | 0.5 Wt | 120 | |
C 2 | control | None | - | None | 180+ | Flooded Paper |
C 3 | polyamine | Dilute Solution | 0 | 2.5 Vol | 200+ | Flooded Paper |
C 4 | Lime | Dry | 0 | 1.0 Wt | 200+ | Flooded Paper |
C 5 | polyamine | Dilute Solution | 0 | 1.0 Vol | 180+ | Flooded Paper |
6 | ammonium polyacrylate | Emulsion | 0 | 1.0 Vol | 90 | |
C 7 | water-insoluble acrylamide/ acrylate | Dry | 0 | 1.0 Wt | 120 | |
8 | ammonium polyacrylate | Emulsion | 0 | 0.25 Vol | 120 | |
9 | ammonium polyacrylate | Emulsion | 0 | 0.5 Vol | 100 | |
10 | ammonium polyacrylate | Emulsion | 0 | 2.0 Vol | 60 | Immobilized |
11 | ammonium polyacrylate | Emulsion | 10 | 0.17 Vol | 80 | Immobilized |
12 | ammonium polyacrylate | Emulsion | 10 | 0.07 Vol | 130 | |
13 | ammonium polyacrylate | Emulsion | 100 | 0.01 Vol | 180+ | Flooded Paper |
C 14 | ammonium polyacrylate | Broken Emulsion | 100 | 0.01 Vol | 180+ | Flooded Paper |
1 The number of times (volume) the emulsion polymer was diluted with kerosene diluent 2 Volume of emulsion or solution or weight of dry polymer added to 100 g of red mud C Comparative tests which do not represent the invention
1220 I should also set out examples 20, 25, 26 and 33 to 35:
EXAMPLE 20
Using the test method identical to that described in Example 16, an emulsion of a copolymer of 10 mole percent acryloyloxyethyltrimethyl ammonium chloride and 90 mole percent acrylamide was tested. The final pool diameter was 95 mm, indicating that this emulsion was effective in improving the angle of repose of the mud. The treated mud contained discrete granules and was not a completely homogeneous mass as observed in previous examples.
…
EXAMPLE 25
A sample of red mud (39.8% solids, 630 grams, 425 ml) was weighed into a 600 ml beaker and agitated by an overhead stirrer. The speed of the stirrer was adjusted until a deep vortex developed. An emulsion of a homopolymer of ammonium acrylate (0.50 ml, 0.58 ml emulsion per 100 g suspended solids) was added rapidly from a syringe and allowed to mix for 15 seconds. The mud was transferred to a cylinder such as that described in Example 16. The resultant pool diameter was 155 mm, indicating that, at this level of treatment, the emulsion was effective in improving the repose angle of the mud.
EXAMPLE 26
A sample of red mud (39.8% solids, 630 grams, 425 ml) was weighed into a 600 ml beaker and agitated by an overhead stirrer. The speed of the stirrer was adjusted until a deep vortex developed. An emulsion of a homopolymer of ammonium acrylate (1.0 ml. 1.16 ml emulsion per 100 g dry suspended solids) was added rapidly from a syringe and allowed to mix for 15 seconds. The mud was transferred to a cylinder such as that described in Example 16. The resultant pool diameter was 140 mm, indicating that, at this level of treatment, the emulsion was effective in improving the repose angle of the mud.
…
EXAMPLE 33
A sample of red mud (39.8% solids, 630 grams, 425 ml) was weighed into a 600 ml beaker and agitated by an overhead stirrer. The speed of the stirrer was adjusted until a deep vortex developed. An emulsion of a homopolymer of ammonium acrylate (1.0 ml. 1.6 ml emulsion per 100 g dry suspended solids) was added rapidly from a syringe and allowed to mix for 15 seconds. The mud was transferred to a cylinder such as that described in Example 16. The resultant pool diameter was 105 mm, indicating that, at this level of treatment, the emulsion was effective in improving the repose angle of the mud.
EXAMPLE 34
A sample of red mud (39.8% solids, 630 grams, 425 ml) was weighed into a 600 ml beaker and agitated by an overhead stirrer. The speed of the stirrer was adjusted until a deep vortex developed. An emulsion of a homopolymer of ammonium acrylate was broken by adding 1.0 ml emulsion to 99 ml water. This inverted emulsion (50.0 ml. 0.58 ml emulsion (100% emulsion basis) per 100 g dry suspended solids) was added rapidly from a syringe and allowed to mix for 15 seconds. The mud was transferred to a cylinder such as that described in Example 16. The resultant pool consisted of discrete flocculated particles of mud and liberated water which resulted in a pool diameter greater than 200 mm, indicating that the inverted emulsion was not effective in improving the repose angle of the mud and, if these data are compared with those in Example 25, the advantages of this invention can be clearly seen.
EXAMPLE 35
A sample of red mud (39.8% solids, 630 grams, 425 ml) was weighed into a 600 ml beaker and agitated by an overhead stirrer. The speed of the stirrer was adjusted until a deep vortex developed. An emulsion of a homopolymer of ammonium acrylate was broken by adding 2.0 ml emulsion to 99 ml water. This inverted emulsion (50.0 ml, 1.16 ml emulsion (100% emulsion basis) per 100 g dry suspended solids) was added rapidly from a syringe and allowed to mix for 15 seconds. The mud was transferred to a cylinder such as that described in Example 16. The resultant pool consisted of areas of flocculated particles of mud surrounded by mud showing no signs of treatment. The pool diameter was 155 mm, indicating that the inverted emulsion was less effective in improving the repose angle of the mud than the equivalent treatment level of the un-broken emulsion, as illustrated in Example 26.
1221 Claim 1 was in the following form:
A process for stabilizing an aqueous slurry of particulate solids which comprises: admixing an emulsion, in an amount sufficient to stabilize said slurry, with said slurry, said emulsion having a discontinuous phase comprising a water-soluble polymer.
SNF’s submissions
1222 Let me at this point set out SNF’s submissions.
1223 The Pearson patent is directed to the treatment of mining waste. The materials treated are mineral slurries, being a slurry or liquid dispersions of particulate solids either organic or inorganic including mineral sands or red mud (bauxite tailings), obtained from thickened underflow from a washer settler or “the solids from the final thickener stage” (page 1, line 14-15; page 3 lines 20 to 25; page 4 lines 2-3 and 18-22; page 11, line 13).
1224 The Pearson patent describes a process of SDITB. The thickened underflow was pumped from the final thickener by a feed pump to a deposition area and retained fluidity despite the treatment of the underflow in the outlet pipe with a second dose of flocculant, at least in respect of examples 1 to 14 (p 11 line 12).
1225 It is said that Dr Farrow acknowledged that the addition of the second dose of flocculant to the thickener underflow produced a strongly flocculated structure in the deposited tailings. The second dose of flocculant is used to modify the flow characteristics of the slurry, increase the stack angle, render the slurry stackable for maximising the use of the waste storage space and achieve an improvement in rigidity.
1226 SNF says that the Pearson patent discloses a co-disposal process (p 11 line 13). Sand is added to the thickener underflow creating a mixture of coarse and fine solids which are co-disposed. Page 2, lines 15-16 refer to cohesive fines and sandy particles. Page 2, lines 16 to 17 also refer to the addition of solid material such as sand which “broaden the size distribution of the solids to modify the flow characteristics of the tailings”.
1227 SNF says that Dr Farrow accepted that the addition of sand to the tailings in the outlet pipe was in order to increase the solids concentration and to modify the flow characteristics of the tailings which improved stacking.
1228 Additionally, so SNF says, whilst the Pearson patent does not specifically state that the coarse and fines were disposed as a homogenous mixture, it is clear from the comments in relation to example 20 that in each of the prior 19 examples, the discrete granules were a completely homogenous mass.
1229 Further, suitable flocculants included any cationic, anionic, non-ionic water-soluble flocculants (page 4, line 28). The flocculant was tested as an addition in emulsion, aqueous solution and in dry form (page 11, lines 6 to 8). The molecular weight of the flocculant is “not critical”, but can range from “a few hundred thousand” up to 10 million (page 6, lines 8-10).
1230 Typical dosages are “any amount found effective” and provides preferred dosages which are stated as being between .01 to 5ml of emulsion per 100g of solids in the treated material (page 10, lines 20-24). Assuming the emulsions contain about 15 to 50% flocculant solids, this equates to between 15 and 25,000 grams per tonne of dry solids.
1231 SNF says that the result of the process described in the Pearson patent was that on deposition, the slurry was stacked with the treated material holding its shape and being relatively rigid, having an angle of repose as high as possible from the horizontal such that the tailings will remain without flow so that the stacked mud occupies a minimal area for a given volume (page 1, lines 25-34).
1232 It is said that Dr Farrow acknowledged that the resultant material treated in the Pearson patent would dewater, giving rise to an increase in solids concentration, and that the material could be stacked and would be relatively rigid and occupy a minimal area for a given volume.
1233 It is said that Dr de Kretser concluded that the process disclosed in the Pearson patent resulted in the achievement of improved rigidification. Moreover, it is said that Dr Farrow did not seek to contradict this evidence in his affidavit and in cross-examination accepted that the process resulted in an increase in yield stress and thereby an increase in the rigidification of the material.
1234 SNF says that notwithstanding the disclosure in the Pearson patent concerning the use of neat emulsion, a person skilled in the art would have altered the form in which the flocculant was added to an aqueous solution for the following reasons. First, flocculants were almost always added in solution and therefore was the form of addition persons skilled in the art were most familiar with. Second, the person skilled in the art knew that adding flocculant in solution would be easier than adding flocculant in neat emulsion. Third, at many mines there would be insufficient transit time for flocculant added in neat emulsion. For example the evidence is that at Yarraman there was only five minutes residence time, whereas the evidence of Mr Schroeter is that flocculant added as a neat emulsion, depending on the mixing conditions, needed as long as 15 minutes to fully activate.
1235 Further, SNF says that adding flocculants in the form of a neat emulsion was not normal practice and would only be used in unusual circumstances if there was some particular reason that dictated against the normal practice of pre-dissolving the flocculant in water.
1236 Further, SNF says that in practice, flocculants supplied in the form of inverse emulsion were almost always made into aqueous solution form before they were used. This inversion or ‘flipping’ made it easier to introduce precise doses and to control the desired yield stress of the material at the discharge point.
1237 SNF says that the Pearson patent discloses that effective dispersion of the flocculant through the slurry required that the neat emulsion be subject to a diluting step to improve the droplet dispersion through the slurry. A person skilled in the art would have understood this to suggest that adding the flocculant already dispersed in an aqueous phase would deliver the same or a better outcome.
1238 SNF says that a person skilled in the art would be motivated to get an even distribution of the flocculant without the need to add a diluent, so as to reduce cost both in terms of the flocculant cost and diluent cost. The person skilled in the art would modify the process set out in the Pearson patent by mixing the flocculant in aqueous solution before adding it to the tailings. The person skilled in the art would determine an appropriate dose point closer to the end of the outlet pipe as solution required only a very short residence time in order to achieve effective mixing.
1239 SNF says that as a flocculant added as a neat emulsion would require a dosing point that was remote from both the thickener and the discharge point, there is less likely to be suitable infrastructure at that point. Addition of the emulsion at an intermediate point is therefore not practical because of the additional infrastructure required at that intermediate location.
1240 SNF says that the person skilled in the art would have expected that direct addition of flocculant in neat emulsion would produce inferior results due to the time taken for the emulsion to invert and the flocculant to disperse into the aqueous phase before it could effectively flocculate particles. As a result, a larger dose of flocculant would be required when using neat emulsion addition to achieve the same result compared to the use of flocculant in aqueous form.
1241 Further, SNF says that the recommendation in the Pearson patent to use neat emulsion conflicts with the expectation that a person skilled in the art would know that the performance of neat emulsion would be inferior to aqueous solution. The person skilled in the art would therefore look to the scientific data provided in the examples set out in the Pearson patent, in order to satisfy themselves that there was a proper basis for the recommendation.
1242 SNF submits that the person skilled in the art would understand that the data provided in the Pearson patent did not support the recommendation to use neat emulsion.
1243 Table 1 on page 14 summarises the results of the first 14 examples in the Pearson patent. The Table 1 examples do not compare flocculant added in emulsion with solution when added at the same dose, other than at a very low dose where both flocculants produced an ineffective result.
1244 Further, all of the flocculants in the Table 1 examples, irrespective of the form in which they were added, were subjected to the same mixing conditions. As the two forms of flocculant have different activation times, this does not provide for a meaningful comparison.
1245 In relation to Table 1:
(a) The examples where an aqueous solution was tested were examples C3, C5 and C14 (solution examples).
(b) The chemical used in solution examples C3 and C5 were coagulants, not flocculants.
(c) Solution example C14 was the only example where a flocculant was added in aqueous solution. Dr de Kretser’s evidence is that the dose in solution example C14 was a very low dose (equal to a dose of 30 grams per tonne) (low dose solution example).
(d) Example C13 (low dose emulsion example) tested flocculant added in neat emulsion at the same dose and same dilution as low dose solution example C14. Both C13 and C14 resulted in the paper being flooded, which was a poor result.
(e) Examples C6, 8, 9 and 10 (high dose emulsion examples) record the good results achieved with the use of emulsions. The doses involved were much higher than the low dose emulsion example. There was no comparison between aqueous solution and neat emulsion at the same or similar doses to those used in the high dose emulsion examples. It is said that the only example of a flocculant added in solution was the low dose solution example C14.
1246 Dr de Kretser’s evidence is that the low dose solution example C14 was 25 to 50 times less than the dose of neat emulsion in the high dose emulsion examples. Accordingly, this did not allow for any meaningful comparison of the effectiveness of flocculant added in solution versus flocculant added as an emulsion.
1247 SNF says that the Pearson patent discloses that the same testing methodology including mixing conditions were used in all Table 1 examples. But a person skilled in the art would understand that the optimum mixing conditions for the addition of aqueous solution are different to those for a neat emulsion. Subjecting flocculant in aqueous solution to the same mixing conditions as flocculant in neat emulsion exposes the flocculant in aqueous solution to the degrading effects of shear forces for a much longer period than a person skilled in the art would countenance in the field. SNF says that a person skilled in the art would have expected that if a dose of flocculant in aqueous solution similar to the high dose emulsion examples had been tested under appropriate mixing conditions (i.e. less vigorous and for a much shorter time), a strongly flocculated structure would have been developed.
1248 Further, SNF says that in re-examination Dr Farrow was taken to examples 33 and 35. His evidence was that:
(a) Those two examples involved a comparison between a flocculant added as a neat emulsion (example 33) and the same flocculant added in solution (example 35).
(b) The dose for example 33 was 1.6ml of emulsion per 100 grams, whereas the dose for example 35 was 1.16ml of emulsion per 100 grams. Dr Farrow asserted that these were about the same dose.
(c) The addition of the flocculant in neat emulsion (example 33) reduced the spread of the material on deposition to 105mm (i.e. produced an increase in stack angle), whereas the addition of flocculant in solution (example 35) reduced the spread of the material to only 155mm (i.e. produced a lower stack angle).
1249 But SNF says that contrary to Dr Farrow’s assertion that examples 33 and 35 were about the same dose, the dose used in example 33 is 38% higher than the dose in example 35.
1250 According to SNF, a more appropriate comparison was between examples 35 and 26 which use the same dose. Example 35 uses flocculant added in solution at a dose of 1.16ml per 100 grams, producing a pool diameter of 155mm. Example 26 uses neat emulsion at the same dose but produces a pool diameter of 140mm.
1251 SNF says that the examples in the Pearson patent show that when flocculant was added in the same dose, even where the mixing conditions did not favour the use of aqueous solution, the results for emulsion were similar.
1252 In summary, SNF says that the data in the Pearson patent would not deter a person skilled in the art from changing the form of flocculant to aqueous solution.
1253 Further, it does not appear to be in dispute that the Pearson patent discloses improved rigidification. In any event, even if I was not satisfied that the Pearson patent discloses improved rigidification, Dr Farrow accepted that if a person skilled in the art did not get the rigidification he or she desired, they could make modifications to the way the flocculant was put in and increase the dose, to obtain improved rigidification within the meaning of the opposed applications.
1254 In general, SNF submits that the person skilled in the art, faced with the problem and armed only with common general knowledge combined with the Pearson patent, would have been directly led as a matter of course to try the process of claim 1 of the 785 application and with the requisite expectation that it might well produce a useful alternative to or better result than existing processes.
1255 Further, SNF says that independent claims of the 568 application are also obvious in light of the Pearson patent combined with the common general knowledge.
1256 Further, SNF says that Dr de Kretser’s evidence is that aside from dependent claims of the 785 application which are not disclosed in the Pearson patent by reason of the form of flocculant, the only dependent claim of the 785 application which is not disclosed by the Pearson patent is claim 18, which concerns the transfer of the treated material to a holding vessel.
1257 Further, in relation to claim 12 of the 785 application (claim 21 of the 568 application), the Pearson patent is not limited to tailings of any particular mineral type. SNF points out that Dr de Kretser’s evidence is that page 4, paragraph 1 of the Pearson patent contemplates the treatment of a wide range of mineral slurries including those that comprise clay, which would include mineral sands. Further, Dr Farrow accepted that a person skilled in the art would understand the reference in the Gallagher patent to “other mineral tailings” as including tailings from the mineral sands industry. SNF submits, accordingly, that the reference in the Pearson patent to “mineral slurries” should be similarly understood as comprising the treatment of mineral sands.
1258 Accordingly, SNF says that none of the additional integers added by the dependent claims of either of the opposed applications can confer inventiveness over the Pearson patent.
Analysis
1259 The following observations may be made concerning the Pearson patent.
1260 First, it is clear that the body of the Pearson patent teaches the use of polymer as an emulsion as is well exemplified by the following passages:
(a) “[i]t has been surprisingly discovered that water-soluble polymers in the form of an inverse (water-in-oil) emulsion can be used to stabilize slurries of particulate solids” (page 2, line 29);
(b) “the stabilizing effectiveness of the water-soluble polymers is surprisingly enhanced when they are used in their inverse emulsion form, rather than first being inverted to form a dilute aqueous solution…” (page 2, line 34); and
(c) “[a]ny water-soluble polymer may be used as long as they are in inverse emulsion form or inverse microemulsion form…” (page 3, line 6)
1261 Claim 1 also makes two references to an “emulsion”. It is not in doubt that the Pearson patent teaches the use of polymer in emulsion form.
1262 Second, and even more tellingly, the Pearson patent recommends against the use of polymer in aqueous solution, which it describes as achieving poor results and being ineffective. For example, and as BASF points out, it states:
(a) “inverted emulsion was not effective in improving the repose angle” (page 20, line 23)
(b) “inverted emulsion was less effective in improving the repose angle” (page 21, line 4);
(c) “aqueous solution of the inverted emulsion was not effective” (page 21, line 14);
(d) “emulsion polymers significantly reduce their stabilizing effectiveness if the emulsion is inverted prior to use on the dispersion of mineral solids” (page 13, line 12);
(e) “inverted emulsion was not effective in improving the repose angle of the mud and, if these data are compared with those in Example 25, the advantages of this invention can be clearly seen” (page 20, line 23); and
(f) “the inverted emulsion was less effective in improving the repose angle of the mud than the equivalent treatment level of the un-broken emulsion” (page 21, line 4).
1263 SNF is not able to escape from the fact that the Pearson patent repeatedly contrasts the performance of neat emulsion against inverted emulsion (i.e. solution). In these circumstances, I am not satisfied that a person skilled in the art would discard the teaching in the Pearson patent to use emulsion, and instead experiment with the use of solution as a matter of routine and with an expectation of success.
1264 Third, the Pearson patent does not recommend the implementation of a co-disposal process as prescribed by claim 1 of the 568 application. The evidence of Dr de Kretser, although more concerning the 785 application, was that the co-disposal integer was disclosed by the passing reference on page 11 line 13 of the Pearson patent that the red mud sample treated comprised thickener underflow plus additional sand. But Dr de Kretser did not give any evidence that the co-disposal process prescribed by claim 1 of the 568 application was disclosed by the Pearson patent. And indeed it was not. Claim 1 of the 568 application requires that there be:
(a) a combining of aqueous suspensions of fine and coarse particulates for the purpose of co-disposal to form the material;
(b) a mixing of the aqueous suspensions into a homogenous slurry; and
(c) during or after mixing of the aqueous suspensions, combining with the material during transfer an effective rigidifying amount of an aqueous solution of a water-soluble polymer having an intrinsic viscosity of at least 5dl/g.
1265 I agree with BASF that the passing reference to the addition of “some sand” in the Pearson patent does not disclose: (a) the use of an aqueous suspension of coarse particulates; (b) the mixing of that aqueous suspension with an aqueous suspension of fine particulates into a homogenous slurry; or (c) the treatment of the aqueous suspensions during or after mixing and during transfer.
1266 Further, there is no evidence as to why a person skilled in the art would be motivated to implement any of these process steps upon reading the Pearson patent. As BASF submits, it is unexplained why a person skilled in the art, having read the Pearson patent and discovered that good results were achieved with the addition of “some sand” (i.e. without any water), would choose to ignore that teaching and instead attempt co-disposal by using an aqueous suspension of coarse particulates. To do so would involve adding further water to the slurry to be treated, in circumstances where the Pearson patent in the context of polymer selection repeatedly teaches the addition of emulsion rather than aqueous solution, and warns of “flooded paper” upon the use of solution.
1267 Moreover, to the extent that co-disposal was known in the art at the priority date, it was known to be difficult as I have already said. That being so, a person skilled in the art upon reading the Pearson patent before the priority date and unfamiliar with the process of secondary dosing is likely to follow the teaching in the Pearson patent to simply add “some sand”. He would not likely attempt to implement a different co-disposal process, which could imperil the success of the process being taught by the Pearson patent.
1268 Now Dr de Kretser identified two principal reasons why he said that a person skilled in the art would repudiate the teachings in the Pearson patent. Let me deal with each in turn.
1269 Dr de Kretser said that the Pearson patent is “clearly teaching towards very high flocculant dosages”, such that a person skilled in the art would know that “an acceptable flocculation outcome could be achieved through addition of aqueous polymer into a concentrated tailing stream” at a lower dose, namely, “150 to 500 grams per tonne”. Dr de Kretser asserted that the examples set out in the Pearson patent did not provide an equal comparison between use of polymer in emulsion and solution, because the dose rate used for solution was “at least 50 – 25 times less than the lowest dosage used for neat emulsion”. Dr de Kretser identified this as the primary reason why a person skilled in the art would discard the teachings in the Pearson patent:
[T]here are a number of pointers, a number of reasons, why someone might consider using aqueous. And, as I’ve said, probably one of the largest ones is simply the dosage required to get the outcome.
1270 But this proposition rested on the premise that a person skilled in the art would know at the priority date that they could obtain, in a secondary dosing process, an “acceptable flocculation outcome…through addition of aqueous polymer…[at] 150 to 500 grams per tonne”. But he had earlier conceded in cross-examination that:
You don’t know anyone who had used 150 grams a tonne before or after the priority date in the flocculation – or the secondary flocculation of tailings in a tailings pipe, do you?---I can’t say whether I do or don’t.
1271 I agree with BASF that the assertion by Dr de Kretser that a person skilled in the art would know, upon reading the Pearson patent before the priority date, that they could use a lower dose rate of solution to obtain an acceptable flocculation outcome lacked any proper foundation. The evidence was also problematic in that it rested on the premise that a person skilled in the art would, in fact, notice and then act on the dose rate discrepancies relied upon by Dr de Kretser.
1272 Further, Dr de Kretser asserted that a person skilled in the art would discard the teachings in the Pearson patent to use emulsion, and instead try the use of solution. He said that it was clear from the examples in the Pearson patent that “identical mixing conditions were used for the treatment of slurries with neat emulsion and aqueous polymer” and this would “bias the results against aqueous polymer addition due to excessive shear”. But I agree with BASF that the mixing times disclosed in the Pearson patent did not bias the results in favour of emulsion. The mixing times used in each of the examples in the Pearson patent were a mere 15 seconds. These mixing times fall squarely within the mixing times of 10, 20 and 30 seconds disclosed in example 13 in the opposed applications and which Dr de Kretser accepted to be recommended in the opposed applications. Further, these mixing times are considerably shorter than the mixing times which Mr Schroeter deposed a person skilled in the art would expect regarding emulsion. Further, the evidence of Dr de Kretser was that “in the case of aqueous addition, the peak level of flocculation (and therefore viscosity) would occur at a time of order 10 to 20 seconds”. The mixing times disclosed in the Pearson patent fall squarely within the optimum mixing times for solution identified by Dr de Kretser and well outside the optimum mixing times required for emulsion. I agree with BASF that in these circumstances, whilst a person skilled in the art reading the Pearson patent before the priority date might well question the adoption of the same mixing time for different forms of polymer in the Pearson patent, they would think that far better results might be achieved using emulsion if longer mixing times were used. Put another way, a person skilled in the art, with little experience of secondary dosing before the priority date, who read the Pearson patent and its clear teachings that emulsion is superior to solution, and observing the use of short mixing times, might think that the process could be further improved by the use of emulsion and a longer mixing time.
1273 Finally, as BASF submitted, the difficulties in mixing flocculant in aqueous solution into high solids concentration slurries were known in the field at the priority date, such that a person skilled in the art, on reading the Pearson patent, would as Dr Farrow said “see the advantages of using emulsion and would not be led to use an aqueous solution due to the extreme difficulties of mixing an aqueous form flocculant into a high solids concentration slurry”. In particular, the person skilled in the art may identify that by feeding the emulsion into the slurry on the suction side of a centrifugal pump this would likely overcome the issue with trying to “mix the flocculant uniformly amongst the suspension”.
1274 In summary, I do not think that SNF can draw any comfort from the Pearson patent.
(d) The Condolios patent
1275 The Condolios patent is a US patent (US patent number 4,347,140) filed in the name of Alsthom-Atlantique. The Condolios patent is directed to an installation for, and method of, spreading clayey mud on ground which is free from water, and reclaiming land; the clayey mud material consisting of aqueous liquid with dispersed particulate solids. The Condolios patent refers in particular to the treatment of phosphate tailings. In my view the Condolios patent is not of great assistance to SNF.
1276 SNF says that the Condolios patent would have been ascertained, understood and regarded as relevant by a person skilled in the art at the priority date for reasons that I identified earlier. It says that the description of the process in Condolios would have immediately indicated to a person skilled in the art that it was highly relevant to the disposal of tailings and other waste material resulting from mineral processing, particularly the treatment of phosphate tailings which were known to be difficult to dispose of because they consisted predominantly of fine particles.
1277 But in my view the Condolios patent was not readily ascertainable for the reasons I indicated earlier. But for the sake of the argument, let me assume in favour of SNF that it was. What did the Condolios patent disclose?
1278 The invention of the Condolios patent relates to “an installation for spreading argillaceous (i.e. clayey) mud”. The specification describes that it applies, inter-alia, “to the phosphate mines of Florida in which the ore extracted from mine cuts is separated in a washing plant into 3 components”. But generally speaking, the invention concerns spreading to reclaim land.
1279 The claims are specified in the following terms (column 4):
1. An installation for spreading clayey mud on ground defining a spreading area which is free from water and which is prepared to receive the mud by laying a filtering bottom above the level of ground water, said installation comprising a decanting tank, means for supplying to said tank a mixture of mud and flocculating agent for settling, a pipe leading from said decanting tank, a mud extraction pump within said pipe for extracting said settled mixture of mud and flocculating agent from the decanting tank and to convey said mixture up to at least one high mud pouring point located above said prepared ground, said installation further comprising means connected to said pipe just upstream of said at least one high mud pouring point for adding extra flocculating agent to said mixture to effect superflocculation of the extracted mud just prior to spreading over the spreading area, said spreading area lying between at least one upstream embankment and one downstream embankment, the upstream embankment constituting said high pouring point and said spreading area further being slightly inclined downwardly and away from said upper embankment in a direction towards said downstream embankment.
2. An installation according to claim 1, wherein said extra flocculating agent adding means comprises means for adding said agent to said pipe at two adding points spaced a few meters apart and including means for injecting the flocculating agent into said pipe at a first, more upstream, adding point after being diluted with part of the water drained off from the spread mud, and means for injecting additional flocculating agent into said pipe at a second, more downstream point.
3. An installation according to claim 2, wherein said pipe is provided with a plurality of successive discharge points.
4. A method of spreading clayey mud and reclaiming land, the method comprising the steps of:
preparing an area of land to receive the mud, said preparation step including surrounding said area with mud-retaining embankments,
ensuring the area is dry and above the level of ground water and
covering the area with a filtering layer of sand;
preparing a mixture of muddy water and flocculating agent;
conveying said mixture to at least one high pouring point, and
pouring said mixture onto the prepared area; and
adding additional flocculating agent to said mixture in the vicinity of said high pouring point.
1280 The aim of the invention (column 1) is said to be:
The present invention therefore aims to provide an installation for spreading clayey mud with a view to its subsequent dehydration and solidification on terrain which returns to a useable condition.
1281 The following summary is given (column 1):
The invention therefore provides an installation for spreading clayey mud on ground which is free from water and which is prepared to receive the mud by laying a filtering bottom above the level of ground water, said installation comprising a decanting tank in which a mixture of mud and flocculating agent settles, a mud extraction pump for extracting said settled mixture of mud and flocculating agent from the decanting tank and pushing it into a pipe to convey said mixture to at least one high mud pouring point located above said prepared ground, said installation further comprising means for adding more flocculating agent to said mixture in the vicinity of said mud pouring point.
In one preferred embodiment of the invention, said extra flocculating agent in the vicinity of the mud pouring point(s) is added at two points upstream therefrom, said points being spaced a few meters apart, the flocculating agent being injected into said pipe at a first, more upstream, point after being diluted with part of the water drained off from the spread mud, additional flocculating agent also being injected into said pipe (whether diluted or not) at a second, more downstream, point.
In another preferred embodiment, the spreading area lies between at least one upstream embankment and one downstream embankment, at least the downstream embankment being porous, the upstream embankment constituting said upper point and including a pipe provided with a plurality of successive discharge points, said spreading area further being slightly inclined parallel to said embankments.
1282 It is convenient to set out figure 1 from the patent.
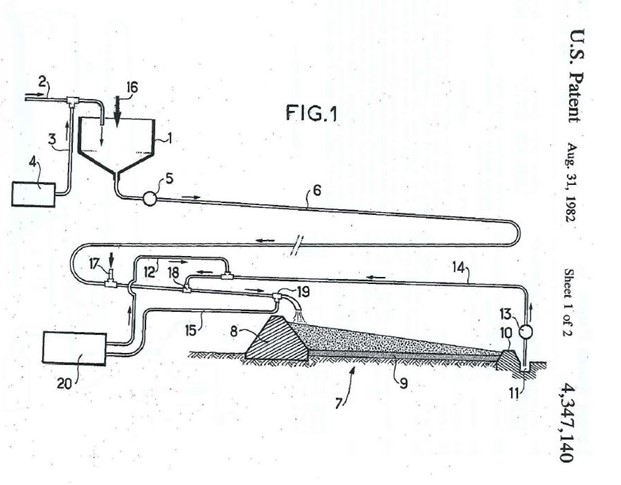
1283 The following detailed description is given concerning figure 1 (columns 2 and 3).
The installation includes a decanter-clarifier 1. Muddy water coming from a washing plant in which phosphate ore is treated is brought into the decanter 1 via a pipe 2. The muddy water contains clay rejected from the washing plant at an average concentration of 4%. A flocculating agent e.g. a polyacrylamide, is added to the muddy water via a pipe 3 coming from a storage tank 4 just before it enters the decanter. The quantity of flocculating agent injected is, for example, 350 grammes per (metric) ton of dry mud.
A pump 5 removes the thickened mud from the base of the decanter 1 which is then at a concentration of 10% to 13% and pushes it through a pipe 6 which ends above a previously prepared spreading area 7. This area must be dried of all water and its bottom must provide a filter located above the level of ground water. The place of extraction may be used as the spreading area providing that it is dried of all water either by making an embankment from the ground of the discovered area together with floatation sand or by lowering the ground water level by pumping. In any case, a filtering bottom must be set in position above the water level. Floatation sand is especially recommended for this use, and may be spread in a layer 9 that is, for example, 1 m thick. An embankment 8 is built 15 to 20 m high, for example, to form the highest decanting point. Before spreading the layer 9, the ground should have a slope of 1 in 100 or less. A low filtering embankment 10 is placed at the far end of the field, e.g. at 200 m from the decanting point and there is a water removal gutter 11 beyond the embankment.
The spreading area may be either rectangular or circular. If it is circular, a central pylon supports the mud inlet pipe 6.
In the neighbourhood of the outlet of the pipe 6, the floccules broken during transport are restored to their former mechanical structure by superflocculation. To do this, at a few tens of meters from the end of the pipe 6, a first dose of flocculating agent stored in a tank 20 is added via a unit 18 through a pipe 12 and is diluted with water collected from the gutter 11 and transported by a pump 13 and a pipe 14; a second dose of flocculating agent arrives via a pipe 15 and is injected by a unit 19 near the end of the pipe 6.
This way of operating ensures proper mixing of the flocculating agent with the preconcentrated mud and it makes it possible to save on the amount of flocculating agent required for final dehydration.
Also, to improve the quality of the ground deposited by spreading, sand can be added thereto. For example, this can be done at two points of the installation: at the decanter 1, as shown by arrow 16 and at the end of the pipe at 17, before injection of the first diluted dose of flocculating agent.
The spreading operation is then carried out naturally, the spread material forming a slope of about 1 in 10. This slope allows the mud to flow slowly and the water given off by super-flocculation to be removed easily. The water flows out due to the slope and is easily removed into the ground water. After a relatively short time, ground containing 30% of solid material is obtained, the surface of the ground being crackled and thereby facilitating evaporation. After a few months, the ground is consolidated.
The distance which lies between units 18 and 19 and separates the point of injection of the first dose of flocculating agent from the point of injection of the second dose is preferably at least equal to 10 meters, and the mixing can be improved by providing the pipes with one or more bends between the two units 18 and 19. For superflocculation, about 650 grammes of flocculating agent per metric ton of dry mud are added at points 18 and 19. For Florida clay, this brings the total weight of the flocculating agent up to 650+350 grammes, i.e. 1 kg per metric ton. By way of example it may be said that the flow rate of water recirculated in the pipe 14 is about 40% of that in the pipe 6.
1284 Just to note some aspects. First, sand can be added at points 16 and 17. Second, flocculant can be added from the tank at point 4. Third, flocculant can be added at points 18 and 19. This comes from a tank at point 20.
1285 I will not reproduce figures 2 to 4, but in relation thereto the following is noted:
The top of the mound 22 is levelled and supports a system of mud pipes 26 and of flocculating pipes 27. From one mound 22 to the other 23, the mud assumes a natural slope of about 1 in 10.
SNF’s submissions
1286 Let me at this point set out SNF’s submissions.
1287 The Condolios patent disclosed the use of SDITB where the flocculant was added in the form of an aqueous solution to thickener underflow.
1288 The thickener underflow comprised phosphate slimes which is primarily (fine) clay material possessing a typical particle size below 10 microns. The sand (coarse) fraction would typically possess particle sizes in excess of 100 microns and up to millimetres. When discharged from the thickener, the underflow had a solids concentration of between 10 and 13%.
1289 The flocculant was a polyacrylamide flocculant which Dr Farrow accepted was “within the scope of the claims of the 785 application”.
1290 The flocculant had been added in the thickener at a dose of 350 g/t, and the second dose of flocculant was added to the thickener underflow at a dose of 650 g/t.
1291 The second dose of flocculant was added at two points. The first point of addition is a few tens of metres from the end of the outlet pipe. The second dose is introduced near the end of the pipe.
1292 Column 3, line 1 and following describes the addition of coarse material (sand) to the underflow to improve the properties of the tailings after deposition. This addition point for sand is shown as point 17 in figure 1, prior to the flocculant addition points in the outlet pipe at 18 and 19. This point is further to the insertion point for sand at 16, at the decanter.
1293 The flocs of material that had formed within the tailings in the thickener, which had been broken during transfer in the outlet pipe, were by this process of SDITB “restored to their former mechanical structure”. The material on deposit formed a heaped deposit with a stack angle of around 6 degrees (a slope of 1 in 10).
1294 This slope allowed the mud to “flow slowly” and the water given off by “super-flocculation” to be removed easily. After a relatively short period of time, the solids concentration increased to 30% (from 10 to 13% as it exited the thickener).
1295 Water flowed out from the deposited material and the solids in the material became “consolidated” after a few months and the surface of the material after “a relatively short time” was “crackled and thereby facilitating evaporation” (figure 1 and column 3, lines 11 and 6 to 16). The clarified water released was recirculated in the system (column 3, lines 27 to 29 and 54 to 55).
1296 SNF says that the only matters in dispute were whether the Condolios patent discloses:
(a) Improved rigidification. Dr Farrow’s evidence is that the material in the Condolios patent was rigidified, but not rigidified “as per the patents”.
(b) Co-disposal. Dr Farrow accepts that the Condolios patent discloses that sand could be added to the thickener underflow, but asserts that it does not disclose that this was actually done.
1297 Dr de Kretser’s evidence is that the process disclosed in the Condolios patent resulted in the achievement of improved rigidification. The key matters which formed the basis of Dr de Kretser’s opinion were the following:
(a) The material created by the process had “a superflocculated mechanical structure on deposition”.
(b) The deposited material formed a 1 in 10 slope, which is an excellent beaching performance for fine materials such as phosphate slimes and which resulted in a significant amount of water being released from the material.
(c) The deposited material flowed slowly, with water given off being removed easily.
(d) The material had permeability on deposition which assists dewatering of deposited material.
(e) The solids concentration increased from 10 to 13%, and after a relatively short period of time increased to 30% with a crackled surface, resulting in improved and greater water release and recovery after deposition when compared to untreated tailings (i.e. thickener underflow which had not been treated with a second dose of flocculant).
(f) The material had consolidated after a few months, enabling access by people and machinery, as compared to untreated tailings which remained in the form of viscous mud.
(g) As a result, the tailings were more quickly rehabilitated than untreated tailings as they were solidified and returned to a usable condition.
1298 Now I accept that stacking angle is an indicium of rigidification, and consistent with extra structure having been introduced into the material. More particularly, I accept that having achieved a slope of 1 in 10, the material treated in the Condolios patent was rigidified. But let me deal with the question of improved rigidification.
1299 SNF says that it was put to Dr de Kretser that the process in the Condolios patent did not result in improved rigidification for a few months. But his evidence was that the reference to months in the Condolios patent was to the time taken to produce fully consolidated ground and was not a reference to the time taken for rigidification to occur. Dr de Kretser noted that the Condolios patent disclosed the addition of flocculant into a high solids concentration environment, resulting in a rapid increase in solids concentration from 10 to 13% to 30% and that in the context of phosphate slimes, this was “an exceptional outcome”. Dr de Kretser also noted that the deposited material attained a slope of 1 in 10, which was indicative of an extensive rigidification process and involved a significant amount of water release from a super flocculated particulate structure.
1300 Contrastingly, Dr Farrow relied upon the following matters to support the conclusion that the Condolios patent did not disclose improved rigidification as disclosed in the opposed applications:
(a) The Condolios patent refers to the structure of the material being “restored” by the process described.
(b) The process described involves containing the deposited material between two porous embankments, and the containment area is then filled to capacity. This suggests to Dr Farrow that the treated material is deposited in such a way that it “spreads” significantly across the disposal area and needs to be contained by an embankment.
(c) The process described requires the use of a filter bed or filtration mechanism which suggests the process focuses on the need for permeation of the water downwards to the underlying filter bed. This suggests that the fine particles were not co-immobilised with the coarse particles. Further, although the addition of sand to thickener underflow is disclosed, “no results are presented that support the achievement of co-disposal of coarse and fine solids as a homogenous mixture”.
1301 But SNF says that none of these matters provide a proper basis for concluding that the Condolios patent does not disclose “improved rigidification”. SNF says that it is clear that rigidification achieved by the Condolios patent was improved compared to the rigidity of material which has only been treated with flocculant in the thickener.
1302 In any event SNF says that Dr Farrow accepted that a person skilled in the art on reading the Backer & Busch papers would know that they could implement the process disclosed in the Backer & Busch papers, which by routine adjustments, if they dosed using an appropriate amount at the right point, would result in material which had improved rigidification. Accordingly, a person skilled in the art would know that they could improve the results of the process disclosed in the Condolios patent through the same routine adjustments to produce a material which had improved rigidification. It is said that this is supported by Dr Farrow’s acceptance that if a person skilled in the art did not get the rigidification he or she desired, they could make modifications to the way the flocculant was put in and increase the dose, to obtain improved rigidification within the meaning of the opposed applications, and was also supported by his acceptance that a person skilled in the art could routinely determine the right dose point and effective method of addition as part of their commonly undertaken adjustments of operating parameters.
1303 SNF says that the person skilled in the art would have been motivated to improve the rigidification of the material on deposition by using an aqueous solution to minimise segregation and therefore increase water recovery and expedite land reclamation by the routine adjustment of these parameters. The person skilled in the art would reasonably expect that this would result in improved rigidification.
1304 Further, SNF says that the reference to “restored” in the Condolios patent is as follows (column 2 lines 55 to 57):
In the neighbourhood of the outlet of the pipe 6, the floccules broken during transport are restored to their former mechanical structure by superflocculation.
1305 Now Dr Farrow asserted this was a reference to restoring the thickener underflow to the same mechanical structure as was present in the underflow on exiting the thickener. But Dr de Kretser’s evidence is that it would be physically impossible to restore exactly the same structure into the tailings, once that structure had been broken down by shear forces.
1306 SNF says that Dr Farrow’s reliance on the use of the word “restored” to conclude that improved rigidification has not been disclosed is too literal and fails to consider the disclosure in the Condolios patent as a whole. In particular, it fails to have proper regard to the description in the Condolios patent of the process employed and the properties of the material on deposition.
1307 Now Dr Farrow accepted in cross-examination that if the word “restored” was read to mean “reflocculated” with a large amount of flocculant, and the deposited material formed a slope of 1 in 10 (as was achieved in the Condolios patent), then the material was rigidified.
1308 SNF says that when read in context, the use of the word “restored” is a reference to restoring the dewatering properties of the material, rather than literally restoring the same underlying structure.
1309 SNF referred to the fact that Dr Farrow contended that the word “restored” was “the only reference point I’ve got as to trying to understand” the nature of the material on deposition or “the flocculation state of the material”. Dr Farrow maintained that position, which SNF criticised, notwithstanding that the material on deposition achieved a stack angle of 6 degrees, having been treated with a second dose of flocculant at 650 g/t, and the material producing a stable deposit.
1310 SNF says that the Condolios patent discloses a process involving addition of sufficient flocculant into a high solids concentration slurry to obtain a strongly flocculated material which will result in subsequent water release. Provided sufficient flocculant is added, the structure formed in the material can only be one comparable to that developed by performing the claimed invention.
1311 Further, SNF submits that there is no reason at all why improved rigidification of material cannot occur if the material is deposited into an area that has containment walls. For the implementation of the claimed invention, the material must spread out from the deposition point, otherwise the outlet pipe would become submerged and may block. As Dr de Kretser observed, some spreading is required so that the storage volume is optimally utilised. If the material built up too quickly at the point of deposition it would impede the flow of further material from the outlet pipe, and not achieve the most efficient utilisation of the space in the deposition area. The optimum stacking angle was determined by simple geometry based on the size of the deposition area. Achieving an optimum stacking angle did not require that the deposited tailings had to stop moving immediately on deposition.
1312 Further, SNF submits that there is no reason at all why improved rigidification of material cannot occur if the material is deposited into an area that has underdrains.
1313 Now it was put to Dr de Kretser that in the Condolios patent the finer materials must have been segregating from the coarse material because underdrains were used with the result that the process disclosed was not an effective implementation of a co-disposal process.
1314 But Dr de Kretser’s evidence in response was that it could not be inferred that the fines were filtered or segregated from the coarse material, simply due to the fact that an underdrain was used. The physical set up of the containment area does not allow any inferences to be drawn as to the homogeneity or otherwise of the deposited material. He said that the extremely poor dewatering properties of phosphate tailings is the most likely reason for the use of retaining embankments and under drains in order to reduce the length of the flow-path for the removed water and accelerate dewatering. This was the conventional reason why such engineered structures were used in the field. The primary reason that underdrains were used was to shorten the drainage path that liquid has to traverse through before it is removed from the material. A filtering bed was typically used. This was a commonly accepted practice in the field, irrespective of whether the deposited material was fine, coarse or segregated.
1315 Furthermore, SNF says that underdrains were used in the Condolios patent to assist in the drainage of deposited tailings because the Condolios patent was directed to the treatment of phosphate slimes, which were well known to have extremely poor dewatering properties. A person skilled in the art would be aware that most other mineral types do not require the use of such infrastructure.
1316 Further, Dr de Kretser’s evidence was that where strongly flocculated phosphate slimes beached at the angle disclosed in the Condolios patent, any contained sand would necessarily be co-immobilised.
1317 Furthermore, the Condolios patent discloses that water released from the deposited material can be pumped back into the system and re-used to dilute the flocculant (column 1, lines 50 to 60). The fact that the water was able to be pumped and re-used indicates that it was substantially free of fine material. In order to be re-used in a mining operation, water has to be clean and particle free.
1318 Further, SNF says that it should be noted that the opposed applications do not exclude the possibility of some segregation on deposition (see 785 application at p 7 line 13).
1319 Further, Dr de Kretser’s evidence is that the Condolios patent disclosed a process of co-disposal. It is said that column 3, line 1 and following describes the addition of coarse material (sand) to the underflow to improve the properties of the tailings after deposition. The addition point for the sand is shown as points 16 and 17 in figure 1, prior to the flocculant addition points in the outlet pipe at 18 and 19. The tailings in the underflow which were treated in the Condolios patent consist of a phosphate slime which is primarily fine clay material with a typical particle size below 10 microns. The coarse sand fraction would typically possess particle sizes in excess of 100 microns and up to millimetres.
1320 Now Dr Farrow asserted that there was no evidence in the Condolios patent that there was coarse material introduced into the underflow prior to the addition of flocculant. But he accepted that the Condolios patent disclosed that this could be done.
1321 SNF says that it is clear that on any fair reading the Condolios patent recommends and discloses the addition of coarse material to the thickener underflow prior to the addition of the first and second doses of flocculant.
1322 Further, SNF says that Dr Farrow’s attempt to import various requirements into the claim language in order to distinguish prior art adds an impermissible gloss on the language of the claims. The claims of the opposed applications require the material to be pumped to a deposition area, allowed to stand and rigidify and possess improved rigidification on deposit with rapid water release. The claims are not limited by how the released water is collected and do not exclude the use of engineered deposition areas.
1323 In summary, SNF submits that the person skilled in the art, faced with the problem and armed only with common general knowledge combined with the Condolios patent would have been directly led as a matter of course to try the process of claim 1 of the 785 application and with the requisite expectation that it might well produce a useful alternative to or better result than existing processes.
1324 Further, SNF says that independent claims of the 568 application are also obvious in light of the Condolios patent combined with common general knowledge.
1325 Further, Dr de Kretser’s evidence is that the only dependent claims of the 785 application which are not disclosed by the Condolios patent are 12, 18, 21, 23, and 27.
1326 Dr de Kretser’s evidence is that the combination of integers in the dependent claims within 568 application are comprised within the claims of the 785 application.
1327 But SNF says that none of the additional integers added by the dependent claims of either of the opposed applications can confer inventiveness over the Condolios patent.
1328 Further, in relation to claim 12 of the 785 (claim 21 of the 568 application), the Condolios patent describes an installation for spreading clayey mud. Dr de Kretser’s evidence is that given that a person skilled in the art at the priority date would have been aware that a primary component of slimes generated in mineral sands processing is clay and the objectives for management of mineral sands tailings are identical to those for phosphate waste management, they would have been immediately aware of the relevance and potential for implementation of the Condolios process in a mineral sands context.
Analysis
1329 Now I agree with BASF that the Condolios patent describes a process which differs from the rigidification process claimed in the opposed applications. The teaching in the Condolios patent is that a person skilled in the art should construct “an installation for spreading clayey mud with a view to its subsequent dehydration”. This stands in contrast to the stated objective of the opposed applications, namely, that “once the material is allowed to stand it is important the flow is minimised” and that the treated material should have an extremely high yield stress and form a “heaped geometry” which will “give a higher downward compaction pressure on the underlying solids”.
1330 As BASF correctly submits, the process taught in the Condolios patent involves spreading the treated material throughout a disposal area, whereas the process(es) taught in the opposed applications seek to minimise flow and achieve immediate stacking. Indeed, the opposed applications explicitly identify, as a problem with pre-existing disposal methods, that “[t]he tailings dam is often of limited size” and that “providing larger dams can be expensive”. This can be contrasted with the disposal area disclosed in the Condolios patent, which as Dr Farrow explained, constituted a:
2 million cubic metre installation. It’s massive. It’s 10 – at least 10 metres high, 200 metres from the two embankments and probably a kilometre in length. To fill that from a thickener underflow would take many years to fill.
1331 Further, the Condolios patent teaches a process which requires the installation of a complex, engineered structure in order to achieve the aims of the technology. For example:
(a) in column 2, line 35, it is stated that the spreading area “must provide a filter located above the level of ground water”;
(b) in column 2, line 41, it is stated that “a filtering bottom must be set in position above the water level”;
(c) figure 1, which is described as an illustration of the “spreading installation”, depicts (number 9) the use of a filtering bottom as the primary way in which water is removed from the spreading area; and
(d) claim 1 of the Condolios patent explicitly requires “laying a filtering bottom above the level of ground water”.
1332 Indeed, as BASF points out, the Condolios patent is entitled an “Installation for and method of spreading clayey mud and reclaiming land”, with a filtering bed as an important element thereof. Why would a person skilled in the art ignore the express teachings of the Condolios patent to use such an installation?
1333 Further, the Condolios patent makes reference to the fact that “[a]fter a few months, the ground is consolidated” (column 3, line 15). This is a long time to achieve consolidation. In this context, the objective of the process described in the Condolios patent is not rapid water release upon deposition of the tailings. It is a two stage process in which, first, the tailings are deposited and spread out before, second, the tailings subsequently dehydrate and solidify over a few months. That dehydration process can be contrasted with the teaching in each of the opposed applications that “once the material is allowed to stand … solidification of the material proceeds rapidly”. I thought Dr de Kretser’s evidence to the following effect rather flimsy:
And the patent isn’t talking about weeks. It’s talking about something very rapid, isn’t it?---It is rapid, but I believe that it’s all in context of comparing against untreated material and there are certain types of material for which weeks could still be considered rapid.
1334 Generally, I agree with BASF that there is nothing in the Condolios patent which would lead a person skilled in the art at the priority date to implement as a matter of routine, a process, without an engineered installation, which achieved rapid consolidation of the treated material in a matter of days (or weeks).
1335 Further, it seems to me that the process taught by the Condolios patent was not expected to result in the co-immobilisation of coarse and fine fractions as such. The Condolios patent taught that the mud must be deposited “between two lines of embankments which are themselves porous” (column 3, line 45) with the lower embankment to operate as a “filtering embankment” (column 2, line 48). The Condolios patent emphasised that in a preferred embodiment “the spreading area lies between at least one upstream embankment and one downstream embankment” (column 1, line 61) and this is a feature of claim 1 in the Condolios patent. Further, the Condolios patent taught that “a filtering bottom must be set in position above the water level” (column 2, line 41). It seems to me that one purpose of these filters was to capture solids which had not been separated from the water. The need for filtering embankments, as part of the installation, appears to indicate that the fine and coarse particles may not have been co-immobilised.
1336 Further, the different nature of the process disclosed by the Condolios patent is revealed by the statement: “the floccules broken during transport are restored to their former mechanical structure by superflocculation” (column 2, line 56). As Dr Farrow explained:
This means that the treated material which was deposited in the disposal area had similar properties (i.e. a similar state of flocculation) as the thickener underflow. The Condolios patent was filed in 1983, so it would be very likely that the thickener used was a conventional thickener, not a paste thickener since these were only developed in the late ‘80s and early ‘90s. If, as stated in the Condolios patent, the structure of the treated material deposited in the disposal area had similar properties as the thickener underflow, then this would have been a low viscosity material, not a material that would be rigidified as proposed by the ‘785 Patent and which would form a heaped geometry or stack.
1337 The statement in the Condolios patent seems to indicate that the treated material would be restored to a state which bears little resemblance to a rigidified deposit. Moreover, if that statement is read in conjunction with the stated objective of the Condolios patent being to spread mud in a purpose built spreading installation, featuring a filtering bed for downwards permeation of water and a lower filtering embankment to contain the spread mud and capture the fine particles, there is significant room to doubt that the Condolios patent teaches a process of improving rigidification.
1338 Further, as already referred to, an important component of the spreading installation is a physical filtering bottom to assist in removal of water which permeates downwards (see, for example, column 2, lines 35 and 41). Now the only other way that water is removed from the spreading installation appears to be from the gutter depicted in figure 1 (number 11), but it is apparent that the water is to be pumped back and used in the tailings pipe. Dr Farrow observed:
The requirement of a filter bed or filtration mechanism suggests that this technology focuses on the need for permeation of the water downwards to the underlying filter bed as well as some run-off of the water from the free surface… This is quite different from the process outlined in the ‘785 Patent where the treated material is deposited over solid ground or previously rigidified material without the need for an underlying filter bed and containment between two porous embankments, with water being rapidly released due to the permeability of the networked structure and downward compression forces from the heaped or stacked geometry.
1339 Further, the Condolios patent does not recommend the implementation of a co-disposal process as prescribed by claim 1 of the 568 application. Now Dr de Kretser said that the co-disposal integer was disclosed by the statement, in column 3 line 1 of the Condolios patent, that “to improve the quality of the ground deposited by spreading, sand can be added thereto … at two points of the installation”. But as BASF points out, Dr de Kretser did not give any evidence that the co-disposal process prescribed by claim 1 of the 568 application was disclosed by the Condolios patent. Claim 1 of the 568 application requires a combining of “aqueous suspensions” of fine and coarse particulates and a mixing of those suspensions “into a homogenous slurry”. This was not disclosed by the Condolios patent. The Condolios patent does not suggest that the sand should be added to the material being treated as an “aqueous suspension” and does not suggest that the combined aqueous suspensions should be mixed into “homogenous slurry” before being dosed. The addition of sand is taught in the Condolios patent to improve the quality of the ground deposited by spreading, as part of a structure in which water is removed through filtering beds and embankments. I agree with BASF that it would be counterintuitive for a person skilled in the art with no experience of secondary dosing, and with an awareness that co-disposal was difficult, to ignore the teachings in the Condolios patent to add sand, and to instead add coarse particles in an aqueous suspension, thereby adding further water to the installation.
1340 In summary, I do not consider that the Condolios patent assists SNF, although its case on the Condolios patent was relatively stronger than its case based on the other prior art.
(e) The Backer & Busch 1981 paper and / or the Backer & Bush 1986 paper
1341 The Backer & Busch papers relate to the dewatering and stabilising of fine coal refuse slurry. The papers disclose a process of treating fine coal refuse slurry during transport from a thickener involving the addition of flocculant in aqueous solution to the thickener underflow, which resulted in the stacking of the solids and the release of clear water immediately on deposition.
1342 SNF relies on each of the Backer & Busch papers separately for the purposes of inventive step. To the extent that it is necessary, SNF also relies on the combined disclosures in those publications. For the purposes of s 7(3), two or more pieces of prior art may be combined if the skilled person could, before the priority date, be reasonably expected to have combined them. In the Backer & Busch 1986 paper, the authors expressly state that the work described in that paper is a continuation of the work described in the Backer & Busch 1981 paper, using an automated flocculation system treating the slurry (p 2 column 1). Accordingly, SNF says that to the extent it is necessary, the skilled person would have combined the disclosures.
1343 Now as I have already said, the Backer & Busch papers were not reasonably ascertainable for the reasons indicated earlier. But for the sake of the argument, let me assume in favour of SNF that they were. What did they disclose?
1344 In 1981 the US Bureau of Mines published a paper by RR Backer and RA Busch titled “Fine Coal-Refuse Slurry Dewatering”, which I have referred to in these reasons as the Backer & Busch 1981 paper. In essence it reported on an investigation where fine coal tailings were treated with high dosages, relatively speaking, of polymer.
1345 The abstract and introduction explained what was being investigated in the following terms (p 1):
The Bureau of Mines, in cooperation with Washington Irrigation and Development Co. (WIDCO), evaluated the dewatering of fine coal-refuse slurry using chemicals and various types and combinations of drains in natural earth impoundments.
About 40 lb of lime and 2 lb of polymer per ton of dry solids were mixed with the underflow from the preparation-plant thickener. Clear, free water was immediately liberated from the slurry. The percent solids by weight of the slurry increased from about 17 to 30 immediately, and after 5 days increased to 45 wt-pct. This indicates a threefold reduction in total volume after 5 days from 172 cu ft/ton solids originally to 56 cu ft/ton solids.
…
Under normal operating conditions and with state-of-the-art decant construction, current impoundments never achieve adequate dewatering and stabilization of fine coal-refuse slurry. This has prompted many companies to investigate various dewatering methods, including centrifuging, filtration, belt pressing, and thermal drying. Although all of these methods work to some degree, their effectiveness has been limited by technical difficulties and inadequate, costly equipment. The Bureau of Mines has been investigating the effectiveness of chemically treating the slurry and equipping impoundments with vertical and bottom drains. This report discusses the results and suggests additional research.
1346 Aspects of the test results were described in the following terms (p 15):
Chemical treatment of the slurry caused the water to immediately separate from the flocculated solids and become free surface water that could easily be removed. As the depth of solids increased, the water could not adequately permeate the solids to the bottom drain, even with the aid of vertical drains. With the flocculation of solids, the mass attained a rather low permeability (5.82 x 10-6 cm/sec), which, coupled with the inability of the vertical drains to accept the drainage rate of 50 gal/min or greater, limited the instantaneous drainage necessary to handle the inflow (table 6). Therefore, it was necessary to aid the drainage by siphoning surface water, which allowed continuous filling of the impoundment rather than the interrupted filling that would occur if the only exit was through the solids to the bottom drain. The water siphoned from the surface, however, was clear and free of solids.
1347 The conclusions (pp 17 and 18) were expressed in the following terms:
Extreme fluctuations of slurry density and several shutdowns during the experiment caused variations in the quality of the treated slurry and condition of the settled slurry. However, even considering operational problems, limited tests, and consequent lack of data, several valid points have been made. The addition of lime and polymer to the slurry in the amounts used in this experiment had a dramatic effect. As the treated slurry reached the test cells, there was an immediate separation of water and solids; the flocculated solids readily settled and relatively clear water was liberated. In contrast, the untreated slurry introduced in the same manner in the control cell (cell 4) took weeks to settle, and the surface water remained turbid throughout the remaining days of record.
The vertical drains that were used to draw water from the slurry were effective, but their usefulness is somewhat proportional to the depth of the slurry deposit. The vertical fabric drains seemed to be a little more effective than the vertical sand drains; on the basis of comparative permeabilities, it is assumed that their advantage was derived from a larger surface-area contact with the slurry. If the openings in the sand drains were expanded, they would probably perform as well.
The low permeability of the flocculated slurry precludes rapid dewatering without some type of drainage system and supplemental surface decanting to remove the clear water at a rate that would permit continuous operation. The rate of flow from the drains in the experiment decreased from the original rate of 50 gal/min to about 2 gal/min in 30 days, indicating the reluctance of the flocculated material to release water beyond the 50 wt-pct sludge density.
Because available data are insufficient, an estimated cost for a full-scale operation using the experimental technique (or a similar one) cannot be established at this time. Although the costs for flocculation and deposition are expected to be high for a full-scale operation, they still would be competitive with other methods, and the costs and preparation of chemmicals [sic] would be comparable to those of any process involving chemical treatment such as centrifuging or pressing.
Mixing and disposing of the slurry in cells with intended cyclic rehandling is probably not feasible for a full-scale operation because of such factors as the expense and engineering complexities of cell preparation and drain construction. However, an alternative solution using chemical flocculation and disposal might incorporate a system similar to the experimental method, but using a natural site for disposal. The concept would not require a dam to retain the solids, but a smaller catchment area to intercept the water for recycling. A relatively large, slightly sloping area could be used for deposition; the treated slurry, introduced from spigots, would spread out and allow the water to collect at the downstream end of the deposit as the flocculated material settled out and formed natural deltas. The rapid separation of solids from the water results in a decreased neutral stress, a higher shear strength, and creates a relatively stable deposit. The use of vertical drains would depend on the surface area available for disposal (which controls the deposition depth). If the depth of the deposit is shallow, the shrinkage cracks would penetrate deep enough to allow the water to percolate through the slurry and vertical drains would not be needed.
To insure [sic] reclamation of water and prevent possible ground-water contamination, it would be advisable to have an impervious soil base with a bottom drain of sand or bottom ash.
1348 The material being treated was thickener underflow, and flocculant in aqueous solution was added to the underflow in the pipeline in transit to the deposition area. A mixing tank was used to condition the slurry and the flocculant before the slurry was pumped to the deposition area.
1349 Dr de Kretser calculated that the dosage was around 800 grams per tonne, which Dr Farrow accepted was a relatively high dose.
1350 Treating the material resulted in dramatic flocculation and immediate separation of clear water from the solids. The release of clear water meant that the fines had been captured in the deposited solids. After deposition, the solids created a relatively stable deposit.
1351 The solids concentration increased from 17% at the thickener to 30% immediately and to 45% after five days. Dr Farrow accepted this demonstrated “increased rigidification”. The surface compacted over time such that the deposited material could be walked on within 14 days.
1352 Notwithstanding that the trial in the Backer & Busch 1981 paper used treatment cells with underdrains, the Backer & Busch 1981 paper disclosed that an alternative solution was to use a natural site, being a large slightly sloping area with the treated slurry being released through spigots, spreading the treated material on the slope, and allowing the water to be collected downstream from the deposit. This process would result in a rapid separation of solids from water, a higher shear strength and create a relatively stable deposit.
1353 It would seem that the disclosure in the Backer & Busch 1981 paper was of a SDITB process adding the flocculant in aqueous solution.
1354 The Backer & Busch 1986 paper reported on a continuation of the 1981 work done by Backer and Busch.
1355 The introduction described the continuation of this work in the following terms (p 2):
As a continuation of work performed in 1981 by Backer and Busch, the Bureau of Mines performed laboratory and field tests to evaluate the concept of using a single-polymer system to rapidly dewater coal refuse slurry. Two major differences were addressed in this research with respect to the 1981 study: (1) the flocculation system was automated, and (2) the system treated the entire slurry stream from preparation plant. Rapid dewatering of the slurry produces several disposal advantages: The slurry solidifies much faster, resulting in a more stable fill; the danger of high phreatic surfaces in the embankment of the impoundment is reduced; acid drainage potential is reduced; clarified water is immediately available for recirculation to the preparation plant; and more solid waste can be disposed in a given area.
To thicken the slurry and to accelerate dewatering, an automatic flocculation system was developed that injects a diluted polymer (at optimum dosage) into the coal waste stream immediately before discharge, with a resultant agglomeration of fine particles and a release of clarified water upon discharge of the treated slurry into the impoundment. Automatic, optimum polymer dosage was achieved by installing instrumentation that (1) measured both flow rate and slurry density, (2) combined this information into a “mass-flow rate signal,” and (3) used this signal to control a variable-speed injection pump that provided polymer at the precise rate required to flocculate the fine coal waste slurry. This automatic system both minimized personnel requirements and polymer costs.
Laboratory testing of the coal waste stream prior to the field test indicated that a single polymer could, at optimum dosage, achieve the desired material depositional characteristics. However, in conducting the field test, the planned single polymer injection, as determined by laboratory tests, did not provide effective treatment. Therefore, during the field test, a second polymer was added to complete the treatment process. The second polymer was added by “trickling” a small amount of this chemical into the slurry at the point of discharge. The primary polymer used in the field test was Nalco 8873, a copolymer of acrylamide and sodium acrylate [10 to 12 million molecular weight (mol wt)], and the secondary polymer was Nalco 8856, an organic polyamine (100,000 mol wt).
(Citations omitted.)
1356 A summary of the results was reported in Table 5 as follows (p 11):
TABLE 5. – Summary of field test results
Sampling date (1984) and time after or before treatment | Moisture content, wt pct | Solids content, wt pct | Total volume (VT),1 ft3/st solids |
Prior to treatment: | |||
9/17 | 204.9 | 32.8 | 80.1 |
9/18 | 274.5 | 26.7 | 98.4 |
9/19 | 233.3 | 30.0 | 87.6 |
9/20 | 204.9 | 32.8 | 80.1 |
9/21 | 219.5 | 31.3 | 83.9 |
Average, 5 days | 227.4 | 30.7 | 86.0 |
18 h after treatment: | |||
9/21 (morning) | 58.9 | 62.9 | 41.8 |
Do | 54.9 | 64.6 | 40.7 |
Do | 52.4 | 65.6 | 40.1 |
Do | 54.7 | 64.6 | 40.7 |
Do | 56.9 | 63.7 | 41.2 |
Average, 5 samples | 55.6 | 64.3 | 40.9 |
5 min after treatment: 9/21 (afternoon) | 122.0 | 45.0 | 58.4 |
65 h after treatment: | |||
9/24 | 57.5 | 63.5 | 41.4 |
Do | 55.9 | 64.1 | 41.0 |
Do | 54.0 | 64.9 | 40.5 |
Do | 53.9 | 65.0 | 40.4 |
Do | 53.4 | 65.2 | 40.3 |
Average, 5 samples | 54.9 | 64.5 | 40.7 |
68 days after treatment:2 | |||
11/29 (1 ft from surface) | 22.4 | 81.7 | 32.2 |
Do | 17.0 | 85.5 | 30.7 |
Do | 38.8 | 72.0 | 36.5 |
Do | 28.5 | 77.8 | 33.8 |
11/29 (2 ft from surface) | 17.3 | 85.3 | 30.8 |
Do | 20.7 | 82.9 | 31.7 |
11/29 (3 ft from surface) | 31.6 | 76.0 | 34.6 |
Do | 31.7 | 75.9 | 34.6 |
Do | 45.2 | 68.9 | 38.1 |
11/29 (4 ft from surface) | 34.5 | 74.3 | 35.4 |
Average, 10 samples | 28.8 | 78.0 | 33.8 |
1See text for definition and calculation method for VT.
2For these samples, “ft from surface” refers to depth at which samples were taken. All previous samples were taken at the surface. [“Do” seems to be a reference to “ditto”.]
1357 As is apparent, the solids content as weight percent was 30.7% (t = 0), 45% (t = 5 mins), 64.3% (t = 18 hours) and 64.5% (t = 65 hours).
1358 The conclusions were expressed, inter-alia, as (p 12):
The laboratory and field experiments indicate that the addition of polymer in the proper dosage has a dramatic and beneficial effect on the coal refuse slurry dewatering process. Polymer treatment could double the solids storage capacity of a waste impoundment. Some coal refuse slurries require pH adjustment up to pH 11 to achieve this effect. As the treated slurry was discharged, an immediate separation of water and solids occurred. The flocculated solids readily settled, and relatively clear water was liberated. Untreated slurry takes much longer to settle, and decant water continues to have a muddy appearance.
It is necessary to add the polymer to the slurry in the pipeline so that 10 to 20 s of thorough mixing can take place prior to discharge. Usually, natural flow turbulence in the pipeline will achieve the mixing. Proper dilution of neat polymer is also important. In the field test, extreme fluctuation of slurry specific gravity was encountered. This is common with most fine coal waste streams from preparation plants. Automatic control of the polymer injection as a function of slurry mass flow rate optimizes polymer dosage and prevents over treatment or undertreatment.
To aid water separation, deposition on a slightly sloping area is advised. A catchment area downstream would be used to intercept the water for recirculation to the preparation plant for coal cleaning and to the polymer system for dilution.
Two laboratory events differed with field events: (1) The anionic polymer dosage requirement in the field was less than in the laboratory, and (2) a cationic coagulant was needed in the field but not in the laboratory.
(Original emphasis; citation omitted.)
1359 As for the previous paper, the Backer & Busch 1986 paper also treated thickener underflow during transit to a deposition area by adding a second dose of flocculant to the thickener underflow in the pipeline. The second dose of flocculant was added in aqueous solution.
1360 The thickener underflow was coal tailings, which contained a considerable amount of coarse material, 50% of which was greater than 100 microns and 20% greater than 500 microns, such that the tailings being treated were a mixture of both coarse and fine materials.
1361 The Backer & Busch 1986 paper taught that the second dose of flocculant had to be added 10 to 20 seconds prior to discharge to enable thorough mixing, which would be achieved through the natural flow of material through the pipeline. Dr Farrow accepted that this reflected what was known at the time. If flocculant was to be added in aqueous solution, it needed to be added close to the discharge point so that there could be sufficient time for mixing, but not too much time for there to be unacceptable degradation through shear forces.
1362 The primary flocculant used in the field test was Nalco 8873 (an anionic flocculant), having a molecular weight in the range which a person skilled in the art would understand corresponded to an intrinsic viscosity greater than 5dl/g. A secondary flocculant, Nalco 8856 (a cationic flocculant), was also added later in the process at the point of discharge.
1363 In the laboratory tests referred to in the Backer & Busch 1986 paper, the coal waste was flocculated to a cottage cheese consistency which Dr Farrow accepted was a flocculated material, which resulted in the solids liberating clear water. Dr Farrow accepted that the addition of the flocculant had induced an “enhanced flocculation state” to the material.
1364 As had been foreshadowed in the Backer & Busch 1981 paper, the treated thickener underflow was deposited onto a slightly sloping area. Dr Farrow acknowledged that this depositions strategy was a typical approach at the time. Clarified water was released from the solids on deposition, and was immediately available for re-use in the plant. The rapid dewatering of the slurry on deposition resulted in much faster solidification and a more stable deposit, with the solids concentration increasing from 30.7% at the thickener to 45% within 5 minutes of deposition and to 64.3% after 18 hours of deposition. The process could result in doubling the solid storage capacity of a waste impoundment compared to untreated material.
1365 It does not appear to be in dispute that the Backer & Busch papers disclose:
(a) a process of SDITB which involves adding flocculant in aqueous solution with an intrinsic viscosity of at least 5 dl/g;
(b) treating tailings which were a mixture of both coarse and fine materials; and
(c) an improvement in the stacking and dewatering of the material on deposition as a result.
SNF’s submissions
1366 SNF had to accept that the Backer & Busch papers do not disclose co-disposal as that term is used in the opposed applications. But it says that the practical advantages of co-disposal were well known to those in the field at the priority date. In particular, Dr Farrow accepted that the advantages included:
(a) the rapid consolidation of the mixture to a high density;
(b) increased permeability of deposited tailings which improves water release;
(c) the potential to substantially reduce the volume taken up by the two wastes separately disposed;
(d) the potential to substantially enhance water recovery; and
(e) reducing the operating costs and the time to complete rehabilitation.
1367 Dr de Kretser’s evidence was that a person skilled in the art would read the Backer & Busch 1981 paper and identify that it could be of benefit in inhibiting segregation of coarse and fine materials. The same would be true for the Backer & Busch 1986 paper.
1368 SNF says that given that the material treated was a mixture of coarse and fine particles, a person skilled in the art on reading the Backer & Busch papers would know that the process could be used to treat materials which were created by a co-disposal process.
1369 SNF says that if a process worked successfully in treating tailings which inherently were a mixture of coarse and fine particles, the person skilled in the art would expect that the process could effectively treat tailings which consisted of a mixture of coarse and fine particles caused by the deliberate combination of two separate streams. So, a person skilled in the art working at a mine currently implementing or contemplating implementing a co disposal process would therefore have sought to implement the Backer & Busch process with the requisite expectation that it might well produce a useful alternative to or better result than existing processes.
1370 SNF refers to the fact that one matter in dispute between the experts was whether the Backer & Busch papers disclose “improved rigidification” as that term is used in the opposed applications. Moreover, if the Backer & Busch papers do not disclose “improved rigidification”, the question is whether it would have been obvious to a person skilled in the art facing the relevant problem to use the information in the Backer & Busch papers to achieve improved rigidification.
1371 SNF says that the “improvement” in rigidification required by the claims of the opposed applications is to be assessed by comparing the rigidity of the deposited material (which has been treated with a second dose of flocculant) with the rigidity of material which has only been treated with flocculant in the thickener. Dr de Kretser’s evidence is that the process disclosed in both Backer & Busch papers resulted in the achievement of improved rigidification. The key matters which formed the basis of Dr de Kretser’s opinion were:
(a) dramatic flocculation and immediate separation of clear water from treated solids;
(b) significant increase in solids concentration both immediately on deposition and within 5 days;
(c) improved beach development with the deposited tailings occupying a smaller surface area than the untreated tailings, with an increase in the storage capacity of the treated materials by 150% compared to untreated material;
(d) improved dewatering compared to untreated material;
(e) improved permeability;
(f) the build-up of treated material over previously treated material;
(g) rapid separation of solids from the water, creating a relatively stable deposit;
(h) the achievement of a heaped geometry, having a higher driving force;
(i) the formation of a stable, consolidated material with surface cracking which could be walked on within 15 days, as opposed to untreated tailings which would remain untrafficable for years; and
(j) the treated tailings being able to be more quickly rehabilitated than untreated tailings.
1372 With respect to the Backer & Busch 1986 paper, it was put to Dr de Kretser that a person walking on the deposited tailings in one of the photographs after 68 days was an indication that it had taken that long to be trafficable. But SNF says that the Backer & Busch 1986 paper disclosed a rapid increase in solids concentration from 30.7% at the thickener to 45% within 5 minutes and to 64.3% after 18 hours.
1373 Further, as Dr de Kretser noted, in the Backer and Busch 1981 paper the material was capable of being excavated with a solids concentration of 55% within 14 days, and that in the Backer & Busch 1986 paper that level of solids concentration was achieved within 18 hours after treatment. Accordingly, the material in the Backer & Busch 1986 paper was capable of being excavated within 18 hours.
1374 SNF says that these quantitative measurements are a far more reliable indicator of the structure of the material produced by the process used in the Backer & Busch 1986 paper in the period immediately following deposition than a photograph taken 68 days later.
1375 Now SNF points out that Dr Farrow’s written evidence is that the Backer & Busch papers disclosed a process of settling and sedimentation, and not rigidification. But in cross-examination Dr Farrow accepted that in relation to the Backer & Busch 1981 paper, the increase in solids concentration from 17% to 30% immediately, and to 45% after five days, “using a broad terminology for rigidification, that’s increased rigidification”.
1376 SNF says that in relation to the Backer & Busch 1986 paper, Dr Farrow accepted that the second dose of flocculant would “induce an enhanced flocculation state” to the tailings. Dr Farrow’s evidence was that the deposited material showed “increased rigidification” and was in an “enhanced” flocculated state. This is consistent with Dr de Kretser’s evidence that the process disclosed in both Backer & Busch papers resulted in “improved rigidification”.
1377 Further, SNF submits that even if the Backer & Busch papers do not disclose the achievement of improved rigidification, a person skilled in the art seeking to improve the rigidity of treated thickener underflow on deposit would use the information in the Backer & Busch papers to design a process as claimed in the opposed applications in which improved rigidification was achieved after routine optimisation.
1378 It says that Dr Farrow accepted that a person skilled in the art would know that they could implement the process disclosed in the Backer & Busch papers and by routine adjustments, if they dosed using an appropriate amount at the right point, which would result in material which had improved rigidification.
1379 Consistent with this, SNF says that Dr Farrow accepted that if a person skilled in the art did not get the rigidification he or she desired, they could make modifications to the way the flocculant was put in and increase the dose, to obtain improved rigidification within the meaning of the opposed applications. Further, a person skilled in the art could routinely determine the right dose point and effective method of addition as part of their commonly undertaken adjustments of operating parameters.
1380 In general, SNF submits that the person skilled in the art, faced with the problem and armed only with common general knowledge combined with either or both of the Backer & Busch papers would have been directly led as a matter of course to try the process of claim 1 of the 785 application and with the requisite expectation that it might well produce a useful alternative to or better result than existing processes.
1381 Further, SNF says that the independent claims of the 568 application are also obvious in light of the Backer & Busch papers combined with the common general knowledge.
1382 Further, SNF says that Dr de Kretser’s evidence is that the only dependent claims of the 785 application which are not disclosed by the Backer & Busch papers considered together are 12, 17, 21, 23, and 27.
1383 Dr de Kretser’s evidence is that the combination of integers in the dependent claims within 568 application are comprised within the claims of the 785 application.
1384 SNF says that none of the additional integers added by the dependent claims of either of the opposed applications can confer inventiveness over either of the Backer & Busch papers.
1385 Claim 12 of the 785 application and claim 21 of the 568 application limit the material to be treated to tailings from a mineral sands process. But SNF says that a person skilled in the art at the priority date would have been directly led to use the process described in the Backer & Busch papers with respect to the treatment of mineral sands in the expectation that it would produce as good or possibly a better result because of the following matters. First, flocculants are used in the minerals industry in general to aggregate particles within the tailings, irrespective of the particular mineral type. It was well known at the priority date that if a process had worked successfully for the treatment of tailings of one type of mineral, the process could be adjusted by routine trial and error and successfully applied to the treatment of tailings of a different mineral. The procedures used to determine the flocculant type, dose rate and other operational variables will be the same for all mineral tails streams. Second, the Backer & Busch papers deal with the disposal of coal mine tailings. It was well known that a primary component of coal tailings were clay minerals which are similar to the clay minerals that are typically a component of mineral sands tailings, and the objectives for management of mineral sands tailings are identical to those for coal mining waste management. Accordingly, SNF says that the person skilled in the art would have been immediately aware of the relevance and potential for implementation of the Backer & Busch process in a mineral sands context.
1386 Let me deal with some other discrete points.
1387 SNF points out that in cross-examination, Dr de Kretser was taken to the authors’ comment in the Backer & Busch 1986 paper, that the process did not produce the results in the field that had been expected based on laboratory tests. As a result, the authors trialled a number of adjustments, such as to the flocculant flow rate, flocculant dilution and slurry concentration, but ultimately determined that adding a second flocculant (a coagulant) to the tailings improved the results. But Dr de Kretser’s response was that the adjustments undertaken by the authors, including the addition of a further flocculant, were simply matters which were consistent with the routine optimisation which would be undertaken by a person skilled in the art.
1388 Further, SNF says that it was put to Dr de Kretser that notwithstanding that he read the Backer & Busch papers when undertaking his PhD thesis, he had not conceived the claimed invention himself. But SNF says that Dr de Kretser’s thesis was directed to the surface chemistry of the clay component of coal tailings and not to polymeric flocculation or co-disposal per se. Furthermore, his thesis was not focused on deposition strategies, and neither was he primarily looking at flocculation of coal tailings. It is apparent, therefore, that his thesis was not directed to solving the problem sought to be addressed by the opposed applications. Accordingly, SNF says that the fact that Dr de Kretser did not conceive of the claimed invention is of no relevance.
Analysis
1389 I do not consider that the Backer & Busch papers assist SNF. Let me begin with the Backer & Busch 1981 paper.
1390 First, it reports on an investigation into the effectiveness of purpose built impoundments with vertical and bottom drains. The introduction records that “[t]he Bureau of Mines has been investigating the effectiveness of chemically treating the slurry and equipping impoundments with vertical and bottom drains”. This is reinforced throughout the report with the conclusion that:
The vertical drains that were used to draw water from the slurry were effective, but their usefulness is somewhat proportional to the depth of the slurry deposit. The vertical fabric drains seemed to be a little more effective than the vertical sand drains…
1391 In essence the investigation was into the effect of the presence of vertical drains in tailings dams on the solids consolidation rates. It reported on the trial of purpose built impoundments with vertical and bottom drains and the purpose of the trial work was to assess the efficacy of that purpose built dewatering method. The drainage structure was an important feature.
1392 I agree with BASF that the purpose built dewatering method with vertical and bottom sand and fabric drains reported on bears little resemblance to the process claimed in the opposed applications. Indeed, the 1981 paper reported that the low permeability of the flocculated slurry precludes rapid dewatering without some type of drainage system and supplemental surface decanting.
1393 Second, the dewatering process reported on was a process of sub-surface settling and sedimentation, not a process of improving rigidification. The process involved filling the cells to capacity, using the drains to remove the water from the cells, and decanting and siphoning surface water under which settlement of the solids in the impoundment occurred. It took 15 days until the drainage was complete.
1394 Third, I agree with BASF that to the extent that in the penultimate paragraph of the 1981 paper the authors speculated about “an alternative solution…using a natural site for disposal”, this would not have lead an unimaginative person skilled in the art to proceed, as a matter of routine and with an expectation of success, to the process claimed in the opposed applications. To the contrary, the “alternative solution” envisaged by the authors was to use “a relatively large” area, in which the treated material “would spread out” and form “natural deltas” as the “flocculated material settled out”, in which “vertical drains” may be used and in which “[i]f the depth of the deposit is shallow, the shrinkage cracks would penetrate deep enough to allow the water to percolate through the slurry”. This “alternative solution” bears little resemblance to the process claimed in the opposed applications, which is concerned with minimising flow, achieving a heaped geometry which will give a higher downward compaction pressure on the underlying solids, and producing material with an extremely high yield stress. I agree with BASF that there would have been no reason for a person skilled in the art, upon reading this paper at the priority date, to believe such results to be possible. To the contrary, the investigation did not test or report on whether the treated material could withstand the application of external force, reported that the low permeability of the slurry precluded rapid dewatering without a drainage system, and did not test or report on whether the treated material had sufficient yield stress to promote beach development and did not test or report on whether treatment of the slurry would minimise or impact surface area.
1395 Indeed, in response to a question from me regarding the “alternative solution” suggested in the publication, Dr Farrow explained that:
A natural delta is – if you discharge any slurry with any slight degree of flocculation or rigidity, to use the terminology, as the flow goes out, it’s going to diminish in terms of its velocity. Those solids will settle, and, depending upon the direction of where the water is going, if they settle, they will just be where they have settled, and hence people refer to it as a natural delta…
It may well be a long way away from the discharge point depending upon the flow.
1396 Fourth, there is nothing in the 1981 paper which would encourage a person skilled in the art to attempt to implement a co-disposal process. To the extent that Dr de Kretser engaged in speculation in relation to co-disposal in light of the publication it was affected by hindsight. Moreover, people in the field were at the priority date having difficulty implementing co-disposal processes as I have said many times in these reasons.
1397 Fifth, the evidence of Dr de Kretser and Mr Bembrick made apparent that to the extent that a person in the field read the 1981 paper before or after the priority date, they would not have moved to the invention claimed in the opposed applications as a matter of routine.
1398 The evidence of Dr de Kretser was that although he read the publication before the priority date in the context of writing a chapter of his thesis entitled “Methods and technology involved in tailings de-watering”, and although he visited a number of mine to sites before the priority date, he did not ever before the priority date recommend or trial the secondary dosing of a polymer in solution in a tailings stream or as part of a co-disposal process. Dr de Kretser frankly accepted that his own review of the publication did not lead him to the invention claimed in the opposed applications, although I do accept that he had a slightly different perspective when reviewing the publication for his thesis.
1399 Further, as BASF points out, the evidence of Mr Bembrick was that when he read the publication sometime after 2004 in the context of his ACARP research, which I have discussed earlier, he thought it was easy to read and understand. But it did not enable him to implement the invention claimed in the opposed applications as a matter of routine steps. To the contrary, Mr Bembrick undertook the ACARP project, which he described as a research project, on the basis that it was going to provide the industry with something new that could be used across the industry, over a period of two years with a budget of $695,900. Further, Mr Bembrick did not implement any sort of co-disposal process as part of the ACARP project.
1400 The reactions of Dr de Kretser before the priority date and Mr Bembrick after the priority date are not bad examples of the likely reaction of a person skilled in the art to this publication. They reveal that a person skilled in the art would not have moved from this publication to the inventions claimed in the opposed applications at all, let alone as a matter of routine.
1401 Further, I am also of the view that the invention claimed in the opposed applications is not obvious in light of the Backer & Busch 1986 paper for the following reasons.
1402 First, the 1986 paper unequivocally reported that: “the planned single polymer injection, as determined by laboratory tests, did not provide effective treatment. Therefore, during the field test, a second polymer was added to complete the treatment process”. As BASF points out, the secondary polymer was a cationic coagulant with a very low intrinsic viscosity. So it contained a clear teaching that a secondary dose of flocculant would not alone achieve the desired treatment outcome in the field, and a dose of coagulant was also required.
1403 Second, the 1986 paper was expressed as being a “continuation of work performed in 1981 by Backer & Busch” which reported on the impact of vertical drains in a conventional settling process and it contained repeated references to solids settling out.
1404 Third, Dr de Kretser asserted that the 1986 paper disclosed “beach development close to the point of deposition”. But there is no mention in the 1986 paper of beach development. Indeed the treated slurry depicted in figure 5 appears to be a flat deposit.
1405 Further, there is no mention in the 1986 paper of co-disposal. Moreover, in circumstances where the 1986 paper specifically taught “the agglomeration of fine particles”, it is improbable that a person skilled in the art upon reading the 1986 paper would have attempted to add a co-disposal step into the process. Further, as BASF correctly submitted, the 1986 paper suggested ways of improving conventional settling and sedimentation of flocculated fine particles. It is not likely that a person skilled in the art would have proceeded to implement a co-disposal process, with a secondary dose of flocculant (but not coagulant), which achieved improved rigidification as taught in the opposed applications.
1406 Further, as I have indicated, the only witness who had read the 1986 paper before the priority date is Dr de Kretser, also as part of his PhD literature review, although Mr Bembrick reviewed that paper when undertaking his ACARP research after 2004. But Mr Bembrick did not consider the Backer & Busch 1986 paper to be as relevant to his ACARP testwork as the Backer & Busch 1981 paper, and undertook a lengthy research program over 2 years at significant expense for ACARP.
1407 Further, Dr de Kretser described the 1986 paper in his thesis as concerned with “the ‘rapid’ de-watering of the tailings material after flocculation by mechanical tumbling before its emplacement into settling ponds”. In other words he did not characterise the paper as concerned with achieving stacking of deposited material.
1408 Neither the Backer & Busch 1981 paper nor the Backer & Busch 1986 paper assists SNF.
1409 Further and for completeness, I should also say that taking the Backer & Busch papers together and in light of common general knowledge still does not establish that the claimed invention was obvious.
(f) Conclusion
1410 None of the s 7(3) prior art taken with common general knowledge assists SNF to demonstrate a lack of inventive step. But in any event, SNF fails at the threshold in terms of the ascertainability question.
SECRET USE
1411 Section 18(1)(d) provides that a patentable invention is one that, so far as claimed in any claim, “was not secretly used in the patent area before the priority date of that claim by, or on behalf of, or with the authority of, the patentee or nominated person or the patentee’s or nominated person’s predecessor in title to the invention”.
1412 SNF bears the onus of establishing that Ciba, BASF’s predecessor, made a secret use of the invention, including that use by Ciba did not fall within any of the categories of use listed in ss 9(a) to (d). Section 9 provided at the relevant time:
For the purposes of this Act, the following acts are not to be taken to be secret use of an invention in the patent area:
(a) any use of the invention by or on behalf of, or with the authority of, the patentee or nominated person, or his or her predecessor in title to the invention, for the purpose of reasonable trial or experiment only;
(b) any use of the invention by or on behalf of, or with the authority of, the patentee or nominated person, or his or her predecessor in title to the invention, being use occurring solely in the course of a confidential disclosure of the invention by or on behalf of, or with the authority of, the patentee, nominated person, or predecessor in title;
(c) any other use of the invention by or on behalf of, or with the authority of, the patentee or nominated person, or his or her predecessor in title to the invention, for any purpose other than the purpose of trade or commerce;
(d) any use of the invention by or on behalf of the Commonwealth, a State, or a Territory where the patentee or nominated person, or his or her predecessor in title to the invention, has disclosed the invention, so far as claimed, to the Commonwealth, State or Territory.
1413 For present purposes only ss 9(a) and (b) are relevant. The term “use” is not defined in the Act, but the definition of “exploit” in Schedule 1 is not unhelpful, which in the context of method or process claims (para (b) of the definition of “exploit”) is to:
use the method or process or do any act mentioned in paragraph (a) in respect of a product resulting from such use.
1414 The acts mentioned in para (a) of the definition of “exploit”, which concerns exploitation of a product, are to:
make, hire, sell or otherwise dispose of the product, offer to make, sell, hire or otherwise dispose of it, use or import it, or keep it for the purpose of doing any of those things.
1415 In determining whether an invention the subject of a patent was secretly used, the question is whether what occurred amounted to a de facto extension of the patent term. And the answer to this may be informed by whether the patentee principally rather than merely collaterally reaped commercial benefit from what was done before the priority date (see Azuko Pty Ltd v Old Digger Pty Ltd (2001) 52 IPR 75 at [181]). Further, the commercial benefit derived that may, together with other factors, negate secret use does not necessarily need to be limited to whether the patentee ultimately derived a net profit arising from its conduct before the priority date.
1416 Further, there must also be use of the invention as claimed to amount to secret use. This requires that there be use of all of the essential features or integers of the invention, not just some of them.
1417 Now s 9(a) provides that “any use of the invention by or on behalf of, or with the authority of, the patentee or nominated person, or his or her predecessor in title to the invention, for the purpose of reasonable trial or experiment only” will not constitute an invalidating secret use of the invention. Accordingly, it is necessary in the present case for SNF to establish that: (a) there was a secret use of the claimed invention by Ciba before the priority date; and (b) that any such use was not for the purpose of reasonable trial or experiment.
1418 The concept of reasonable trial or experiment was analysed by Dowsett J in Grove Hill Pty Ltd v Great Western Corporation Pty Ltd (2002) 55 IPR 257. First, he accepted that it may be reasonable trial or experiment if the purpose was to prove the concept or to see if the invention performed in all relevant instances or to see if any changes were needed. Second, a statement by the inventor that the invention will work does not mean that any subsequent trials or experiments necessarily constitute secret use. So, “[a] statement that an inventor “knows” that something will work may reflect his or her belief but does not lead to the conclusion that trials are unnecessary” (at [228]). Third, if the true purpose is trial or experimentation, and that use is reasonable, “any collateral commercial advantage to the inventor is irrelevant” (at [229]). Fourth, s 9(a) “speaks of both trial and experiment. The structured and specific research processes often adopted in experimentation will not necessarily be relevant in trials. The latter process may simply involve “seeing how it goes”, when the invention is employed in the field” (at [231]). Fifth, where an invention “will be expected to perform in a wide variety of conditions, both of weather and terrain” it is “easy to accept” that the invention “could not be subjected to reasonable trials in anything less than a year” (at [232]). French J (at [125]) agreed with his Honour’s observations.
1419 In Bradken Resources Pty Ltd v Lynx Engineering Consultants Pty Ltd (2012) 210 FCR 21, McKerracher J further considered what constituted reasonable trial or experiment and observed the following. He said that it does not matter whether the experiments or trials resulted in an alteration to the invention as claimed. So “[t]he fact that, as it transpired, the modifications made in this period included modifications to features not directly referable to the patent’s final specification, does not mean that the testing or experimentation was not directed to the Lynx complete specification” (at [335]). Further, he said that the word “only” in s 9(a) “cannot exclude as a defence a circumstance in which some commercial benefit inures” (at [359]).
1420 Now many of the above principles have been conveniently summarised by Burley J (Jagot and Nicholas JJ agreeing) in Coretell Pty Ltd v Australia Mud Company Pty Ltd (2017) 250 FCR 155 at [213] to [227]. To paraphrase his exposition, Burley J held that the fact that there may be some commercial benefit would not deprive the tests of the requisite character under s 9(a). Further, he said that he did not accept that it was a necessary requirement of s 9(a) that the trial or experiment be directed towards the drafting of the patent application, provided that the tests were for the development or validation of the invention to be claimed. Further, he said that it would be sufficient for trial work to fall within s 9(a) if it was undertaken to prove the concept or test the invention in different conditions.
1421 Further, s 9(b) provides that a use occurring solely in the course of a confidential disclosure of the invention by or on behalf of the patentee will not constitute secret use (see Encompass Corporation Pty Ltd v InfoTrack Pty Ltd (2018) 130 IPR 387 at [214] to [215] per Perram J).
1422 In summary and generally speaking, I accept the following propositions.
1423 First, the relevant enquiry is whether the true purpose of the use was reasonable trial or experiment. If the true purpose of the use is found to be for trial or experimentation, the fact that there may be some commercial benefit to the patentee will not constitute invalidating prior use.
1424 Second, the assessment of whether a series of activities can be characterised as trials or experiments must be made in light of the nature of the invention to be claimed and the tasks and conditions for which it was designed.
1425 Third, to constitute reasonable trial or experiment there must be some intention to use the invention to be claimed with a view to its development or validation including proof of concept.
1426 Fourth, it may be significant that no remuneration was received for any of the trials. To receive remuneration may point away from reasonable trial or experiment.
1427 Fifth, it may be significant that although there have been negotiations for the supply and manufacture of the invention, the negotiations were not concluded until after the priority date. If they have been concluded beforehand, that may support an invalidating secret use.
1428 Now the above principles must be applied in relation to each instance of use of the claimed invention before the priority date. Accordingly, it is necessary to closely examine each of the trials undertaken at each of the three mines relied on by SNF as secret use.
(a) Summary of SNF’s case
1429 SNF says that it is not in dispute that:
(a) Ciba used the claimed invention at the Yarraman, Sandalwood and Ardlethan mines between December 2002 and the priority date (2003 trial work);
(b) Ciba sold 29 tonnes of flocculant for a value of $93,915 for use in the claimed invention before the priority date. That amount can be compared, so SNF says, to the figures provided by Mr Edgar as indicative of commercial success of the claimed invention in 2004, when Ciba only sold 90 tonnes of flocculant for SDITB. The tonnage sold by Ciba before the priority date was approximately 33% of the total tonnage that Ciba sold in the whole of 2004;
(c) the flocculant was sold to Yarraman and Ardlethan at a higher price than the same or equivalent flocculant was supplied by Ciba for use in the thickener at those mines; and
(d) Ciba sold or licensed equipment for use in the claimed invention before the priority date and derived at least $50,000 in income from that use.
1430 Now many of these matters are not in dispute. Accordingly, so SNF submits, the issue is whether Ciba’s conduct in using the claimed invention in the 2003 trial work constituted reasonable trial or experiment within the meaning of s 9(a).
1431 SNF says that before the priority date, Ciba sold product for use in the claimed invention and charged a licence fee or technology fee for use of the claimed invention by adding a premium to the flocculant used.
1432 SNF says that charging the mine operator for the flocculant used in the 2003 trial work was antithetical to the proposition that the conduct was reasonable trial or experiment. A fortiori, charging a technology licence fee for the use of the process being trialled was antithetical to the proposition that the conduct was for reasonable trial or experiment.
1433 Further, SNF submits that the 2003 trial work was not directed to making definite improvements, experiments of a specific character, or developing the claimed invention. Rather, the 2003 trial work was to:
(a) optimise the process for the particular mine sites;
(b) satisfy CRL, Iluka, Cable Sands and the operator of the Ardlethan mine that the process was economically viable for them to use at their particular mines; and
(c) if successful, to seek to secure contracts for the supply of flocculant to those miners.
1434 SNF says that Ciba’s conduct in using the claimed invention in the 2003 trial work amounted to an undue prolongation of the statutory monopoly it now seeks and was for commercial gain, including to secure the opportunity to supply flocculant at several of CRL’s mines, to win the Iluka tender and to supply flocculant to Cable Sands and Ardlethan.
1435 SNF says that Ciba conducted laboratory trial work in August and September 2002 and sighter trials in October and December 2002 at the Yarraman mine in relation to mineral sands, and laboratory trial work and a sighter trial in October 2002 at the Sandalwood mine in relation to mineral sands. As a result of that work, by the end of December 2002 Ciba had established that the claimed invention achieved the results claimed in the opposed applications in mineral sands. SNF says that in light of that work:
(a) Ciba’s conduct in relation to the phase 3 trial which commenced at Yarraman in March 2003, for which Ciba sold 24 tonnes of flocculant to CRL and equipment, constituted secret use; and
(b) Ciba’s conduct in relation to a further trial which commenced in March 2003 at Sandalwood, for which Ciba sold 1 tonne of flocculant to Cable Sands, constituted secret use.
1436 Further, SNF says that Ciba conducted laboratory trial work in October 2002 and a sighter trial in February 2003 in relation to tin mining at the Ardlethan tin mine. As a result of that work, and the work which Ciba had previously undertaken at Yarraman and Sandalwood, Ciba had established that the claimed invention achieved the results claimed in the opposed applications in tin. It says that Ciba’s conduct in relation to entering contracts with the operator of the Ardlethan mine before the priority date to supply it flocculant (at least 4 tonnes) for the trial which commenced in June 2003 constituted secret use.
1437 Further, SNF says that there was a lack of need for further trial and experiment.
1438 In addition to making submissions in respect of each of the three mine sites which are the subject of the 2003 trial work, which submissions I have separately set out and analysed, SNF points to the following general evidence.
1439 SNF points to the fact that powder, solution and emulsion were recorded in the contemporaneous documents as viable alternatives to suggest that Ciba simply opted for the appropriate flocculant for use on each site on a case by case basis (e.g. at Yarraman, the residence time was too short for powder). It says that such choice was also dictated by Ciba’s overall marketing strategy. In either case, it says that the 2003 trial work was not necessary in order to test the claimed invention.
1440 SNF notes that in cross-examination, Mr Bellwood gave evidence as follows:
And they would typically be used to test the suitability of particular flocculants under test for the particular substrate that’s being tested?---Yes. So, again, those initial lab tests would give us useful information to know which particular polymer chemistries were most applicable to a particular substrate.
Yes. And they would be typically used to determine whether the form in which the flocculant could best be added, that is, powder emulsion, neat emulsion or solution?---So by the time we got to the end of 2002, early 2003, then, yes. We were starting to regularly test all three forms.
1441 Further, SNF highlights that, on 19 February 2003, in spite of having tested solution-based flocculant at the site, Ciba proposed the use of powder flocculant at the Osborne Mines:
Attached is a report on test work completed on a combined tailings sample sent to our Wyong laboratory. The test work conclusively demonstrated that significant improvements in tailings deposition (stacking and water recovery) are possible using rheology modifiers.
Ciba Specialty Chemicals recommends Osborne Mines trial DPW-1-1332 to evaluate plant performance on the tailings.
DPW-1 -1332 is offered at $4.89/kg FIS Mt Isa in 25kg bags at 900kg to the pallet. Ciba can assist in supply of product preparation and dosing equipment as well as technical personnel for the trial should you be interested.
1442 Further a document in evidence titled “Zenith – Agenda, 7 March 2003” which was stated to be for circulation within Ciba, suggested that characterisation of the use of solution as a ‘project’ with accompanying trial work and the like was an optional strategy for Ciba to implement:
1. Do we need a project?!
Project involves – targeting limited number of applications, then testwork, trial, develop standard testing/trialling protocols and data recording, review and finish project. Train sales/technical. Marketing aids.
What team structure is best to make it work? Are funds available from TMT?
No Project – what we’re doing now. Try to sell products on an ad hoc basis. Different approaches. Difficult to protect secrecy. Training program required now.
2. Potential Customer Profile?
Do we admit it’s floc – or do we reserve technology for customers who would be prepared to install new equipment?
1443 SNF also notes that Ciba undertook further tests and trials of SDITB adding flocculant as an aqueous solution at other sites including Iluka’s Douglas, Eneabba and Yoganup mineral sands mines in June 2003.
1444 Further, SNF points out that work of a similar nature to the 2003 trial work was undertaken by Ciba in respect of powder flocculants after the Gallagher patent was published in December 2001.
1445 Further, SNF notes that between May 2001 and May 2003, Ciba conducted laboratory and sighter trials (e.g. at Point Comfort), recommended plant trials, prepared detailed reports, entered into secrecy agreements and used DPW numbers (which I will elaborate on later) in respect of powder flocculants.
1446 For example, it refers to Mr Cameron’s email to Mr Mike Gowan of Golder Associates Inc. (Golder) dated 8 May 2002, Golder being Goro’s representative at Goro nickel mine, stating:
Treatment of Thickener underflow to increase its yield stress/stack angle properties. The best products [sic] was DPW-1-1333 with an effective treatment range of 50 -200 g/t (further pilot plant testwork required to better define treatment rates).
Our budget price for this product is $AUD 6.50/kg ex works, giving a treatment cost range of $AUD 0.325 - 1.30/tonne.
With an annual tailings tonnage of 5.2Mt, an annualised treatment estimate would be between $AUD 1. 7 to 6.8 million.”
1447 SNF points to the above matters by way of example as indicating a lack of need for further trial or experiment in relation to the use before the priority date.
1448 Further, SNF argues that the true purpose of Ciba’s entry into secrecy agreements in respect of the 2003 trial work was to bolster its commercial position, rather than to protect trial or experiment work necessary for the claimed invention.
1449 For example, it points to the secrecy agreement entered into with Cable Sands in 2001. Mr Bellwood gave evidence that the ‘new Ciba product’ referred to in that secrecy agreement was the powder product used in the Gallagher process. In an email dated 17 October 2001, Mr Adkins noted that although the Gallagher patent had been filed, it may not be granted for a while and therefore that all “customer discussions, presentation and test work” should be conducted through a secrecy agreement.
1450 Let me turn now to discuss Yarraman in some detail in the context of the secret use allegation, notwithstanding that I have discussed it earlier concerning inventive step.
(b) Yarraman
SNF submissions
1451 At this point let me set out SNF’s submissions in respect of Yarraman and the matters that it says are revealed by the evidence.
1452 The claimed invention was used in two sighter trials at Yarraman conducted over the periods 28 October 2002 to 6 November 2002 (phase 1 trial) and 13 to 24 December 2002 (phase 2 trial).
1453 The phase 1 trial took place between 28 October 2002 and 6 November 2002. The CRL Videos shown during SNF’s opening submissions were filmed during the phase 1 trial on 30 and 31 October 2002.
1454 Ms Herzig prepared a report on the phase 1 trial. The summary of that report records that the field trial was a success but that further work was required to better understand the mixing requirements and optimum dose rates of flocculant addition.
1455 Mr Scammell accepted that the phase 1 trial was a success. Mr Scammell also accepted that the further trial work involved optimising variables such as mixing and ideal dose point of the flocculant.
1456 Mr Bellwood accepted that the matters which affected whether or not SDITB was effective at a particular mine were:
(a) the choice of flocculant; Mr Bellwood accepted that based on laboratory tests, Ciba knew which flocculant was likely to be the optimum flocculant to be used at the particular mine;
(b) the optimal dose rate for the plant conditions, which was determined by sighter trials or plant trials; and
(c) the dose point, which was determined by sighter trials or plant trials.
1457 Mr Bellwood’s evidence is that:
(a) Ciba undertook sighter trials at Yarraman in order to determine whether SDITB using the flocculant Mr Scammell had recommended to CRL would be effective on a larger scale.
(b) In order to be effective in SDITB the treated material:
(i) had to have sufficient yield stress so that when it was deposited, it stacked in a heaped geometry;
(ii) gave rapid release of relatively clear water;
(iii) inhibited the segregation of coarse and fine fractions; and
(iv) had to be sufficiently stable and load bearing to be capable of rehabilitation.
(c) The phase 1 trial “achieved the outcomes that were hoped for” and that Ciba had achieved the objectives of the trial.
1458 It is said that I should have regard to the factors identified by Mr Bellwood above when considering whether by the end of December 2002 it had been established that the claimed invention was effective and was secretly used after that date at Yarraman, Sandalwood and Ardlethan.
1459 Mr Bellwood accepted that following the conclusion of the phase 1 trial on 6 November 2002 reported to be successful that:
(a) good stacking and clean water release was achieved;
(b) dose rates were ascertained to achieve that result;
(c) a suitable dose point was identified to achieve that result;
(d) a suitable flocculant concentration was identified to achieve that result; and
(e) the deposited tailings could be walked on within a few hours, and worked on by a bulldozer within 17 hours, which was a significant improvement over the position before the tailings had been treated by SDITB.
1460 But at this point I would note that nevertheless significant work was still to be done. It is worth setting out some extracts from a memorandum dated 18 November 2002 from Ms Herzig to CRL personnel on the relevant trial.
1461 In the summary she said:
The Yarraman combined tailings and thickener underflow slurry is very receptive to rheology modification using Ciba’s new products.
Based on CRL’s criteria for tailings management, the field trial was a success.
Tails stacking angles of 10 degrees were achieved with clean water release at polymer dose rates of 50gpt under certain conditions.
There are huge potential savings due to maintaining higher throughputs during high slimes conditions and reduction in machine hours required to manage tailings.
It is believed that the rheology modifier may have applications in CRL’s Enterprise operation, and Iluka’s West Australian, American and Murray Basin operations.
Further test work is required to better understand the mixing requirements and optimum dose rates of the diluted rheology modifier.
In future trials more comprehensive feed sampling and measurement of slurry characteristics such as permeability, segregation and sand/slimes ratios are recommended.
1462 But there was significant work still to be done. She made recommendations for future work which I will discuss later.
1463 SNF says that by the end of the phase 1 trial, Ciba knew that the claimed invention would be “effective” on Yarraman tailings, by reference to the criteria identified by Mr Bellwood above. Further, Ciba had identified the suitable flocculant, dose rate, dose concentration and dose point required to achieve that effective result. SNF says that the subsequent trial work was undertaken to optimise those matters for the conditions at Yarraman and to assess the likely cost of the operation and whether it would be economically viable.
1464 SNF says that Ms Herzig’s evidence is that following the success of the phase 1 trial, further trials were necessary to optimise the process to allow CRL to use the lowest flocculant dose possible and therefore run the process as inexpensively as possible.
1465 The phase 2 trial took place between 13 and 24 December 2002, and the full flow of the thickener underflow at Yarraman was treated.
1466 In relation to the results of the phase 2 trial at Yarraman Mr Bellwood accepted the following matters:
(a) Tails stacking was successful.
(b) Clean water release was achieved.
(c) The results that were achieved were achieved on tailings with different slimes to sands ratios, including at high slimes to sand ratios of 51%, which was important to the mine operator.
(d) The fines did not segregate from the coarse particles on deposition.
(e) Dose rates were ascertained to achieve that result.
(f) A suitable dose point was identified to achieve that result.
(g) A suitable flocculant concentration was identified to achieve that result.
1467 Mr Bellwood accepted that the results of the phase 1 trial at Yarraman were successful stacking, clean water release, co-immobilisation of coarse and fines and a sufficiently stable and load-bearing deposit to enable rehabilitation in a reasonable timeframe. And this was all at a variety of different dose rates and over a broad range of slime contents, with an optimal dose point and dose concentration having been ascertained.
1468 Mr Bellwood accepted that having achieved the results in the phase 1 trial, Ciba conducted the other trials to further optimise the operational parameters of the system at Yarraman, having regard to the particular conditions at Yarraman. Mr Bellwood accepted that CRL also wanted to further optimise the mixing conditions and flocculant concentrations in order to try to get the cost down, which was normal for any customer.
1469 The operational parameters being investigated in the trials were dose rate, flocculant concentration and the ratio of slimes to sand, which Mr Bellwood accepted were parameters that would need to be measured and adjusted when testing the claimed invention at any plant and for any operation. This was because Ciba had to convince a mine operator that the claimed invention would work at their particular plant, with the variability that was likely to occur both in the short and long term in their operations.
1470 Further, Mr Bellwood accepted the following matters. Before CRL could make a decision about implementing the claimed invention at Yarraman, it needed to know what the cost of flocculant would be on an annual basis and what equipment, other infrastructure and labour costs would be involved in running the process. CRL also needed to weigh up whether that cost could be economically justified. Ascertaining that information from the trials would be the primary objective from CRL’s perspective. Further, unless the operational parameters were fine-tuned and the costs identified, the mine operator could not make a decision whether or not to go ahead with implementing the claimed invention and enter into a supply contract with Ciba. Further, Ciba wanted to solve the problem for CRL so that Ciba could use it as a case study to convince CRL that the project was economically viable at Yarraman, and at its Enterprise mine, and to assist in winning the Iluka supply contract.
1471 Let me continue with the chronology.
1472 By December 2002, after the phase 1 and phase 2 trials, SNF says that Ciba had established that the claimed invention achieved the results claimed in the opposed applications in mineral sands and did not need to undertake any further plant trial to satisfy itself of that fact.
1473 Mr Scammell sent an email on 8 January 2003, after completing the phase 2 trial at Yarraman, in which he stated that “we know this process works in Mineral Sands”. Mr Scammell acknowledged that, following the results of the phase 1 and phase 2 trials at Yarraman, he “was confident it would work in mineral sands”. “Well, I knew it worked at Yarraman”.
1474 SNF says that Mr Scammell’s written evidence that “we know this process works in mineral sands” was a reference to the fact that “when we aligned the variables that influenced the performance of the process then the process worked”. Those variables were dose rate of the flocculant, dilution of the flocculant, dose point or points, adjusting the composition of the tailings and pumping speed of the tailings. SNF says that these variables had to be optimised at any given mine in order to assess the cost effectiveness of the claimed invention at any mine. And it says that Mr Scammell knew that the process worked in mineral sands provided these variables were aligned and optimised. At any given mine, it was always necessary to optimise variables such as dose rate and dose point in order to establish whether a process worked economically at the mine. It says that Mr Scammell accepted that as every mine was idiosyncratic, tests were required in order to optimise the process at that mine.
1475 Similarly, SNF says that in Mr Scammell’s email on 2 April 2003 in relation to proposed test work for Iluka’s Basin Minerals mineral sands mine he noted that he was “very confident it will work, the issue is the dose rate and hence the treatment cost”. The only issue Mr Scammell identified was the economic viability of the process.
1476 SNF says that Ms Herzig’s evidence is that CRL knew that the process worked after the completion of the phase 1 and phase 2 trials, and that the only issue was treatment cost. In cross examination, Ms Herzig explained that the purpose of the plant trial was to optimise the process used in the first two trials to something approaching full time implementation. The plant trial would also allow CRL to assess the ongoing suitability of the claimed invention from a commercial point of view. As Ms Herzig put it in cross-examination: “It’s one thing for something to work, but it needs to be cost effective”.
1477 SNF says that consistent with Ms Herzig’s evidence, Mr Bellwood accepted that CRL’s decision whether to implement the process would be critically affected by the cost of flocculant involved in running the process. The need for any SDITB process to be economically viable for CRL had been identified by Mr Scammell in April 2002 when he had originally proposed trialling the Gallagher process.
1478 SNF says that Mr Bellwood accepted that in order for Ciba to secure a contract to supply CRL with flocculant for SDITB, Ciba needed to demonstrate to CRL that they could achieve the increase in viscosity and improvement in stack angles economically. As Mr Bellwood put it, “if a process is not economically viable, it’s not going to be implemented by a mine site”.
1479 In January 2003, Mr Scammell calculated that in respect of supply to CRL for use at Yarraman alone:
(a) CRL was purchasing 250 tonnes of flocculant per annum at $2.39/kg for use in the thickener ($579,500 per annum); and
(b) there was a prospect of Ciba selling an additional 200 tonnes of flocculant for SDITB per annum at $3.25 ($650,000 per annum).
1480 SNF says that if the claimed invention could be demonstrated to CRL to be successful at an economic price, Ciba believed that:
(a) it would secure the CRL supply contract for flocculant used in both the thickener and SDITB at both of the CRL plants, being Yarraman and Enterprise and that the supply contract for Enterprise would also be substantial;
(b) as well as selling flocculant to CRL, Ciba could also expect to sell or lease equipment to CRL for use in the claimed invention; and
(c) it would give Ciba an entry into the Iluka business; the Iluka business was potentially worth millions of dollars to Ciba.
1481 In other words, SNF contends that Ciba undertook the phase 3 trial work in order to improve its chances of securing various lucrative opportunities, including the upcoming tender to supply all Iluka mines.
1482 Further, it says that Mr Bellwood accepted that the cost of conducting a plant trial at Yarraman was a significant cost for both Ciba and CRL. That included the cost of expensive equipment and the cost of flocculant consumed. Mr Bellwood’s evidence is that neither Ciba nor CRL would decide to incur that cost without being confident of getting a good result. Similarly, Mr Bellwood said that if the results of the phase 1 and phase 2 trials had been disappointing, then it would have been unlikely that Ciba or CRL would undertake the phase 3 trial and incur that significant cost.
1483 The phase 3 trial being the plant trial at Yarraman was undertaken from 5 March 2003 to early June 2003.
1484 A total of twenty four tonnes of flocculant was sold by Ciba to CRL at a cost of $3.25 per kg ($78,000) for use in the plant trial. The plant trial also cost CRL $50,000 paid to Ciba for the rental of a mixing unit.
1485 Ultimately, CRL did not adopt SDITB at the Yarraman mine. Instead, CRL used a tailings retention facility which accumulated slimes and sand using dam walls, which worked without the need for power, water or chemicals.
Analysis
1486 Let me begin my analysis with some background, the vast majority of which is not contentious.
1487 In December 2001, Ciba filed the Gallagher patent. As I have already explained, the Gallagher technology was concerned with the treatment of fine tails material, particularly red mud in the alumina industry, with polymer in particulate form.
1488 In early 2002, Ciba started to investigate whether the Gallagher technology could be suitable for treating co-disposed tailings and also tailings from other mineral processing operations outside the alumina industry. Within Ciba, this project was called “Project Zenith” / “Son of Zenith”. Initial research undertaken by Ciba suggested that “the inclusion of sand in excess of 4% of the total mud weight produced a detrimental effect on slump angle”.
1489 An email dated 18 April 2002 from Mr Scammell to Mr McColl stated:
As mentioned today, CRL are very keen for us to complete test work to determine if we can economically increase the viscosity of the thickener underflow and hence improve the stack angles of their tailings.
I am confident that if we can get the technology to work in the lab they would then want to run a plant trial.
… If we can get this process to work then we will open up the door at their other plant when it moves into a new orebody late next year.
1490 As previously referred to, on 29 April 2002 Mr Adkins sent an email to Mr McColl and Mr Scammell which stated:
Product Form
We have evaluated LDPs and emulsions, our patent is predominantly aimed at solids, but does cover particulate products. Yes, liquid grade products will work, however they thicken very quickly and are susceptible to subsequent shear thinning. The rapid rise in mud Yield Stress, is not a favorable feature as it can lead to adverse impact on back pressure in the line and pumping efficiencies.
1491 On 22 May 2002, Mr Adkins sent a further email to Mr McColl and Mr Scammell which stated, inter-alia:
Firstly, we have been investigating the impact of sands on slump angle and whether the presence of rheology aids can negate/ overcome their affect. I have attached a copy of the first of these reports, 02056, and a further report rheology aids were evaluated on high solids applications, 02040. Although these reports are based upon red mud applications, the theory holds true for all mineral types.
1. It is a well documented fact that the presence of sands is detrimental to slump angle, and that increasing sands content is inversely proportional to slump angle.
1492 Ciba established an “R&D Project Plan” with respect to the Son of Zenith project dated 28 June 2002. The R&D Project Plan recorded that: “Products have already been developed at Ciba in the UK for use in stacking red mud in the Alumina industry…This project has been set up to see whether other products are suitable for use in other mineral processes for stacking”.
1493 The R&D Project Plan identified the anticipated milestones for the project, which included:
(a) “Lab testwork to evaluate range of products on range of ore types… Aug 02”
(b) “Select customer and assess best means of applying the product…Sept 02”
(c) “Trial as rheology modifier…Oct 02”
(d) “Trial again during winter period…Aug 03”
(e) “Further rheology modifier lab tests and trial to confirm performance…Aug 03”
1494 Ms Beveridge, a senior development chemist at the time, was identified as the project driver (along with Mr McColl), and Mr Scammell was identified as one of the key personnel to work on the research project. The total research budget initially allocated to the project by Ciba was $89,000.
1495 In the early 2000s, Mr Scammell was responsible for managing Ciba’s relationship with CRL at the Yarraman mine. CRL was, at that time, experiencing difficulties at Yarraman. The tailings were segregating upon deposition and the mobile slimes were eroding previously depositing tailings, contaminating the dredge pond, and impacting CRL’s ability to reuse clean water. As Ms Herzig explained, “CRL [had] experimented with altering operational variables in the concentrator and the thickener without success”. Further, CRL had also experimented “with a number of things in addition to the thickener” over a “significant period of time” to try and solve the tailings disposal problem at Yarraman, again without success.
1496 In early 2002, Mr Scammell spoke to Ms Herzig and offered to undertake test work in the hope of solving CRL’s tailings disposal problem. In order to fix the tailings disposal problem at Yarraman, Mr Scammell first attempted to get “higher underflow densities out of the thickener”, with a view to then allowing “that higher underflow density to be injected into the coarse tailings”. This was unsuccessful. Accordingly, Mr Scammell then looked at how to immobilise the tailings by working on the thickener underflow, that is, by implementation of the Gallagher process. Ms Herzig had not heard of the Gallagher technology and had never been involved in a secondary dosing process.
1497 Before undertaking any secondary dosing test work, Ciba required CRL to sign a secrecy agreement. Once executed, Mr Scammell and Mr McColl commenced their test work at Yarraman.
1498 The initial test work in May 2002 used polymer in dry powder form added into the thickener underflow, which were fines. It was not promising. According to Mr Scammell “it did not appear that the Gallagher technology would work as part of a co-disposal process, at least if the fines were treated prior to mixing with the coarse stream”. Nevertheless, by email dated 10 July 2002, Mr Parker circulated the results of laboratory trials conducted at Point Comfort in April 2002 using the Gallagher technology and commented that it would be “be useful for reference to clients that are interested in co-disposal”.
1499 Relevantly to the May test work, on 14 November 2002, Mr Scammell prepared a 24 page report to Ms Herzig and Mr Bob Suddall of CRL entitled “Effect of Rheology Modifiers on Yarraman Tailings” which summarised the results of that test work. Appendix A covered test work in May 2002. Appendix B covered test work in September 2002. Within Ciba, Mr Scammell and Mr McColl discussed the results of the May 2002 test work with members of the Project Zenith team and sought technical advice as to how to improve the results of that test work. No-one within Ciba suggested the use of polymer in aqueous solution.
1500 This report relevantly provided, particularly in respect of the May 2002 test work, which only involved dry powder addition:
1.0 SUMMARY
On the thickener underflow sample tested, the Ciba rheology modifiers did not provide a significant improvement in slump angle.
DPW-1-1328 and DPW-1-1329 were the most effective powder grade rheology modifiers for treating combined thickener underflow and course tails.
…
2.0 INTRODUCTION
…
A secrecy agreement has been signed between Consolidated Rutile Limited and Ciba Specialty Chemicals. This has allowed for testwork to be conducted in order to determine the suitability of the new rheology modifiers for use on Yarraman slimes and a blend of slimes and course tails.
…
6.0 CONCLUSIONS
6.1 Thickener Underflow Slimes
1. DPW-1-1332 was the most effective rheology modifier for treating the Yarraman thickener underflow slimes.
2. The Rheology modifiers tested increased the slump angle by only a small amount.
3. There was no benefit achieved by adding the treated thickener underflow to the combined tails.
1501 At all times, the test work was conceived and conducted by Mr Scammell and Mr McColl. And this test work was undertaken at the expense of Ciba.
1502 Having unsuccessfully attempted to fix the tailings disposal problem by increasing the underflow density from the thickener, and having unsuccessfully attempted to fix the tailings disposal problem by treating the underflow (fines only) with polymer in powder form, the next round of test work commenced at Yarraman in August 2002. And it was at that time that Mr Scammell tried something “quite random”. He added polymer in solution to the tailings stream.
1503 Mr Scammell tested the use of polymer in aqueous solution even though he perceived that solution was an ineffective means of tailings treatment and the documents he had read made reference to the challenges of adding a solution. Mr Scammell had also spoken with Mr Gallagher on a couple of occasions prior to August 2002 and had understood from those discussions that Mr Gallagher had encountered “a number of challenges” adding polymers in solution and that adding polymer in “powder form for red mud was far more efficient”.
1504 Mr Scammell was also aware at that time of the Suriname results reported by Mr Adkins in the report dated 8 September 2000 (I have previously defined this as the Suriname 2000 Report) which stated: “The results from this investigation clearly show the significant performance benefits associated with dry powder addition. Initial comparison of comparative product dose shows the dry addition method to consistently and significantly outperform that of solution…”.
1505 The Suriname 2000 Report concluded that DP203G “was the optimum treatment for the thickening of the red mud for dry stacking disposal at Suralco.” When this product was added as a 0.25% solution, as opposed to as dry powder: “At transit times of 10, 60 and 90 minutes, solution addition only offers 11.7, 19.4 and 28.1% respectively of the yield stress produced by that of the dry addition dose equivalent.” Indeed, the solution produced a decrease in yield stress at 60 minutes and 90 minutes ‘transit time’.
1506 Nevertheless, Mr Scammell thought he “would give it [solution] a go”. The results he had obtained using powder were “not particularly startling”, he had direct access to solution onsite, and he was aware of logistical issues at the Yarraman mine which would make it difficult to transport, store and administer dry powder.
1507 Mr Scammell described the results he obtained in an email to Mr McColl dated 19 August 2002:
I then added some of the emulsion grade flocculant used on site at a dose rate of approx. 80gpt (added at 1% w/v)). The result was as good as the first two listed above with the result being achieved in less than 30 sec.
It is obvious that we are flocculating the slimes fraction in the liquid phase of the tailings. The interesting observation is the mobility of the tailings reduces significantly.
1508 Mr Scammell was surprised by the results he obtained which “contradicted the popular view within Ciba” that powder was superior, and so he copied his email to Mr Adkins.
1509 On 21 August 2002, Mr Adkins responded by email and expressed the view that whilst liquid products “will offer significantly greater yield stress improvements”, the downside was that there would be a “swift decrease in viscosity as the structure shear thinned”. Further, Mr Adkins reported that whilst Nalco and Cytec had trialled the use of liquid grade polymers, “[f]rom the information that we have, none of these trials have been successful”. Mr Adkins then identified “a number of key issues that might lead to poor, or ineffective, treatment” with the use of solution. Further, in relation to co-disposal he stated: “One concern that I have for a co-disposal method is that” when slimes and coarse are blended any stack produced will dewater “at a significantly slower rate” because “[c]o-disposal will always compromise on the performance of coarse material alone, so perhaps it might be better to thicken and dispose of the slimes using a stacking system but within it’s own containment area”.
1510 As Mr Bellwood explained when cross-examined, whilst it appeared that Mr Adkins had information which showed that aqueous solution could be used to increase yield stress, the only work Mr Adkins had conducted was beaker pours and slump tests. Further, Mr Bellwood explained under cross-examination that there were “other aspects than yield stress that contribute to stackability” and that “it was certainly uncertain [to Mr Adkins] at that time [i.e. before August 2002]…as to whether the solids would stop and the water would separate away…from the solids…or whether the water and solids would just continue to flow and not form a stack”. As Mr Bellwood noted under cross-examination, the immobilisation of the deposited solids was a “fundamental difference between straightforward in-line flocculation and the effect eventually realised…at CRL [Yarraman]”.
1511 When Mr Scammell and Mr McColl undertook some bench tests in early September 2002 they continued to test polymer in both powder and solution form. In part, this was informed by the knowledge of Mr Scammell that there were logistical difficulties associated with administering polymer in powder form. The results of that further test work created what Mr McColl and Mr Scammell described in a joint email dated 4 September 2002, titled “Son of Zenith” and sent to their senior colleagues at Ciba at the time, as “a dilemma”. The results obtained “contradicted the Gallagher work” and suggested that “comparable slump test results” might be obtained using polymer “diluted as a solution”.
1512 In their joint email of 4 September 2002, Mr Scammell and Mr McColl also suggested that the relevant ‘dilemma’ was that solution was as effective as powder at a lower dose, but that this might undermine sales of the more expensive powder product in line with the Gallagher patent.
1513 Accordingly, Mr Scammell considered that he needed to elevate the issue to senior people within the group to get direction.
1514 The latter ‘dilemma’ is reinforced by Mr Gallagher’s reply of 10 September 2002:
The difficulty will be (as Keith alludes to below) is if your soln test works and you then want to sell Zenith solid grade material at 3 times the price - the cost performance may well not be there. You may be better to have the soln test fail (or not run it at all) and then run a powder rheology aid in PEG
…
Alternatively you can add solns and call it flocculation - but the margins may not be there.
1515 The issue of customers using cheaper flocculant which was already available was also discussed in the Monthly Project Summary Report – (October 2002) on Son of Zenith dated 31 October 2002:
Beach angle increase from 1-2 degrees, trial has created enormous interest and was watch [sic] by staff from Mets to General manager who presented the results at the board meeting. Problem now is preventing emulsion used on thickener being used at discharge point for rheology modification which site has mentioned.
1516 Further, minutes of Ciba’s IMT meeting conducted on 7 November 2002 provided:
Zenith Technology … Major problem is commercial control of the technology by Ciba as customer is keen to exploit and it may be difficult to differentiate between this and conventional flocculation (and prices!).
1517 Mr Parker responded to the joint email on 4 September 2002, as follows:
I can appreciate your dilemma however your case is a little different to those we have been working on in alumina in that you only require to maintain the increased yield stress for 5 mins whereas we are looking at 45 - 60 mins.
The technology behind the patent is that the dry polymer takes some time to dissolve and in doing so continually replaces polymer structures that have broken down. i.e .the fines dissolve first, followed by coarser particles and so on, maintaining a yield stress whilst there is still undissolved polymer remaining. We looked at changing the particle size range and tested 4 or 5 different fractions with the finest only giving a few minutes life and the coarser a longer life. In fact the standard product has about the correct mix of particle sizes ([see] attachment).
Steve has looked at emulsions and LDP for this and the high shear in the pipe will invert material but as it is very fine particles it dissolves immediately and then looses [sic] shear stress with excessive agitation/shear/pumping. Similarly for a solution.
You can advise the client that our process is really to maintain a yield stress during prolonged pumping and was devised to rebuild good yield stress at the thickener discharge that is destroyed by pumping. If an emulsion (ours) works as a solution then you should follow this up to ensure Nalco or whoever come in and show this whilst we are promoting dry powder. Remember the powder system will withstand any high shear induced by pumping.
Give me a call tomorrow - I have just arrived home and we can discuss this and the successful trial we have just run in Suriname.
1518 The joint email of 4 September 2002 from Mr McColl and Mr Scammell also triggered internal debate within Ciba regarding the efficacy and implications of a process involving a secondary dose of polymer in solution as part of a co-disposal process, and whether it was covered by or threatened the validity of the Gallagher patent.
1519 On 4 September 2002, Mr Gallagher responded:
The performance and mixing of powder grade rheology aids at least in Alumina slurries has always proven to be superior to solutions and emulsions. This is due to the powders actually drawing liquor out of the slurry as they hydrate and the much better mixing efficiencies achieved adding the powder to the slurry. …In your situation where you have only 5 minutes of residence time in the pipeline before deposition and you can use the pump for mixing, the solns or emulsions may be better… The fact that you have only 5 minutes residence time and the ability to dose before the pump may make it simpler or more difficult in practice. If a result is difficult with solns and std emulsions [then] modified emulsions may work. Alternatively we also know that powder fines work faster than the standard sized product so this may also be an option.
1520 On 5 September 2002, Mr Adkins wrote: “flocculant solution and neat emulsions have been plant trialed [sic] by our competitors and customers alike; fortunately, with no know[n] success…the addition of highly viscous polymer solutions, such as neat emulsions and LDPs, will not mix into a mud slurry system”.
1521 On 9 September 2002, Mr Parker wrote: “I have reservations about adding the powder as a solution as the whole concept of Zenith is to add a ‘DRY’ powder…adding a solution at the end of a pipeline is flocculation of the stream as has been done in numerous locations”.
1522 On 10 September 2002, Mr Gallagher further wrote: “The results you achieved look excellent but from the photo’s it looks more like flocculation to produce a plug rather than increasing the yield stress of the slurry. You also appear to be getting a lot of water release which is helping the slump height in the test but will this released water be a hindrance at the deposition site?”
1523 On 11 September 2002, Mr Parker wrote:
After discussions with Steven Scammell today I am convinced that the CRL project is not really suitable for Zenith.
… The pipeline residence time is approx. 5 mins and although dry powders work, so does a polymer solution and at the prices we would charge for Zenith products (and PEG) the simple addition of a polymer solution must be much cheaper.
However the only way to really determine the viability of the two systems is to run either full scall [sic] or pilot trials with both.
1524 There were also discussions within Ciba over a period of about two weeks about how to establish a value for the use of solution if it was not covered by the Gallagher patent, the need to set a market expectation if it proved effective, and Ciba’s commercial objectives. Mr Scammell further understood from these exchanges that he was being cautioned to be “mindful of how the material degraded with time” when treated with solution.
1525 Ultimately, it was resolved that Mr Scammell and Mr McColl would continue to test the use of solution at Yarraman and the flocculant used in that trial work, Magnafloc X125, would be renamed “DPW-1-1477”. I will discuss the reasons for this re-labelling later.
1526 In early September 2002 Mr Scammell proposed to Ms Herzig that Ciba conduct a trial at Yarraman using dry powder pre-dissolved as solution. He informed her by email on 9 September 2002 that “[t]here will need to be a couple of dose points installed in the tails line, say 20-50m from the discharge point”. The reason he suggested these dosing points was because “our testing had indicated that the mixing times required for solution was less than 5 minutes (meaning the solution did not require much time in the pipe to be effective)”. In this email he also stated: “As this is a short sighter trial we would not charge CRL for the product but would ask for freight of the product and or the pump to be paid for. We will give you a quote for the freight. We are aiming to run the trial late next week. This will be dependent on supply of the pump.”
1527 Mr Scammell subsequently decided to switch to a trial using a diluted emulsion, because Ciba already had access to the necessary equipment onsite and because of the challenges of using powder. By email dated 20 September 2002, he explained to Ms Herzig: “In the email you make reference to below the product we had proposed to be trialled was that described as option two [dry powder in a dilute form]. The bulk of the material being water. Hence we were not going to charge CRL for a solution that was 99% water…The trial we are proposing now uses the fourth option where the neat material is delivered to Yarraman and it is then diluted down on site and added into the tails line in the dilute form”.
1528 Again, the test work at this time was undertaken at the expense of Ciba save for the freight of the product and the pump.
1529 In relation to the August/September work, the 14 November 2002 report (referred to earlier in the context of the May 2002 work) provided as follows:
1.0 SUMMARY
…
DPW-1-1328 and DPW-1-1329 were the most effective powder grade rheology modifiers for treating combined thickener underflow and course tails.
The liquid product DPW-1-1477 performed as well as the powder rheology modifiers when mixed for the short time periods. Dose rates in excess of 50gpt resulted in the slurry to be contained generating high slump angles.
…
Alternative Ciba rheology modifiers may prove even more efficient than DPW-1-1477 as this was the only liquid type tested.
…
5.0 DISCUSSION
…
The decision to focus on addition of the Ciba Rheology Modifiers to the combined thickener underflow and tails stream came about after we achieved such a poor result with the treatment of the thickener underflow alone. Yarraman were also experiencing a lot of trouble containing the tailings stream when slimes levels were high and once the thickener underflow was added, the problem was exacerbated.
…
The initial part of the test work focused on the addition of a dry powder Rheology Modifier, with the intent being the product would be added into the tails stream on board the concentrator.
The second photograph was with DPW-1-1332 added at 100gpt generating a slump angle of 53.33%. As well as the high slump angle, there was a lot of clear water released.
…
For ease of reagent handling at Yarraman, this focus later switched to the addition of a diluted liquid rheology aid, just prior to discharge of the tailings.
Since DPW-1-1477 was the only liquid product evaluated on the Yarraman combined slurry, it’s possible that alternative Ciba rheology modifier products may prove even more effective than the results reported here.
…
6.0 CONCLUSIONS
…
1. The Yarraman combined slurry is very receptive to rheology modification using Ciba’s new products.
2. Of the products tested, DPW-1-1328 and DPW-1-1329 were the most effective powder grade rheology modifiers for treating the combined thickener underflow and course tails.
…
5. The liquid product DPW-1-1477 performed as well as the powder rheology modifiers when mixed for the short time period.
6. Alternative Ciba rheology modifiers may prove even more efficient than DPW-1-1477 as this was the only liquid type tested.
…
7.0 RECOMMENDATIONS
It is recommended that DPW-1-1477 be trialled on site at Yarraman to determine how effective it would be on a full plant scale operation.
Further development work is required to better understand the mixing requirements of the diluted rheology modifier
Alternative Ciba liquid rheology modifiers may prove even more efficient than DPW-1-1477 and may warrant ongoing test work.
1530 Let me now discuss the phase 1, phase 2 and phase 3 trials.
1531 As I have already said, the phase 1 trial occurred between 28 October 2002 to 6 November 2002. Various factors which necessitated such a trial being conducted at Yarraman were the subject of evidence. Let me elaborate.
1532 Field testing of the use of flocculant in solution form was particularly important in circumstances where, as Mr Bellwood explained, “neither Ciba nor the mine operator had previous experience of applying polymers, pre-dissolved in solution, to a full scale plant operation”.
1533 Mr Scammell explained the objective of the phase 1 trial in the following terms: “This trial was undertaken to give us an indication of how the rheology modifier performed on fresh tailings (i.e. not samples in a laboratory) but did not enable us to assess its performance when the slimes were at their worst (i.e. during dredge retreats)”.
1534 As part of the phase 1 trial, tailings were treated and deposited in a small off path area and Mr Scammell instituted a log sheet system to record the trials. As Mr Scammell explained: “This level of reporting was necessary because this was the first time that the administration of solution to a combined tailings stream had been tested by Ciba in a mining operation”. The use of experimental notebooks or other records, in the form of log sheets, suggests that the work constituted trial and experimentation, and not commercialisation.
1535 The results obtained were promising. Mr Scammell said that “[t]his was the first time I had seen significant stack angles upon deposition of the tailings, together with the rapid liberation of clean water in a mineral sands mine”. Similarly, employees of CRL reacted with enthusiasm and amazement. Mr Suddall wrote in an internal email on 31 October 2002 that “[t]he results to date have been eye opening to say the least” and Mr Bell commented, when observing the trial, “I can’t believe it’s so dry, it’s unbelievable”.
1536 Ms Herzig, copied in on the original email from Mr Suddall as well as Iluka mining managers, replied to all in an email also dated 31 October 2002 that: “While the results of this trial are extremely promising and have generated a lot of interest around the organisation, CRL has signed a secrecy agreement with Ciba on this technology until the patent is in place. Information on the trial is not to go outside CRL. Iluka is not yet part of the agreement.” Iluka and Ciba eventually entered into a mutual non-disclosure agreement on 1 November 2002 in respect of confidential information. The recitals and schedule to the agreement refer to the context as Ciba being involved as a “Reagent supplier and developer, providing advice and carrying out laboratory, pilot plant and large scale trails of reagents of interest to Iluka Resources Limited and its subsidiaries and managed entities”.
1537 But the results were also variable. For example, the log sheets attached to an email dated 16 November 2002 from Mr Scammell to Mr McColl recorded, inter alia, “Other twin channeling [sic] with water/slime runoff”, “Doserate [sic] may even be too high”, “not sure whether sufficient mixing”, “yesterday (overdosing) was releasing water too close to the discharge”, “maybe too much polymer”, “Just overdosed at this point”, “not stacking well”, “not stacking poor result no water release” and “better but no clean water”.
1538 Similarly, Ms Herzig, in an email report on 1 November 2002 to her colleagues, namely, Mr Surinder Ghag, Mr Mick Barker, Mr Dave Wilson, Mr Campbell Morris, Mr Mark Kaden, Mr Bob Sudall, Mr Jim Brodie, Mr Paul Lowe, Mr Bob Bell, Mr Jeff Brown, Mr Wayne Knott, Mr Merrick Robetson, with Mr Scammell and Mr McColl copied into the email, noted that “[y]esterday we didn’t achieve as striking a result with the rheology modifier on the 3/4 open discharge and it was not immediately obvious as to why”.
1539 On 11 November 2002, Mr Scammell sent an internal email to Mr Adrian Lawson and others, which stated:
I had a call from Nick Clarke of Iluka this morning. He was about to submit a report to management about his trip to CRL last week. Following his trip a couple of questions had arisen and he wanted clarification. He said that if each site were to spend a couple of million on RM they would need to understand the process a little better.
1. Resources, or lack there of within the Iluka Slime Management Team, to assist CRL and others with trials. Nick said that several of his colleagues had been seconded and hence they were light on. He wanted to know how we were resourced and whether we could get people to site, and if the process worked, could we supply the product in WA and the USA. Nick was to contact Angela and see what could be set up at the site in WA where Iluka have a trial paste thickener. They may be able to conduct pilot studies at this site to further understand the RM process. …
3. Testwork to further understand and hence be able to recommend how a site would add the RM. Nick was interested to know how difficult it would be to conduct the relevant lab work to select products and determine if the process would work. I mentioned it would be pretty simple for the procedure we used at CRL be transferred to the USA. I think he may be the type that likes to see a lot of results from lab work.
(Original emphasis.)
1540 Subsequently, Ms Herzig prepared a report dated 18 November 2002 concerning the phase 1 trial, in which she noted that “further test work is required to better understand the mixing requirements and optimum dose rates of the diluted rheology modifier” and identified, in conjunction with Mr Scammell and Mr McColl, 17 areas requiring further investigation. Many of these matters were of significance. These were the following:
• Optimisation of mixing conditions at multiple injection points. Installation of multiple injection points is almost completed (7 in total).
• Concentration of reagent. The upper limit seems to be 1 % but a lower limit (<0.3%) is yet to be determined.
• Measurement of feed slimes content and carry over into tails.
• Possible use of the rheology modifier without a thickener. However it is likely that the flocculant in the thickener preconditions the slurry to respond to the rheology modifier.
• Putting all of the thickener underflow into the one tails line. This will be completed on the 27th November shutdown.
• Measurement of sand/slimes ratios.
• Effectiveness of secondary dilution. This has been installed but will require a flowmeter capable of 3-41/s as opposed to the 11/s meter currently installed.
• Sampling of tailings feed samples prior to polymer injection.
• Upgrading of the Stranco mixing pump to allow for longer trial duration.
• Investigation of whether a minimum level of slimes in the slurry is required.
• The effect of the velocity of the discharge.
• More detailed testing is advisable including Rowe Cell tests to measure permeability.
• Measurement of segregation and consolidation properties, both at the time of the pour and longer term. This may involve the pouring of a stack to be left over a period of time. Properties to be monitored initially on a daily basis, then weekly and monthly, checking for moisture levels, segregation and consolidation.
• Collection of drill cores of undisturbed slurry from the pour.
• Moisture measurements at varying depths in the pile as well as underneath.
• Determination of whether the polymer addition is determined by sand proportion, slimes proportion or the combined ratio.
• The logistics of a long term trial require examination I.e. tanker delivery of reagent, a larger mixing unit versus multiple storage tanks.
1541 The matters identified for further investigation, which I have set out, included the “Possible use of the rheology modifier without a thickener”. As Ms Herzig explained in her oral evidence, “if we could get this process to work without the use of a thickener, there is obviously a huge capital saving”. Nevertheless, Ms Herzig considered that the next variable was probably more important. That variable was “Putting all of the thickener underflow into the one tails line”. Ms Herzig explained this was necessary to test the limits of the slime to sand ratio. Of course, co-disposal of sands and slimes is an essential integer of the process ultimately claimed in the opposed applications. That was a matter requiring investigation after the phase 1 trial.
1542 It is appropriate to set out some of the cross-examination of Ms Herzig on this aspect:
MR SHAVIN: Now, the mixing – the injection points are very important, aren’t they, because if you inject too early, you can block the pipe, and if you inject too late, the discharge will not be rigidified; isn’t that correct?---I wouldn’t put it in that way. I would say that we were looking to optimise the injection point to allow us to use the lowest dose rate possible for the cheapest solution.
Yes. But you need to get an effective solution, don’t you?---You do.
Yes. So one of the variables to an effective solution is the location of the injection point?---That is one of the variables, yes.
One of the variables for an effective solution is the concentration of the reagent?---Correct.
Measurement of ..... slimes content and carryover into the tails is a means of determining effectiveness?---Correct.
Possible use of the rheology modifier without a thickener would have a dramatic impact on the process arrangement at the plant, wouldn’t it?---We would not – we would – I don’t understand the question.
Right.
HIS HONOUR: Well, what’s the significance of that fourth item:
Possible uses of rheology modifier without a thickener.
Sounds like you’re talking about macro concepts which might change the process significantly. So I want to – I need to get a feel for how significant some of these items are, and that one struck me as being significant or is it not? Because I – in fairness to you, Ms Herzig, I’ve heard counsel’s opening submissions about the process and thickeners and secondary flocculation, but you’re suggesting here that you’re still at the stage of working out whether you would use a rheology modifier with or without a thickener. It seems to me to be a pretty basic decision to make?---No, your Honour. I wouldn’t take it as meaning that. The – that’s one of many factors and - - -
Well, that’s what I’m trying to understand?---Yes. The – and the - - -
Why is it there? What significance - - -?---The reason - - -
- - - is it?---The reason that that may come into play would be for future operations, not for Yarraman. So we had Enterprise coming along as well as other Iluka operations including in the Murray Basin whereby if we could get this process to work without the use of a thickener, there is obviously a huge capital saving. So that was just one variable. To me the next variable is probably more important. We needed to make some modifications to the plant to allow all of the thickener underflow to go into the one tails line. Now, that was in order to try and test the limits of the slime to sand ratio.
MR SHAVIN: If, in fact, you could use the rheology modifier without a thickener, then when your thickener was breaking down, you would be able to reconfigure the plant, wouldn’t you, to bypass it and that would have significant impact on your processing at the plant, wouldn’t it?---Yes. It would have but we had no proof that that would work. As I’ve said in the second sentence, it’s a possible use of rheology modifier without a thickener. It’s likely the flocculant in the thickener pre-conditions the slurry and that was consistent with all of the evidence that I’ve given that multiple doses were something that was commonly done.
So putting to one side the last comment, what this is demonstrating is that, at the end of the phase 1 trial, you were looking at testing a number of possibilities, some of which would have a significant impact on the processing and plant used at North Stradbroke Island, remembering that we went back – one of the real problems that was being encountered in North Stradbroke Island was when the thickener wasn’t functioning properly?---This - - -
This was a significant issue which had to be resolved in future trials, wasn’t it?---I don’t believe the use of a rheology modifier without a thickener was a significant issue. It was something to explore for future operations.
HIS HONOUR: Are these in any descending order of priority or significance in terms of either the science or technology or cost or - - -?---No, your Honour. The way I read it, they’re in random order, really.
All right?---There’s no particular - - -
MR SHAVIN: So there are some significant issues, aren’t there? Investigating whether a minimum level of slimes in the slurry is required – that’s going to be important as to whether the process works, isn’t it?---Which point are we on here? The minimum - - -
One, two, three, four, five, six, seven, eight, nine – 10, I think, if I can count. I don’t guarantee that?---Investigation of whether a minimal level of slimes in the slurry is required.
Yes?---Really, this is, again, testing whether process variations are going to have a major impact on the end result. We can’t design a process that can only operate within a very narrow range of parameters, because that’s now how these plants operate. There is always variation.
If you look at the penultimate point – determination of whether the polymer addition is determined by sand proportion, slimes proportion or the combined ratio – that’s a critical factor, isn’t it, in determining how your tailings are going to be disposed of?---Not particularly. That would be more a cost – seeing how cost-effective it was.
If I take you up three dot points – measurement of segregation and consolidation properties – you were – the problem that you had at the outset when you spoke first with Mr Scammell was that you were getting the segregation on discharge, so the measurement of segregation and consolidation is critical to the stackability, isn’t it? It was a key investigation that you recommended for future work in your report to the company at the end of the phase 1 trial?---It’s a recommendation to take more measurements, which I have already referred to, the issue here being that the first trial was run in an on/off type of scenario, so what this is saying is to leave it for a period of time and then take more samples. So there’s nothing new there. It’s just – the previous trials had been putting stuff on top of the other stuff, you know, as we went. So - - -
And then the last point, your Honour, and then perhaps we – if that’s a convenient time, we might take it:
The more detailed testing is advisable including row cell tests to measure permeability.
Permeability was a real issue, wasn’t it? It had to be?---Permeability was one issue related to drainage.
1543 In Ms Herzig’s report dated 18 November 2002, she also outlined various measures of success which were not fully addressed by the present trials:
The question arose as to how best to measure the success of the rheology modifier and from a Mine planner’s perspective the main criteria proposed were –
1. Tails beach angle measured by survey.
2. Water released/retained in tailings which is difficult to quantify.
3. Width of spread of tails (angle from outlet) and the distance the tails travels from the outlet, which can be measured by survey.
4. Velocity of run-off trail.
5. Does the tails flow create a gully effect.
6. How soon the tails can be walked on and worked on by a machine.
7. The effect of water or unmodified tails on the modified tails stack. Are the modified tails stable when water or fresh tails are pumped directly on top or do the modified tails get washed away?
Comments can be made on most of the above criteria while others will need to be addressed in further trials.
1. Beach angles of up to 10 degrees were measured with a Clinometer.
2. Samples collected indicated good drainage i.e. decreasing moisture levels at increasing depth.
3. Spread angles were not measured.
4. Velocity of the modified run-off was visually slower than the untreated run-off.
5. There was no gully effect when the modifier was being injected.
6. The tails could be walked on within a few hours and worked on by a dozer within 17 hours. The dozer operators commented on the lightness of the sand, indicating a highly permeable and loose structure. With unmodified tailings the dozer is only able to work in stages, skimming off layers to allow the water to drain out.
7. When water or unmodified tails were poured onto a modified stack washing away of the stack occurred immediately.
1544 The report also noted that:
Some general comments can be made regarding the information recorded on the log sheets. Under certain conditions dose rates of 50gpt were sufficient to achieve good stacking and clean water· release. The required dose rate increased to more than 100gpt on occasion. The lower polymer concentrations gave the best results and higher proportions of thickener underflow had a positive effect on results.
While the lab work showed mixing times of around 5 minutes were required, the field trial indicated that 20 seconds or less seemed to be sufficient. The installation of multiple injection points for future trials should provide sufficient data for interpolation.
1545 Further, a CRL memorandum dated 25 November 2002 with subject line “RHEOLOGY MODIFIER TRIAL FUTURE DIRECTION” created by Mr Jeff Brown provided as follows:
Summary
In order to make the best use of remaining polymer, and maximise the return from future test work, we need to ensure that the work is conducted with the appropriate rigour to capture all the required information and that the needs of all stakeholders are met.
The future test work aims then need to be agreed upon and communicated to the Management team and Yarraman Operations personnel.
Introduction
From the meeting we had at Yarraman 31 .10.02, my understanding was:
• The initial trial (first one tonne) to ascertain if the rheology modifier ‘works’ is positive.
• The measurement by which we will determine if future trials are successful includes:
- Improved beach angle (ie better than ‘ordinary’ tailings slopes)
- Reduction of gully effect
- Increased release of water, leading to decreased drying time; to allow traffic by dozers.
Purpose of this memo
The purpose of this communication is to promote discussion of the following:
• Given the outcomes we want to see, what are the key variables we need to determine?
• What is the extent of the test?
Discussion
From Surinder’s email 21.11.02, the key variables to determine are
• mixing time
• slimes concentration
• tails density
• dose rate
From Janine’s Preliminary Report 18.11.02, areas of further investigation include:
• Optimisation of polymer addition:
- residence / mixing time
- optimum concentration
- secondary dilution
• slimes & sand components (ratios) pre and post-polymer addition
• characteristics of deposited tailings - moisture, compaction
Suggestions and Considerations:
1. It is important that future tests attempt to isolate only one variable at a time, otherwise the test work timeframe becomes infinite.
Future test work will be directed towards eliminating one variable at a time
2. The best test bed for the polymer is the in-field arrangement.
That is, limited value will be added in the laboratory.
3. The best test size is the current dosing arrangement. Given that the concentrator can experience some fairly wide fluctuations in feed conditions over only short time periods, the test period should also be short. Long-term tests will introduce variables other than those we are attempting to measure.
A larger mixing system is not necessary for tests of one-hour duration.
4. Sampling of pre and post-polymer tailings is necessary.
5. Extra manpower resources should be considered. The metallurgist performing the testwork should be free to ‘run’ the test, while someone else does the ‘running around’.
6. Is the 3/4 Tails area the appropriate area in which to continue testwork?
Given that the slimes pipework modification is specifically for the 3/4 Tails, I assume it is the correct area in which to continue test work for now.
1546 Nevertheless the testing was in substance Ciba’s rather than CRL’s.
1547 Let me now move to the phase 2 trial, which occurred between 13 and 24 December 2002. This was a larger scale field trial, in which the total thickener underflow was pumped up the one tailings line and treated and numerous variables tested, which Ciba needed to explore further including mixing and the ideal dose point. Mr Scammell attended a meeting on 9 December 2002 at CRL to discuss the phase 2 trial. Mr Paul Pascoe, Mr Scammell, Mr Wayne Knott, Mr Jeff Brown, Ms Herzig and Ms Danielle Byrne were present at the meeting. The minutes record as follows:
MINUTES OF: Rheology Modifier Future Trial/Permanent Direction Meeting
…
• The rheology modifier preliminary trial has been successful. We need to achieve a balance between having adequate testwork and achieving results in the field. The trial will be progressed by completing the trial on the off path tails area, then setting up the rheology modifier on the 5/6 tails line for use during dredge retreats.
…
• Aim is to use, learn and optimise as we go.
• Future proposal:
• Complete the trial on the off path tails area with the aim to optimise / isolate the following:
1. Mixing time.
2. Sand / slimes ratio.
3. Polymer concentration.
...
• Project work will be claimed as R&D.
…
• CRL have $50K approved to progress this trial. Best use of this money –
• Obtain a larger stranco unit. Cost of this would be $50K and delivery time would be 4-6 weeks – time for Ciba to change the start / stop configuration to comply with Mines Regulations.
…
• Report on summary of the rheology trial and future direction of trials. Action – J. Herzig.
1548 There was a lot of interest within CRL and Iluka in the phase 2 trial and Dr Clarke was sent to observe the trial. The results obtained for the phase 2 trial were promising, but variable. For example, the log sheets of the phase 2 trial recorded, inter-alia, that “not enough polymer” on 17 December 2002, “large gully kept washing out” on 17 December 2002, “good stacking but water release not totally clean” on 18 December 2002, “started channeling [sic] out” on 19 December 2002, and “still stacking at 20Hz but slimy water release” on 24 December 2002. I should note for the reader that the frequency reference of 20Hz is a reference to the dosing pump’s operation.
1549 Mr Scammell’s evidence was that “we still had further development work to do at Yarraman, looking at higher slimes levels, further – we hadn’t treated the whole flow to a tails line…”.
1550 A particular limitation of the phase 2 trial was that it did not test the ability of the process to achieve stacked tailings when there were high slimes levels during dredge retreats. This is recorded in the log sheets for 24 December 2002. The last day of the trial: “couldn’t achieve any higher slimes as the dredge retreat was completed”. Further, during the phase 2 trial it was not possible to run the trial for more than two or three hours at a time.
1551 In a report prepared by Ms Herzig following the phase 2 trial and dated 31 December 2002, Ms Herzig recorded that:
THE TRIAL
The rheology modifier preliminary trial held in October this year was successful in its translation from the lab to the larger scale. As a result of this trial it was determined that further test work was required to better understand the mixing requirements and optimum doserates of the diluted rheology modifier.
Phase 2 of the rheology modifier trials were conducted at Yarraman from the 13th to the 24th December. The objective of this phase of the trial was to achieve a balance between having an exhaustive testwork program which would address all combinations of variables and achieving results quickly in the field.
The following variables were included in the Phase 2 test program:
• Optimisation of mixing conditions at multiple injection points (4 in total).
• Staged addition (10 combinations were tested).
• Polymer concentrations.
• Varying slimes/sand ratios and putting all three thickener underflow pumps into the treated tails line.
• Measurement of sand/slimes ratios and collection of tails samples before and after polymer addition.
• Effectiveness of secondary dilution.
• The effect of the velocity of the discharge.
The limiting factor in the trial again proved to be the rate at which the Stranco mixing pump was able to fill up the dilute storage tank. The pump only provided enough dilute polymer to run for around 2 hours. After investigating all mechanical reasons why the pump was not performing to specification, including upgrading the pump suction and replacing valves, it was determined that the problem must be electrical in nature. Testing the output of the controller revealed that it was not receiving the full 4-20mA signal. The pump was then bridged out by the electrician, to allow the full flow of 48lph of polymer into the dilute tank. However even at this rate the tests could only be run for 3 hours at a time.
As with the preliminary trial, it was not possible to hold all other variables constant throughout the testwork and the trial was affected by changing tails densities and operational issues.
…
RESULTS
Again the velocity of the run off was noticeably slower with the modifier and it was clean water i.e. free of slime. The tailings stack demonstrated high permeability and visibly good drainage.
Again the doserates required varied throughout the trial. Under certain conditions doserates of 50gpt were sufficient to achieve good stacking and clean water release. The required doserate increased to more than 200gpt on occasion. The results with high slime/sand ratios were very promising. During one test there was 150lps of thickener underflow going into the tails at a total flow of 200lps. I.e. 75% of the tailings stream being dosed was thickener underflow. Good stacking was achieved at this maximum slimes ratio
The tails samples collected showed that the percent slimes by weight were only about half of the calculated volumetric ratio of slimes from the Yokagawa. The lowest percent slimes recorded was 5.1% at 20 lps of thickener underflow and the highest was 51% at 150 lps of thickener underflow.
The level of slimes in the samples collected at the toe of the stack were similar or in some cases slightly higher than those collected on the plant, indicating that the slimes are remaining bound up in the stacked tails.
While the lab work showed mixing times of around 5 minutes were required, the field trials again indicated that 10 to 15 seconds was sufficient and staging the addition further down the line was very successful.
COSTS
…
There is still a great deal of scope to reduce the consumption rate by optimising mixing conditions and polymer concentrations.
The floc which is currently used in the thickener (DPW-1067) could be used for this application in the future which would allow the negotiation of a better reagent price.
The project work will continue to be claimed as R&D and all parties still need to be aware of the secrecy agreement that is currently in place between Ciba and CRL.
IMMEDIATE FUTURE PLANS
The entire installation is to be relocated to the Tails ½ FPU for use during dredge retreats (nominally 4-6 hours). We will begin by treating the Tails ½ discharge and then later include the Tails 5/6 discharge also.
The objective is to reduce the level of slimes in the pond by running longer dredge retreats initially and then on a regular basis for a shorter duration. The aim is to use, learn and optimise as we go.
In order to run for the required time on retreats an upgrade to the current Stranco mixing unit is required and an additional storage tank is also required. The new Stranco unit should be on site by the end of January 2003.
A 22,730 litre dilute storage tank has been purchased and is on site. We will continue to use the current system of delivery of chemical in 1 tonne bulky bins and a further 4 tonnes are now on site.
Electrical/power supply issues associated with the larger Stranco unit are being worked through in conjunction with Process Flow Diagrams and the ultimate aim is to be able to control the system remotely.
Potential Risks:
The criteria agreed upon for the immediate future was to assist Yarraman in its objectives as much as possible with minimal outlay of capital.
The negative aspects of this operating system are that it is labour intensive and it can be difficult to predict dredge retreats. In order to keep up with the demand the Stranco unit would need to run for at least 18hours a day.
A further major risk is that areas which have been stacked up at the desired angle with the use of the modifier may subsequently wash out completely during the times the polymer is not running.
1552 So the position at the end of the phase 2 trial was summarised by Mr Scammell in his affidavit in the following terms:
Overall, the Phase 2 trials showed that stacking and clear water release was possible but was not being consistently achieved…[N]either Ciba nor CRL were prepared to conclude the testing program – the trials were showing stacking and clear water release in some instances, but this could not be maintained over a stable period of time and repeatability of the process was a key criteria in terms of measuring the effectiveness of the trial.
1553 A visit report by Mr Scammell at Yarraman on 6 January 2003 recorded as follows:
Ciba/Competition Product Details | ||||
SUPPLIER | PRODUCT | GRADE | PRICE/KG | ANNUAL USAGE |
Ciba | Magnafloc | DPW-1-1067 | $2.39 | 250 tpa |
DPW-1-1477 | $3.25 | 200 tpa(Potential) | ||
Purpose of the visit was to talk to Janine about the equipment requirements for the upcoming rheology modifier trial. …
I had requested enough dilution water to dilute the RM down to 0.1%, but this extra water flow, although probably beneficial for reducing the dose rate will be too much for the tailings area. In the previous trials we were only able to drop the concentration of the product down to around 0.5%.
The Tailings Storage Facility (TSF) is in place and starting to reduce the slimes load in the pond. At this stage we do not know if the slimes problem is simply being moved from one area to another. There is a plan to spray and sand over the slimes in the TSF in an attempt to pack the slimes/settled mud down.
1554 Following the completion of the phase 1 and 2 trials, a document titled “Zenith – Agenda, 7 March 2003” was produced which stated, inter-alia:
3. Direction Required?
Powder or emulsion or liquids or all three?
Equipment status?
Rationalisation of product range required?
1555 Relatedly, an “Internal Memo” with the subject line “Zenith Meeting Minutes – 7th March 03” appears to be a record of the minutes of that 7 March 2003 meeting. That document records:
Project Direction
Several projects are currently at trial stage
CRL
Alcoa
Sandalwood
Ardlethan
Waihi
It was decided that the first 3 (CRL, Alcoa, Sandalwood) should continue as test cases from which to base a marketing launch.
Action: PP, JL, LK, AB
The CRL application is customer driven, with good results and two trial periods already completed. Sandalwood gives good rheology and drainage effects, and is planned for next week. Alcoa have good systems in place for monitoring effects of the trial such as water release volume, which the other sites do not have.
…
Any other testing of Zenith applications at new customers is to be suspended until the patent is filed. Sales Managers to advise their teams of decision.
Action: PP, JL
AL expressed concern that much work could be conducted on this project without proceeding to sale, if not selective.
Each future application of Zenith is to be approved via the IMT system as a project prior to testwork/trialling being conducted. This system will also help to make sure that secrecy agreements etc are in place prior to discussion with customer.
Action: PP, JL
(Original emphasis.)
1556 Further, a Bi-Monthly Project Summary Report – (Mar/Apr 2003) stated, inter-alia:
Brief Summary of This Month’s Activities
Zenith meeting was held. Future projects to be formally approved by IMT process before testwork/trials run. Alcoa, Sandalwood and CRL to proceed as test cases.
… CRL – trial ongoing. Product added with more dilution water is working better. …
Next Month – Planned Activities
CRL – continue with trial
1557 Now before I proceed further I should note that it is clear that the phases 1 and 2 trials fall within s 9(a). Equally, I do not see any good reason why the phase 3 trial should not be similarly so treated. It is in substance a continuation of phases 1 and 2 and still part of the necessary research and development. Let me elaborate.
1558 The phase 3 trial occurred between 5 March 2003 to early June 2003. This trial was run for the first time during dredge retreats. The only witness who gave evidence in this proceeding who was physically present during the conduct of the phase 3 trial was Mr Scammell, who explained that “I continued to evaluate the sand/slimes ratios, the high slimes ratios and high slimes tonnage as we discovered that these factors contributed significantly to increased slimes mobility and wash outs which were continuing to occurring during the dredge retreats”. When cross-examined, Mr Scammell noted that “[t]here were a lot of – lot of variables that we were dealing with and a lot of challenges that we were facing”.
1559 Now the purpose of the phrase 3 trial was to assess whether the process being trialled could run for sustained periods when the plant was operating normally and having normal fluctuations. Ciba was also seeking to understand how the different parameters being trialled, such as dose rate, polymer concentration, and ratio of slimes to sand, would affect the success of the process. It would seem that an important objective was to establish that the process was a viable means for containment of half the thickener underflow slimes during periods of a dredge retreat. And it was contemplated that once the process was proven there would be installed a second dosing pump to treat a second tailings line and the other half of the thickener underflow.
1560 Numerous problems were encountered during the phase 3 trial and the process was sought to be optimised. During the conduct of the trial, on 10 April 2003 shortly before the priority date Mr Scammell sent an email to his colleagues within Ciba in which he summarised many of the difficulties encountered, and expressed the view, that “[a]fter all these setbacks we are still confident the process will work with the only limitation being the RM dose rate”. Further, Mr Scammell’s email of 10 April 2003 identified that “the primary objective of this work is to prove the process is a viable means for containment of half their thickener underflow slimes during periods of a dredge retreat”. Mr Scammell explained in his oral evidence what he meant by that statement in his email of 10 April 2003:
We wanted to be able to contain the slimes with the coarse sand under a number of different scenarios. And the dredge retreats were the worst time for the management of slimes, so we were looking at thickener underflow at different slimes levels, and the worst was during the dredge retreats where the slimes levels were significantly higher than any other time on both the coarse – in the coarse fraction as well as in the thickener underflow.
1561 Let me pause at this point and make a number of observations.
1562 As BASF correctly submits, there were a number of unique features which characterised the above test work undertaken by Ciba at Yarraman as confidential research and development work.
1563 First, the IMT team at Ciba, which was responsible for overseeing Project Zenith and later Son of Kenneth, was involved at all times. The results of the test work were discussed at monthly IMT meetings which were conducted specifically to discuss the innovation (R&D) projects being undertaken by Ciba. Further, and as recorded in the contemporaneous documents, the work was specifically undertaken “to support Australian patent application – varying substrate types, wider range of polymer chemistry” (internal memo with the subject being “Kenneth (Son of Zenith) – Meeting Held 28th October 2003” and dated 29 October 2003) and to achieve “further data collection” (document titled “Zenith Trials/Testwork Summary – Feb03 attached to a “Monthly Project Summary Report – (Feb 2003) dated 15 January 2003 but referring to February activities).
1564 Second, before undertaking any secondary dosing test work, Ciba required CRL to sign a secrecy agreement. That agreement recorded that Ciba and CRL “wish to hold business and technical discussions under conditions of confidentiality relating to the preparation and execution of a collaborative research agreement to enable the parties to improve tails stacking via rheology modification of thickened slimes and for this purpose the parties will disclose to each other information which is proprietary and confidential”.
1565 Ms Herzig said that this was quite unusual, that confidentiality agreements were only required when parties were undertaking research and development work, and that she had never previously experienced a flocculant supplier requiring a mine operator to sign a confidentiality agreement.
1566 Third, and relatedly, Ms Herzig said that she was aware, as the Yarraman test work progressed, that Ciba intended to file a patent in respect of the process being trialled. Indeed, during the conduct of the phase 1 trial, by email dated 31 October 2002 Ms Herzig emphasized to her colleagues that: “CRL has signed a secrecy agreement with Ciba on this technology until the patent is in place”.
1567 Fourth, both Ciba and CRL made research and development tax claims in respect of the Yarraman test work. Both Ciba and CRL lodged research and development tax exemption applications in relation to the phases 1 to 3 trial work undertaken at Yarraman with the Australian Taxation Office. Ms Herzig accepted that CRL believed the relevant work to be a research and development project. Similarly, Ciba also treated this as a research and development exercise. Mr Scammell prepared a tax concession claim recording that he had spent 689 hours on the research project. But I accept that the subjective intention of Ciba in claiming a tax concession is not the principal focus of s 9(a), which is instead concerned with the nature of the actual tests or experiments.
1568 Fifth, the nature of the claimed invention is such that it was not possible for Ciba to confine testing to the laboratory. Field testing was necessary to confirm that the process would work in the field on a large industrial plant scale. As Ms Beveridge noted in an internal email dated 14 July 2003 with the subject line “Douglas Test Work July 16-18” to Mr Scammell and Mr Matthew Leech and with Mr Adrian Lawson, Mr Paul Pascoe, Mr John Lamperd, Mr Gallagher, Mr Tim Cameron and Mr John Bellwood copied in, “we need to be careful about how we apply the physical properties measured in the lab to the real world…we don’t know how a slump angle in the lab translates to a slump angle in the field”. Likewise, dose rate could not be determined solely from laboratory tests as exact mixing conditions could not be simulated in the laboratory. As BASF rightly submits, field testing was essential to process development.
1569 Sixth, at no point during the trial work did CRL or Iluka accept the technology to be proven. Dr Clarke confirmed that subsequent test work in 2003 was necessary to see whether the process would work. And as at August 2003, being over 12 months after Mr Scammell commenced his test work at Yarraman, the advantages of the process claimed in the opposed applications “still had to be proven”. Indeed, as at July 2003 after the priority date, Dr Clarke confirmed under cross-examination and referring to a first draft of a “Scope of Work for Large Scale Trial of ViMCoD at Yoganup” document dated 22 July 2003, that test work was required to establish, inter-alia, that the modified sand:fines mix remained non-segregating, to determine medium and long term behaviour of the modified tailings mix, to determine mixing time and the conditions required, to determine the effect of varying water content, to determine the effect of dose rate, and to confirm that the process was operable at full scale.
1570 Similarly, Ms Herzig confirmed under cross-examination and referring to a “Scope of Work for Large Scale Trial of ViMCoD at Yoganup” document dated 1 August 2003 that in 2003 further test work at Yoganup was required in order to confirm numerous matters one of which was “critical” to co-disposal being effective and to test “a significant number of variables” which were “important criteria” of success. The aims of the subsequent trial work as detailed in a “Report on Operations” by Janine Herzig attached as an appendix to a presentation dated September 2003 included to “confirm that the process is operable at full scale” and to “confirm that the modified sand:fines mix remains non-segregating when discharged at production rates”. This test work was necessary because it was essential to run a large scale trial to be confident that the process worked.
1571 Moreover, in a report on the subsequent Yoganup test work dated 24 October 2003 (some 5 months after the priority date), Ms Herzig reported that:
A large scale trial was deemed essential before the method could be adopted for a new or existing mining operation. Work was required to determine the robustness of the process under operating conditions and to observe the behaviour of a large body of tails…The findings in this report are of great importance…
1572 Likewise, an email sent by Ms Beveridge on 19 November 2003, long after the priority date, records a desire by Ciba to be involved in further test work with CRL because “we are keen to understand as much about our Kenneth application as possible and would like to get involved for our own education, as well as to help them!”.
1573 In summary, I agree with BASF that Ciba, CRL and then Iluka were experimenting with and trialling a new process to test whether it worked, rather than commercially exploiting the invention claimed in the opposed applications. The Yarraman program including the phase 3 trial involved nothing more than undertaking trials to “see how it goes” when the technology was “employed in the field” (Grove Hill at [231]). Moreover, the process claimed was not commercialised until 2004, when it was launched to the market as Rheomax ETD (Enhanced Tailings Disposal).
1574 Further, no commercial agreement was ever reached by Ciba with CRL in relation to the commercialised use of the relevant process at Yarraman.
1575 It is convenient now to address some of the arguments of SNF concerning the volume of flocculant used, the cost of the Yarraman trials and the so-called technology fee. None of these arguments go anywhere, but they need to be dealt with.
1576 Ciba initially proposed to conduct the phase 1 trial at Yarraman using pre-dissolved flocculant, at no cost to CRL. Mr Scammell informed Ms Herzig by email that “[a]s this is a short sighter trial we would not charge CRL for the product but would ask for freight of the product and or the pump to be paid for”. But CRL did not proceed with that option, due to the logistical issues associated with taking frequent deliveries of pre-dissolved solution, and instead elected to purchase flocculant in the form of a neat emulsion offered by Ciba.
1577 For each phase of the trials, Ciba supplied the flocculant to CRL labelled as “DPW-1-1477”, for $3.25 per kilo. The commercial name of the flocculant used in the Yarraman test work was “Magnafloc X125”. SNF contends that products sold by Ciba with DPW numbers were associated with significant sales in Australia, which points against such labels being used in respect of products being merely trialled. But the evidence is that the practice of Ciba at the time whenever developing new products or new uses for existing products, was to allocate a development product code (a “DPW” number) to those products.
1578 In accordance with that practice, Magnafloc X125 was allocated the number DPW-1-1477, so as to protect the confidentiality of the test work, the product formulation being used, and for commercial reasons. Indeed, Mr Scammell was cautious to not even communicate to CRL that Ciba was testing a flocculant, and instead referred to it as a “rheology modifier” or “viscosity modifier”. The labelling of Magnafloc X125 as DPW-1-1477 was because Ciba did not want CRL to know, as Mr Scammell said, “until we had done our trials and understood how the material would respond, how we would manage the application and what would be involved with administering it”.
1579 The evidence does not establish with any precision how Ciba arrived at the price of $3.25 per kilo for DPW-1-1477. It seems that there were a number of considerations. First, the price Ciba charged CRL for DPW-1-1477 roughly represented Ciba’s market price for Magnafloc X125 at that time. Second, the price Ciba charged CRL for DPW-1-1477 reflected the logistical and packaging costs of supplying a “smaller quantity” of flocculant for the Yarraman trials as opposed to the supply of bulk flocculant DPW-1067 for use in the thickener. This increased shipping costs. Third, Ciba wanted to set “a price marker that would allow us to make more profit on this process if it was successful”, as Mr Bellwood explained, compared to the price at which Ciba was supplying DPW-1-1067.
1580 In total, over the course of the phase 1, phase 2 and phase 3 trials, Ciba supplied CRL with approximately 20 tonnes of flocculant at a total cost of $65,000. But the costs incurred by Ciba (including personnel, travel, equipment, packaging, freight, and project support and administration costs) exceeded the payments it received from CRL for the flocculant it supplied for use in that trial work.
1581 Now CRL did not pay for any of Ciba’s labour costs associated with the Yarraman trial work. All of the costs incurred by Ciba in providing technical support in respect of the trial work, throughout 2002 and until the conclusion of the phase 3 trial in June 2003, were absorbed by Ciba. Further, Ciba paid for all of the freight costs associated with the supply of the flocculant, which were significant. As a result, Ciba did not seek to or make any commercial return from the Yarraman test work.
1582 Now apparently it was standard practice that a mine site operator will contribute to the cost of the flocculant and equipment used during plant trials. In this respect, Mr Bellwood explained that it has always been Ciba’s practice to “charge for flocculant used in trials to offset the costs it incurs in running trials and because mine operators obtain the benefit of flocculant used during trials”.
1583 Further, Dr Clarke said that “it is quite common for the parties to share costs if they both have an interest in the outcome” of a testing program. To the extent that Dr Clarke asserted that if CRL had been aware that Ciba was intending to patent the process being trialled “CRL would not have contributed to the costs”, Dr Clarke properly accepted, when cross-examined, that he did not have any personal knowledge of this and that a contemporaneous email from Ms Herzig revealed to the contrary. The evidence of Mr Bellwood was also confirmed by the evidence of Mr Schroeter, when cross-examined:
[E]ven if the trial is proving the efficacy of a new process, in a scaled up version that is in continuous production to see if it works, it would not be uncommon for the flocculant for that trial to be supplied at a price to be agreed between the mining company and the flocculent supplier?---I would agree with that statement. Yes.
1584 In general terms I agree with BASF that the fact that Ciba sought for CRL to make a contribution towards the overall costs of the trials undertaken at Yarraman does not necessarily indicate secret use. The question is whether the patentee reaped commercial benefit from what was done before the priority date. Ciba did not reap any commercial benefit from the test work it undertook at Yarraman because, as I have said, the costs it incurred in order to undertake that test work exceeded the contribution made by CRL towards the price of the flocculant used in that test work. The payments received from CRL were used by Ciba to offset some of the costs it incurred in running the trials, which as Mr Bellwood has explained, were “significantly greater than the small amount of money Ciba received from supplying rheology modifier to CRL for the Yarraman trial”. Further, at the end of this test work, CRL did not enter into a commercial supply agreement with Ciba for the supply of flocculants for use in or proceed to implement the process claimed in the opposed applications.
1585 Let me say something further concerning the potential use of DPW-1-1067 and the proposed technology fee.
1586 On 9 December 2002, Mr Scammell informed CRL that it could use DPW-1-1067, being the flocculant used by CRL in the thickener, for the relevant trial. That flocculant was supplied by Ciba to CRL at $2.39 per kilo.
1587 Nevertheless, CRL declined this offer because of the difficulties and costs associated with pumping DPW-1-1067 from the concentrator to the tailings area. The CRL minutes of the meeting on 9 December 2002 record that: “1067 could not be pumped directly from the plant to the tails lines as this would require a large diameter pipe and large pump. This option was already investigated by Ciba and was found to be prohibitively expensive”. Instead, CRL opted to order more DPW-1-1477 as a packaged item from Ciba which could be delivered directly to the tailings lines, rather than to use the cheaper DPW-1-1067 which was delivered in bulk.
1588 In her evidence, Ms Herzig said that CRL was “very keen to use the existing flocculant that was on site” (i.e. DPW-1-1067) in the Yarraman trial work, that this “was also discussed internally with other CRL personnel”, that she personally suggested to Mr Scammell that DPW-1-067 be used in the Yarraman trial work, and that “he said it wouldn’t work”. But in my view this evidence is unreliable, largely for the reasons submitted by BASF.
1589 First, it is vague. Second, Ms Herzig accepted that there was no document that she was able to identify which supported her evidence. Third, her evidence was contradicted by an email sent by Mr Scammell to his colleagues within Ciba on 5 December 2002, in which he wrote that “Paul and I will meet CRL next Monday and will tell them that we will change to DPW-1-1067 and propose a 30c/kg charge be added on top of the existing product price”. That email was sent by Mr Scammell 4 days prior to the meeting with CRL on 9 December 2002, at which Mr Scammell proposed that DPW-1-1067 could be used in the Yarraman trial work, at a price of $2.39 per kilo (i.e. with no 30c/kg charge added). Fourth, the oral evidence given by Ms Herzig on this topic was contrary to her written evidence. When cross-examined, it was put to Ms Herzig that the email from Mr Scammell on 5 December and the minutes of the meeting on 9 December made plain that Ciba had advised CRL on 9 December that it could use DPW-1-1067 in the Yarraman trial work. The following exchange then occurred:
And are you seriously suggesting to his Honour that that minute does not record an advice from Ciba to CRL in the meeting that they could change from the floc – that the floc that is used in the thickener could be used for the application. Is that your evidence, Ms Herzig?---Your Honour, I’m reading the evidence that’s in front of me and the minutes of the meeting as I have stated. I – as I recall, CRL was keen to use 1067 if that was possible. So it does not say here that it was proposed by Ciba.
I put to you that the plain inference from the minute is that, as foreshadowed on 5 December, Ciba said to CRL at the meeting on 9 December we can – you could use the floc in the thickener for the application to the tails?---I don’t believe the minutes reflect that, and there’s no reference to the 30 cent per kilo charge which one would expect. If that recommendation came from Ciba they would also be recommending a price, which is not here.
1590 But in her affidavit evidence on this topic, Ms Herzig had deposed that:
At this meeting Ciba for the first time revealed to CRL that the same flocculant which was being used in the thickener at Yarraman (DPW-1-1067 at $2.39/kg) could be used just as effectively as the DPW-1-1477 product which had been supplied for the trial at $3.25/kg.
1591 It is difficult to reconcile the oral evidence of Ms Herzig, in which she denied that Ciba suggested the use of DPW-1-1067 in the Yarraman trials at the meeting on 9 December 2002, with her written evidence in which she deposed that Ciba had revealed, in that very meeting, the possibility that DPW-1-1067 could be used in the Yarraman trials. Her oral evidence in this respect is unreliable.
1592 Fifth, it became apparent during her cross-examination that some of her evidence on this topic lacked any reliable foundation. In particular, despite giving detailed evidence in her affidavit regarding the 9 December 2002 meeting, and deposing that “I remember Ciba’s representative explaining this price differential…”, Ms Herzig conceded when cross-examined:
You don’t have an independent recollection of what was said at that meeting, do you?---I remember the meeting but I don’t have anything in writing as to exactly what transpired.
And you don’t independent[ly] recall it, do you?---Not at this time.
1593 Similarly, Ms Herzig deposed that it accorded with her recollection that in December 2002 “Pascoe and Scammell…would propose “a 30 cents per kilogram charge” be added on top of the existing product price”. But when cross-examined, Ms Herzig conceded that:
And so the fact is, isn’t it, that the reference to the 30 cent surcharge highlighted by you in paragraph 88(d) didn’t happen in the meeting?---There’s no record of it happening in the meeting, no.
And you don’t have an independent recollection of what was said in the meeting?---I don’t have an independent of that, but I believe – I don’t remember that being discussed in the meeting…
1594 Contrastingly, Mr Scammell gave the following evidence:
I refer to…a letter from me to CRL dated 14 July 2003. In that letter, for the first time, I proposed a technology fee to be charged to CRL. This fee was proposed at $0.40/kg. The fee reflected the fact that Ciba had developed a new tailings treatment process, albeit using a pre-existing polymer, to be implemented for the benefit of CRL.
Ultimately, CRL did not adopt Ciba’s method of treatment. CRL did not ever take up the offer set out in my letter referred to above and no supply arrangement was ever entered into and no technology licence fee was ever paid by CRL. Indeed, Mr Brown advised by email dated 15 July 2003 that “I’m not so keen on the proposed ‘Technology Fee’ … After all what do we get by paying you a technology fee?”.
Instead, CRL used the tailings retention facility process which accumulated slimes and sand using dam walls which worked without the need for power, water or chemicals.
1595 Whilst a minute of an IMT meeting on 11 March 2003 recorded that “Zenith application to be sold on its ‘technology’, and not just a fixed unit price. CRL are already doing this by paying a technology levy on DPW-1-1477”, the evidence adduced before me clearly reveals that minute to be inaccurate. CRL was not paying a technology levy.
1596 First, from the commencement of the trial work at Yarraman, Ciba maintained the sale price for DPW-1-1477 to CRL at $3.25 per kilo. As Mr Bellwood explained when cross-examined:
[A]t the beginning of that process we had no idea whether or not the technology would work and the price was set at that point, and to my knowledge that price wasn’t changed, so I accept what is actually written in the document, but I’m not sure that that actually reflects that there was any additional fees that were being charged specifically once we knew we had a process that worked or might work.
1597 Second, and relatedly, as Mr Bellwood explained, Ciba set “a price marker that would allow us to make more profit on this process if it was successful”. However, that was not a technology fee. The price was set at the very commencement of the trial work, long before Ciba had undertaken any field work using aqueous solution. As explained above, that price accounted for a number of factors, including the increased shipping costs associated with delivering DPW-1-1047. Accordingly, as Mr Bellwood explained, although a technology licensing fee was discussed, it was not implemented.
1598 Third, to the extent that SN relies on the fact that Ciba sold DPW-1-1477 to Cable Sands at $2.50 per kilo, that reliance is misplaced. As Mr Bellwood explained, “the $3.25 that was quoted to CRL was a delivered mine site [price], whereas this is $2.50 ex works Kwinana”, in circumstances where both Ciba’s Kwinana plant and the Sandalwood mine were located in Western Australia.
1599 Fourth, from at least 9 December 2002 CRL were aware that DPW-1-1067 could be used in the Yarraman trial work at $2.39 per kilo. Nevertheless, CRL elected to continue to use DPW-1-1477. As Mr Bellwood explained:
[U]ltimately CRL decided that it was actually easier to continue to have supply of packaged material – i.e. one tonne IBCs individually to sites which they could just easily take to the location of the make down equipment than it would be to try and extract bulk product out of the storage tank and then transport it themselves across the mine site to the correct location.
1600 I agree with BASF that the fact that Ciba offered to supply DPW-1-1067 to CRL at $2.39 per kilo from at least 9 December 2002 for use in the trial work, reveals that Ciba were not charging CRL a technology licensing fee for use of the process being trialled. To the contrary, Ciba offered to supply flocculant for use in that trial work at a substantially lower price than $3.25 per kilo, but CRL rejected this for logistical reasons.
1601 Finally, the alleged technology licensing fee cannot be reconciled with a letter Mr Scammell wrote on 14 July 2003 after the priority date to Mr Jeff Brown of CRL, who SNF elected not to call as a witness despite serving a sworn affidavit, in which Ciba proposed that “should DPW-1-1067 prove to be an effective alternate to DPW-1-1477 Ciba would need to recover some of our development costs by way of a Technology Fee”. But Mr Brown in an email to Mr Scammell on 15 July 2003 said that “I’m not so keen on the proposed ‘Technology Fee’”. Clearly no licensing or technology fee was being paid at this time.
1602 Now I accept that there may have been prior discussions between the parties about such a fee. For example, Mr Bellwood’s email to Mr Dymond (copied to Mr Scammell) of 6 January 2003 records:
Everyone here is in agreement that we should go for new patent cover to try and protect our position. We have already discussed the option of charging CRL a technology licence fee and they appeared to be very receptive to this approach. I would nominate Phil and Stephen as inventors from our end. Should there also be someone from the UK – part of the original Zenith team as initiator of the original concept which led to the discovery?
1603 Further I would note that around this time, what has become the 785 application was in contemplation. So, in an email from Mr Lawson to Mr Bellwood, Mr Scammell and others, it was said:
Agree that we should go ahead with a new application. From a commercial angle we are asking for a higher price for the product used on the tailings on the basis of the patent application so we should attempt to cover this as far as possible.
1604 But at the time it was well apparent that R&D was going on and no technology fee was being charged.
1605 Given that it is clear on the evidence that no technology or licensing fee was being charged, SNF had to finesse its position before me. SNF also made the submission that the difference in price between DPW-1-1477 and DPW-1-1067 constitutes the relevant technology licence fee charged by Ciba. It is necessary to set out extracts of some of the relevant evidence.
1606 Mr Scammell’s email dated 19 August 2002 suggests that:
If we can use the same product on the thickener as the tails stacking then we could utilise much of the existing equipment. We may be able use DPW-1-1067 with a more expensive DP number. Hence take the opportunity away from Nalco or SNF obtaining the business in the upcoming supply tender.
1607 Similarly, Mr Lawson by email dated 12 September 2002 considered that dry addition was “completely uneconomic” at Yarraman, and therefore considered that: “The only question remaining is should we just use 1067 and be transparent on the issue or should we use 1067 (or another grade X 125?) and give it another DP number.”
1608 From Ciba’s perspective using a more expensive DP number would potentially obscure the fact that conventional flocculant used on thickener (DP-W-1-1067) could be used for SDITB. This would allow Ciba to sell a more expensive product for SDITB, and potentially stave off competitors (including for the Iluka tender).
1609 Minutes of Ciba’s IMT meeting conducted on 6 December 2002 record:
We have decided to inform CRL that the current product used on the thickener will perform the same function in order to avoid the capital investment required by CRL to duplicate their existing product delivery & storage equipment. A technology licensing fee will be proposed for any product which is used in the tailings disposal area.
1610 I would also note that these minutes record:
There is some concern that this project is in danger of moving outside of our control due to the very high interest level from our customers. We need to ensure that we maintain a consistent and unified approach to the marketing of this technology. This will be the subject of a separate meeting in January when all the sales managers are in Wyong.
We are experiencing problems getting a definitive answer as to whether the CRL application is covered by the existing Zenith patent.
1611 But clearly the other evidence indicates that at this time, Ciba was still in the R&D phase, whatever its future commercial objectives.
1612 CRL’s 9 December 2002 meeting minutes record:
The floc which is currently used in the thickener (1067) could be used for this application. This chemical is currently cheaper than the rheology modifier (1477)($239 vs $325). This price differential reflects the trial nature of 1477.
1613 Mr Scammell gave evidence that in the August/September 2002 Yarraman work reported in the 14 November 2002 report, what was described as DPW-1-1477 was in fact re-labelled DPW-1-1067. However, he also gave evidence that the products had the same active ingredient and would behave the same way in any trials.
1614 Mr Bembrick gave evidence reflecting the practice at Ardlethan:
Ardlethan paid Ciba for the flocculant used for the sighter trial as this was a trial treating a lot of material over 2 days and a lot of flocculant was used for the trial. The price at which Ciba sold the flocculant for the sighter trial was at a premium to the normal price for the same flocculant supplied to Ardlethan for the thickener. I was told that I was not allowed to advise Ardlethan it was the same chemical sold at a higher price as was supplied to Ardlethan for other purposes.
1615 Zenith Meeting minutes of 7 March 2003 record:
Products to be promoted under their DPW rheology number, and Ciba should avoid using the word ‘flocculant’.
In some instances however, it may be necessary to use the same product that a customer is already using as a flocculant in order to avoid installing unnecessary make-up equipment. In this case it is especially important to sell the technology aspect of these products.
1616 Now although other aspects of these minutes have been found to be unreliable, SNF contends that no other witness gave evidence which suggests that they are incorrect.
1617 Generally, SNF argues that the differential in price between the two relevant products was the relevant ‘technology licence fee’ proposed by Ciba. It says that this notion is also reflected by the 6 June 2003 IMT meeting minutes which provide:
The patent is [sic] was filed on May 7th in Europe, other countries have been identified by BD for filing late in 2003. Locally we have an issue with delay in filing Australian version as we are already charging licensing fees …
1618 But I reject the argument that the differential in price represented in substance a technology fee. There is no positive evidence that this is so, and no Jones v Dunkel inference or Blatch v Archer inference can in the present case fill the gap, particularly as the evidence establishes that although considered, none was explicitly charged. It is clear that no licensing fee was being explicitly or intentionally charged, even though it was discussed internally on 6 December 2002, and the price for DPW-1-1477 of $3.25 never changed. In other words, the price differential was likely to be referable to something other than a ‘technology licence fee’, although what is not clear to me on the evidence.
1619 But in any event, even if there was some technology fee component, considering the evidence as a whole it seems to me that the phase 3 trial comfortably falls within s 9(a) given the research and development involved in the field and the fact that no profit was made or intended to be made for the phase 3 trial.
1620 Let me conclude this aspect of the matter by making some final observations concerning the evidence of Ms Herzig. I did not find her evidence to be particularly reliable on some aspects.
1621 First, her assertion that the relevant confidentiality agreement(s) between CIBA and CRL was limited to trials of adding flocculant in powder form was not consistent with the terms of the confidentiality agreement(s), her email of 31 October 2002 to her colleagues and various of her reports within CRL on phases 1 and 2 (see the reports dated 18 November and 31 December 2002). Further, it is inconsistent with the Monthly Project Summary Report – (October 2002) also dated 31 October 2002 which provided in respect of DPW-1-1477 “will approach CRL under secrecy agreement and attempt to get price increase…”.
1622 Second, I reject her assertion that the use of flocculant in aqueous solution was first suggested by CRL and not Ciba. I accept Mr Scammell’s evidence on this aspect; his evidence is also consistent with his email to Ms Herzig of 20 September 2002, and his subsequent technical report. Ms Herzig’s evidence is also unreliable on this aspect for the further reasons advanced by BASF which I accept and which it is unnecessary to elaborate on.
1623 Third, I reject her evidence that the trials at Yarraman were run by CRL rather than Ciba and that the research and development was being run by CRL rather than Ciba.
1624 Ciba and not CRL undertook the laboratory tests in May and August/September 2002. Indeed, the affidavit evidence of Ms Herzig was that around September 2002 further laboratory test work was conducted by Ciba.
1625 Having undertaken that test work, on 9 September 2002 Mr Scammell sent an email to Ms Herzig, and other CRL and Iluka personnel in which he attached a document entitled “Sept-Testwork.ZIP” and wrote: “To run the trial up at the tails discharge point we would require the following”. Mr Scammell then set out a list of matters to be finalised so that Ciba could run the trial.
1626 Ms Herzig was cross-examined on this email to the following effect:
Now, I suggest to you that what is happening here is that Ciba is preparing a trial and putting a proposal to you for the various elements required to run the trial and it is Ciba’s suggestion that dosage points at 20 and 50 metres are used?---No. I disagree. It was CRL running the trial and on instruction from CRL, Mr Scammell has put together a scope of work here indicating a number of dose points need to be installed.
Mr Scammell says in the first line:
To run the trial, we would require –
on its plain meaning, that is Ciba is running the trial, isn’t it?---No. The fact that it has been written to a number of Iluka CRL employees, I take “we” to mean the Royal “we” or …
1627 That evidence could not be reconciled with the terms of the email from Mr Scammell, in which he wrote: “We will get a MSDS … We will manufacture the product and deliver in 1t bulky bins…We will need a mono type pump ... As this is a short sighter trial we would not charge CRL for the product…We are aiming to run the trial late next week.”
1628 When I queried her about her evidence, Ms Herzig said the following:
[D]id I understand your evidence, Ms Herzig, that you said that the word “we” in that first line, was reference to both Ciba and CRL?---Yes. That’s correct. Ciba would not have been able to run a trial without the involvement of CRL.
It’s just that the word “we” is used a lot throughout the rest of the email, and I can’t reconcile those references, if “we” is both CRL and Ciba. Careful read of it?---Yes. Your Honour, I can see item 1 would be Ciba. “And Ciba do not see any problem with the product being approved”. “Ciba will manufacture”. “We”, I would take to be collective. “We will need a pump”.
Then it says, “We can located a pump”?---Yes. But, “We will need a pump”, and then “we”, being Ciba, can locate a pump. “Do you think CRL may have a pump[…?]”.
1629 When further tested on this evidence, Ms Herzig maintained her position:
So you say that in the same paragraph, Mr Scammell used “we” referring to Ciba and CRL, and “we” referring to Ciba?---I didn’t write this email, but that’s my interpretation of it.
And at the bottom when he said, “We wouldn’t charge CRL”, that means CRL won’t charge itself, does it?---Of course not. That means - - -
Of course it’s not, is it? Because the word “we” there refers to Ciba, doesn’t it, Ms Herzig?---I don’t believe it does, and even in that paragraph, I think Mr Scammell has used the word “we” in several different contexts.
1630 I do not accept her evidence on this aspect. Indeed, it engendered in me some scepticism about her reliability more generally.
1631 In summary, in my view SNF has not demonstrated that Ciba’s relevant use falls outside s 9(a). Indeed, if it is necessary to say so, in my view BASF has established that the relevant use fell within s 9(a). I will say something about s 9(b) later.
(c) Sandalwood
SNF’s submissions
1632 Ciba undertook the first of the trials at Sandalwood between 28 October and 2 December 2002 (Dam 1 trial). The Dam 1 trial involved a field trial of SDITB in a co-disposal process comparing adding flocculants in aqueous solution and in neat emulsion.
1633 SNF says that the Dam 1 trial was regarded as a success with Mr Holtzman’s report which is undated recording or reflecting that:
(a) suitable flocculants had been identified;
(b) suitable doses, dilution rates and dose points for addition of the flocculants had been identified;
(c) deposition into the dam took place over 23 days, to a depth of around 3.5 metres with around 8,300 tonnes of material being deposited, at an average solids concentration of 69.9% solids;
(d) the beach angle of the deposited material varied over a range of 1.26 to 1.83 degrees, which, although a shallow angle, represented a difference of about 1.5 metres in height between the deposition point (the “fill end”) to the toe end of the dam; the variation in slope was due to changes in yield stress of the mix, as a result of changes to the ratio (of coarse to fines) and underflow solids (concentration);
(e) at a solids content of greater than 71%, slopes were greater than 1.8 degrees and:
Surface flow with these solids contents was more ‘lava’ like, with the stream flowing in a river like fashion, following the same path for a period, then the flow would bank up and then find a new path.
(f) the deposited material formed a suitable beach slope to promote the draining of released water and as noted in the report:
The blended mix deposited in the dam formed a suitable beach slope to promote the draining of bleed water and collect rain water run off. Post deposition sampling has confirmed there has been no significant segregation and ongoing pedestrian and limited equipment access has been possible after a relatively short time period.
1634 SNF says that Ciba regarded the Dam 1 trial as a successful implementation of the claimed invention. On a page titled “Zenith Trials/Testwork Summary – Feb03” and attached to a “Monthly Project Summary Report – (Feb 2003)” dated 15 January 2003 but referring to February activities, it was reported that Sandalwood was “[s]uccessful but Cable not fully committed. They may change their process to treat slimes separately. First trial on liquid. Second trial on NEAT emulsion. Increased rheology and water recovery”.
1635 SNF says that Mr Bellwood accepted that following the conclusion of the Dam 1 trial:
(a) the deposited material formed a suitable beach slope to promote the draining of bleed water and collect rainwater run-off;
(b) post-deposition samplings confirmed there was no significant segregation, which meant there was co-immobilisation or non-segregation of the coarse and fine particles; and
(c) ongoing pedestrian and limited equipment access was possible after a relatively short time, indicating that the material had been treated in a way that allowed useful rehabilitation in a certain timeframe.
1636 SNF says that by the end of the Dam 1 trial in December 2002, Ciba had established that the claimed invention achieved the results claimed in the opposed applications at another mineral sands mine in addition to Yarraman. It says that Ciba did not need to undertake any further plant trial at Sandalwood to satisfy itself of that fact. The Dam 1 trial was also successful when the flocculant was added in a neat emulsion.
1637 SNF says that having successfully undertaken the Dam 1 trial, Mr Holtzman recommended in his undated report on the Dam 1 trial referred to above that Cable Sands undertake a further trial of the claimed invention in treating tailings with a different sands-slime ratio. In a second trial, Cable Sands wanted to measure the beach angles that could be achieved and the required dose rates for treating tailings for the sand-slimes ratio which were expected at the Gwindinup mine. But I would note that the exact aims listed were the following:
The aims of the trial were:
• Determine slope angle of the slurry during tilling, the effect of viscosity modifiers on surface slope and compare that with those observed in dam 1.
• Determine bleed water rate and effect of viscosity modifiers on bleed water flow.
• Collect more data on pumping relationships - distance, pressure and rheology of both the underflow and sand fines mix.
• Trial a ‘Borger Lobe Pump’ as a mix pump and compare the performance with that of the Warman pump used in the first trial.
• Monitor thickener performance with respect to underflow percent solids, yield stress and consistency of supply under normal continuous operating conditions.
1638 The second trial at Sandalwood took place over 17 days in March and April 2003 (Dam 2 trial). SNF says that the Dam 2 trial involved:
(a) SDITB in a co-disposal process; and
(b) The addition of flocculant in both solution and neat emulsion.
1639 SNF points out that Mr Kaiser, one of Ciba’s salesmen:
(a) offered to supply Cable Sands flocculant DPW-1-1477 for the Dam 2 trial “at a budget price of $2.65 per kilogram”;
(b) later offered to supply it for “a budget price” of $2.50 per kilogram for DPW-1-1477; and
(c) requested a purchase order from Cable Sands for 1T of DPW-1-1477 for the further trial at Sandalwood.
1640 Cable Sands in March 2003 purchased 1T of DPW-1-1477 flocculant for the Dam 2 trial at a cost of $2,915.
1641 SNF says that Cable Sands ultimately did not progress further with the implementation of SDITB at its mineral sands mines, not because it was ineffective, but because the additional cost was not regarded as justified.
Analysis
1642 Let me analyse SNF’s case on this aspect again by reference to the chronology which is largely not disputed in terms of the primary facts.
1643 On 13 August 2001, Ciba and Cable Sands executed a secrecy agreement. That agreement related to test work concerning the secondary dosing of polymer, including laboratory tests on tailings from the Jangardup and Sandalwood mines and dam trials undertaken at the Sandalwood mine.
1644 Initially, in October 2001 and as part of Project Zenith, Ms Beveridge undertook some test work using dry powder addition. As Ms Beveridge noted in an email on 23 January 2003, “[t]his work was done before we started to investigate the effect of adding flocculant solution or emulsion”. The initial work was done very quickly as there was only a limited time period available for Ciba to undertake a trial on site at Cable Sands.
1645 In a report to Cable Sands dated 8 October 2001, Ms Beveridge reported on the results of that test work. Ms Beveridge advised Cable Sands that DPW-1-355 be further evaluated using fresh slimes from Jangardup and that further tests be undertaken on the Sandalwood slurry and that the “optimum product should then be used in scaled up tests for further evaluation”. To the extent that it was asserted by Mr Holtzman that this report constituted “a recommendation by Ciba to implement secondary dosing with co-disposal at Sandalwood”, it did not.
1646 Thereafter, a range of Ciba internal documents record that Cable Sands expressed interest in Ciba providing technical assistance in respect of further test work involving secondary dosing. In June 2002, a Monthly Project Summary Report for Son of Zenith recorded: “Interest expressed by Cable Sands, Sandalwood in previous zenith work”. In November 2002, minutes of an IMT Meeting recorded that “Cable Sands (Sandlewood) [sic] have now requested Ciba to conduct a pilot trail [sic] ASAP”. This occurred sometime in November 2002, with minutes of an IMT Meeting on 9 December 2002 recording that “A successful siter [sic] trial has been conducted at Sandlewood [sic]”. This trial work involved the use of polymer in solution form, in light of the test work of Mr Scammell and Mr McColl at Yarraman.
1647 In a Monthly Project Summary Report dated 28 November 2002, Ms Beveridge referred to the fact that Cable Sands had approached Ciba “requiring zenith work at Sandalwood” and that “Liquids, emulsions and powders all work well but at varying costs – Sales dept to decide which to go with”. The report also stated under the heading “Next Month – Planned Activities” to “Complete Sandalwood testwork and discuss trial requirements”. As Ms Beveridge explained, this statement did not reflect that the process was proven or commercialised, but rather that she had undertaken some laboratory work “very, very quickly”, had obtained a positive result, and that Ciba was “going to rush and try and use” the trial work occurring at Cable Sands to learn more about the process. In response to a number of questions from me, Ms Beveridge further explained that:
[T]he reason that sales would get involved was because they had access to the engineering department and they knew what pieces of equipment were available… the technical department and the sales department worked closely together through all this because the sales department had access to that customer.
1648 As I have said, the Dam 1 trial at Sandalwood ran from 28 October 2002 to 2 December 2002. The evidence of Mr Holtzman was that this trial work was complicated and expensive research relating to new technology.
1649 The evidence of Mr Holtzman was that the Dam 1 trial and the Dam 2 trial were the culmination of research he had undertaken into co-disposal over a number of years, Ciba’s involvement was to provide technical assistance in respect of the use of polymers in secondary dosing, and it was a considerable exercise and not routine test work.
1650 A Monthly Project Summary Report dated 15 January 2003 recorded:
Follow up testwork to trial last month conducted at Sandalwood to test slimes only. DPW-1-1507 (trial product) not effective. Neat emulsion (x125) and CB8 however worked ok.
Sample (under DPW no.) password to Sandalwood for internal evaluation.
1651 “Neat emulsion (x125)” is a reference to Magnafloc X125 or DPW-1-1477. When sharing these results with Ms Hutcheson of Cable Sands on 6 February 2003, Mr Holtzman forwarded on a message from Ciba’s account manager, Mr Lloyd Kaiser, which was originally sent to Mr Holtzman the previous day. That email stated:
The emulsion can be supplied at a budget price of $2.65 per kilogram for trial purposes. Ciba also can provide a stranco unit for preparation which can be dosed directly with no aging tank required.
1652 A further email was sent from Mr Holtzman to Ms Heather Hutcheson on 20 February 2003, forwarding an email originally from Mr Lloyd to Mr Holtzman of the same date. That email stated:
In regards to the DPW-1-1477, can we have a purchase order from Cables for the the [sic] product. It will be best to order 1T Schutz. I have based this on 300g/t dose at 20t/h for 90 hrs /week for two weeks.
A budget price is offered of $2.50 per kilogram plus freight. We can also supply delivery of the goods if required at a reasonable rate. The polyblend unit can be brought down anytime from now. My understanding is that the solution it makes up can be dosed directly without any storage tank supplied. I have checked over the equipment, and it does just that.
1653 A relatively small part of the Dam 1 trial was concerned with the efficacy of secondary dosing. It was only attempted in the sixth week of the trial, and dose rates and dose points were experimented with. The first five weeks of the trial, however, were concerned with whether Cable Sands could achieve effective co-disposal without secondary dosing.
1654 At the conclusion of that trial, Mr Holtzman wrote a lengthy report which is undated, in which he recommended that a further trial be undertaken “at a lower sands to fines ratio” and that the further trial examine, inter-alia, “the effect of the viscosity modifiers on the surface slope at this ratio and the required dose rates”. This was necessary because Mr Holtzman considered that it “would have been a dangerous thing” to try and extrapolate from this test work how the process might work at different sands to fines ratios, and he did not know whether secondary dosing would be effective at such ratios. The only consensus within Cable Sands, as recorded in a memorandum dated 23 January 2003, was that “this methodology was worth pursuing further”.
1655 Further, his report noted that various issues were faced during the trial:
4.2.2 Underflow
Underflow pump performance
- In terms of actual pump performance, this was at or better than manufacturers performance claims in terms of pressure achieved, at >600kPa. (usual pressures were 400 -500kPa) However when the underflow solids and yield stress were high (>28% and~ 200kPa) due to high floc dose or high bed levels, the pump struggled to pump the desired volume. This contributed to the below target flow rate tph for the fines. Pump pressure calculations did appear to be close to actual results when based on the underflow discharge (at the dam site) yield stress readings. These predicted flows were generally slightly conservative, however the actual pipeline length and varying pipe diameters made accurate calculations difficult.
…
Solids Variation
- Underflow solids varied from a high of 33.3% ( 5/12 wk6) to a low of 21.15% (wk3 11/11), although a sample at 17.9% was recorded on 14/11. This low result was caused by dilution water entering the underflow line to the trial plant during start up of the main plant underflow pump. (Note : the underflow at this stage diverted to waste as solids below 23% see below)
- The 26.7% solids average recorded for the trial is a good reflection of what was achieved, however as the trial progressed, and the operators became familiar with what was required and more particularly how to achieve this results improved. This can be seen in the gradual increase in the solids content in weeks 2 to 6.
- This variation was a problem during the trial and was generally caused by variations in bed level or floc dose. This resulted in flow variations, which made steady operations difficult. A minimum limit of 23% was also instigated to prevent failure of the trial.
…
4.4 Beach Angle
… The above mentioned slope was however considerably less than that originally predicted by ATC slope of ~15° in their report based on bench scale tests at the sort of flow rates we achieved. Their subsequent explanation in their review of the trial (March 2003) was the mix was subject to ongoing ‘global failure’. This resulted from there being insufficient time for the surface to develop strength between layers to support the next layer.
…
4.5 Viscosity Modifier
As mentioned previously this was added to the mix in week 6. This product, DPW-1- 1507 is a development ‘polyacrylic acid rheology modifier’ product. It is added as an aqueous solution and is one of at least 2 products Ciba chemicals has produced which are aimed at enhancing water release and increasing mix viscosity both as a function of the product and as a result of the enhanced water release.
The viscosity modifier was added neat as delivered, the recommended addition strength for this product. As previously mentioned due to the product breakdown with shear it, was added after the mix pump. Visually, the treated mix had from a more viscous granular to quite lumpy appearance depending on the dose rate.
Dose rates were varied from ~400g/t - ~800g/t of mix, with dose rates below 400g/t not appearing to have a noticeable effect. At - 800g/t the discharge had a lumpy appearance which made pumping difficult and the mix tended to surge out of the discharge pipe.
As mentioned the yield stress readings did not generally support the increase in viscosity observed due to the release of bleed water. The slump readings however did reflect this change with the week 6 slump average of 2.4 the lowest recorded.
Note: The Wk 6 slump of 2.4 was measured at the dam discharge after the viscosity modifier addition.
1656 On 23 January 2003, a Cable Sands Memo was produced by Ms Hutcheson which recorded:
Re: Minutes to NR Co-disposal Meeting 22/01/03
…
Peter Holtzman gave a presentation on the first dam trial to date. Copies of the power point presentation have been circulated.
…
As a follow-on to the documentation presented and discussion, the main issues and actions required are summarised below:
1. Consensus that based on progress to date this methodology was worth pursuing further. …
10. PH/HH to further [assess] if Ciba viscosity modifier should be utilised in the trial (perhaps part of) …
12. Future trials – heterogeneous mix, thickener underflow (viscosity modifier, filter press, centrifuge), continue to think – ideas welcome.
1657 An invoice in evidence dated 24 March 2003 suggests that rather than 1 tonne, Cable Sands purchased 900kg of DPW-1-1477 for a price of $2,915 (inc GST).
1658 A Bi-Monthly Project Summary Report – (Mar/Apr 2003) stated, inter-alia:
Brief Summary of This Month’s Activities
Zenith meeting was held. Future projects to be formally approved by IMT process before testwork/trials run. Alcoa, Sandalwood and CRL to proceed as test cases.
…
Sandalwood trial completed. Gave good improvement to slope and enhanced drainage. Moisture analysis to follow in approx. 7 weeks when surface can be walked on.
Next Month – Planned Activities
…Post-trial meeting with Sandalwood
1659 Thereafter, the Dam 2 trial was undertaken at Sandalwood between March and April 2003. At around this time, Mr Holtzman was informed by Mr Kaiser that Ciba intended to use the data obtained from the Dam 1 and Dam 2 trials in support of a patent application.
1660 Ms Beveridge emailed her colleagues within Ciba on 10 February 2003 that:
Lloyd is going to talk to Cable sands re accessing any other data that may be available (eg power draw on pumps, better viscosity measurement etc) so hopefully we should be able to get some more patent ammunition from the next stage of trialling.
1661 Mr Kaiser responded by email dated 11 February 2003, stating that: “During the course of the trial, we should then find out the impact on drainage and subsequent drying via the strength tests weeks-months after the dam is finished”.
1662 I would say at this point that it seems clear to me from the evidence that Ciba was involved in the Sandalwood test work pursuant to the secrecy agreement to experiment with and obtain a better understanding of the process ultimately claimed in the opposed applications, rather than at this point to reap a commercial benefit.
1663 At the conclusion of the Dam 2 trial, Mr Holtzman wrote a lengthy report in which the context of the Dam 2 trial was stated to be as follows:
With the apparent success at the completion of filling of this first dam, a second trial was proposed at a reduced ratio of sand to fines. For the second dam a ratio of sand: fines of 7 : 1 was to be targeted. Again the mixture was to be pumped to the dam as a homogeneous mix of thickener underflow and sand tailings. The fill rate targeted was similar to that used in dam 1 (~20tph), which would give a fill rate in the trial dam scaled to be in relative proportions to what would be normal fill rates for a full scale operation. This fill rate was also determined by the limit of the de watering equipment.
The aims of the trial were:
• Determine slope angle of the slurry during filling, the effect of viscosity modifiers on surface slope and compare that with those observed in dam 1.
• Determine bleed water rate and effect of viscosity modifiers on bleed water flow.
• Collect more data on pumping relationships - distance, pressure and rheology of both the underflow and sand fines mix.
• Trial a ‘Borger Lobe Pump’ as a mix pump and compare the performance with that of the Warman pump used in the first trial.
• Monitor thickener performance with respect to underflow percent solids, yield stress and consistency of supply under normal continuous operating conditions.
A post fill sample program was again to be conducted to:
• Determine consolidation of the mix - accessibility for machinery.
• Determine any segregation of the mix
• Determine permeability, in-situ density and suitability for rehabilitation
1664 The report recorded that the beach angle achieved at the lower sands to fines ratio in the Dam 2 trial “was significantly less than that recorded in trial 1”, but that the “beach angle showed a significant increase with the introduction of viscosity modifier” which was “comparable with those achieved during trial 1”. The report further noted that when a high dose rate was used based on advice from Ciba, “the mix had a very fibrous or gelatinous appearance” and that “very little of the mix flowed to the toe end of the dam”. The report concluded that “[t]he viscosity modifier product used proved a reliable way of controlling and increasing beach angle”. The trial convinced Mr Holtzman that secondary dosing might be one way of effectively controlling deposited tailings. Nevertheless, Mr Holtzman recommended that the “next logical step” would be “as close to a full-scale plant trial as possible”, to ensure that the process “wasn’t going to fail”.
1665 Mr Holtzman gave the following evidence in respect of the Dam 1 and Dam 2 trial work, which was reported in his report:
So is it fair to say that having undertaken all this trial work, you’re obviously very optimistic that the process would work, but you – until you ran the full scale plant trial, you didn’t consider it proved?---No. It wasn’t proved that it would – would work in a full scale trial, no…
It’s not a report of some routine, straightforward, easy testwork?---No. Obviously involved testwork, yes.
Clearly a research and development exercise?---Yes…
Now, do you agree that from the test work that commenced that Ciba was involved in in October 2002 up until the conclusion of this trial there had been Ciba personnel at different points in time that were undertaking lab work for you?---Yes.
And they had attended the dam 1, dam 2 trials in part?---Yes.
And provided technical advice in relation to the use of their polymers in those trials. Sorry. You need to answer to the transcript?---Yes. Sorry. Yes.
And they’ve produced reports to you as well on various lab work they had undertaken, like the one we saw before?---Yes.
And there was no charge by Ciba to Cable Sands for any of the time spent by Ciba personnel undertaking any of that work, was there?---No. I guess that was common for flocculant suppliers.
The only charge that was levied by Ciba to Cable Sands was $2650 including GST for the one bulk box of DPW1-1477 used during the dam 2 trial?---That’s correct.
And obviously that isn’t a great deal of money, is it, in the context - - -?---No…
This obviously wasn’t a money-making exercise for Ciba, was it?---No. No.
1666 In summary, I do not doubt that the trial work undertaken by Cable Sands, with technical input from Ciba and with knowledge that Ciba intended to file a patent application, was a collaborative research and development exercise in respect of which Ciba did not reap any commercial benefit. Indeed, in circumstances where the evidence of Mr Holtzman was that it was Cable Sands, and not Ciba, which undertook the trial work at Sandalwood, and that Ciba did not trial or authorise Cable Sands to use any process, there is little basis for saying that Ciba engaged in any “secret use” of the process trialled.
1667 SNF has not shown that s 9(a) is not satisfied. Moreover, and if it is necessary to say so, BASF has demonstrated that s 9(a) applies to the use if it was use of the claimed invention. I will discuss s 9(b) later.
(d) Ardlethan
SNF’s submissions
1668 Tests and trials were undertaken by Ciba at the Ardlethan Tin Mine in New South Wales (Ardlethan) operated by Ardlethan Tin Resources Pty Ltd on the following dates:
(a) October 2002 – laboratory tests adding flocculant in aqueous solution.
(b) February 2003 – a sighter trial adding flocculant in aqueous solution.
(c) June 2003 – a plant trial adding flocculant in aqueous solution.
1669 In the trial in February 2003 SNF says that:
(a) DPW-EPT-1517 was provided ready mixed as a 1% solution in bulky boxes.
(b) The flocculants were further diluted and added as 0.5% solutions.
(c) The flocculant was added to scavenger tailings, slimes, and co-disposed tailings and slimes. Ms Beveridge’s evidence is that Ciba tested a combination of thickener underflow and coarse tailings, with different concentrations of coarse and fines materials.
(d) Ciba’s report on the trial created on 13 March 2003 records that the “addition of sufficient dose of this product to any of the three substrates had the effect of depositing all the solids together in a homogenous heap. In other words the slimes were inter-mixed with the sand and remained that way after discharge from the tailings pipe”. Clean water ran off the heaped solids. Under the heading “conclusions and recommendations”, it was noted that the flocculant trialled was “effective in depositing the slimes with the sand fraction, even when both tailings lines are combined (co-disposal)”.
1670 It is said that the trial conducted in February 2003 at Ardlethan was a working of the claimed invention. The report on the trial recorded that the SDITB process (adding the flocculant in aqueous solution) in a co-disposal process resulted in the co-disposal and co-immobilisation of the fine and coarse particles and the release of clean water from the deposited solids. SNF says that the trial clearly established that the claimed invention was effective in treating tin tailings at Ardlethan. SNF says that Ciba did not need to undertake any further plant trial at Ardlethan to satisfy itself of that fact.
1671 SNF says that the result of the Ardlethan trial was reported in Ciba’s February 2003 monthly project summary report for the Son of Zenith Project, which noted that initial lab test work and a trial had been run at Ardlethan and that “[p]ositive results to deposit slimes with sand” had been achieved, which was the aim of the trial.
1672 Based on the positive results of the trial, Ciba recommended on 13 March 2003 that a plant trial be conducted at Ardlethan. I note that the document is dated 13 March 2002 but this appears to be a typographical error in light of the reference to the trial results of 26 and 27 February 2003.
1673 SNF says that Mr Bembrick was tasked by Ciba with completing the commercial contracts for the plant trial, assisting Ardlethan in sourcing the necessary equipment and arranging for staff and other necessary requirements to undertake the trial. As part of this process, in March 2003 Mr Bembrick negotiated with and Ardlethan agreed to conduct the trial and to purchase the flocculant for use in this plant trial.
1674 SNF says that Mr Bembrick’s evidence was that the trial was proposed to be a three month trial and would have required a substantial amount of flocculant (in the order of 1,000 kilograms a day), which would have been at a cost to the operator of the mine of about $4,000 per day based on the price at which Ciba was offering flocculant at that time. SNF says that the price at which Ciba offered to supply the flocculant for the plant trial was at a premium to the normal price for the same flocculant supplied to Ardlethan for use in the thickener. Mr Bembrick negotiated the contract for the sale of flocculant to be used in the plant trial at Ardlethan before the priority date.
1675 SNF says that although the trial itself took place after the priority date, it was originally intended to commence in April 2003. Ms Beveridge estimates that 7,320 litres of flocculant was used over 8 days for the Ardlethan trial.
1676 The plant trial took place at Ardlethan between 2 and 13 June 2003, using DPW-EPT-1517, which was Magnafloc X135.
1677 SNF says that the evidence establishes that:
(a) at least four tonnes of Magnafloc X135 was sold to Ardlethan in May 2003 for use in SDITB adding the flocculant in solution in a co-disposal process for the plant trial. Ciba charged €6,629 for that flocculant.
(b) In comparison, Ciba sold four tonnes of LT510 to Ardlethan in April 2003 for use in the thickener at a price of €4,261. Magnafloc LT510 was used in the thickener at Ardlethan.
1678 SNF says that the operator of the Ardlethan tin mine ultimately did not progress further with the implementation of SDITB at the mine as the mine was unable to maintain stable periods of tails stacking at that site.
Analysis
1679 Let me begin by saying something by way of background.
1680 Concurrently with the work being undertaken by Ciba at Yarraman, trial work was also undertaken at other mine sites, including Sandalwood and Ardlethan, under the direction of Ms Beveridge, the senior development chemist designated as a project driver for “Project Zenith”. That work was also discussed at the IMT meetings.
1681 Mr Bellwood gave evidence that IMT meetings were related to research and development and not to marketing and sales activities, although SNF disputes this. In this respect, Mr Bellwood said in his evidence:
[A]s part of my role managing the Ciba Australia Extractive & Process Technologies innovation process, I arranged monthly meetings to discuss all the active projects, including those relating to the Gallagher technology, both with my technical team and other leaders of the business. The project leaders would also arrange meetings from time to time to conduct reviews of the individual projects, most of which I also attended. As the work at the Yarraman mine progressed to being something different to the Gallagher technology, a new project name was assigned to this work to differentiate it – Son of Zenith (later Kenneth).
The monthly IMT meetings were arranged and chaired by myself. These were conducted specifically to discuss the innovation (r&d) projects with my technical team, in conjunction with the business leaders. This provided a forum for reporting and monitoring progress, providing guidance to the project leaders and ensuring relevance to our overall business objectives for the projects. This meeting did not discuss any other activities such as those relating to business development and sales objectives for existing products and technologies. Therefore, all the individual topics discussed at the IMT meetings were related to r&d and not standard marketing and sales activities.
1682 SNF argues that various IMT meeting minutes refer to sales targets and marketing efforts. It refers to the May 2003 IMT Minutes. But references to sales in respect of Project Zenith in that document are scarce. It also refers to January 2003 IMT Minutes but only points to a generic introductory statement addressing multiple projects that:
long lead times between project completion and establishing commercial sales for the product(s) … However, internally we must maintain our pressure to deliver these sales.
1683 In my view, Mr Bellwood’s characterisation is more accurate.
1684 In October 2002, Ms Beveridge undertook laboratory testing on scavenger tailings samples that were collected from the Ardlethan mine. Ardlethan was experiencing problems with highly mobile slimes/fines contaminating the settling pond which was limiting its ability to reuse run off water in the operation.
1685 At the time Ms Beveridge undertook this laboratory testing, she was aware of the test work being undertaken by Mr Scammell and Mr McColl at Yarraman. She performed the tests using solution because the test work undertaken by Mr Scammell and Mr McColl at Yarraman indicated that this might improve the rate and clarity of the water released. Ms Beveridge had never previously trialled the administration of polymer dissolved as a solution in a tailings line. Similarly, Mr Bembrick accepted, when cross-examined, that what prompted the Ardlethan test work was the Yarraman test work.
1686 Nevertheless, the focus of the test work undertaken at Ardlethan was, initially, different. It was primarily concerned with water clarification, not stacking. So, in a report dated 10 October 2002, Ms Beveridge wrote that “[i]t is not anticipated that DPW-EPT-1517 will have any effect on the slump angle of tailings, or the volume of run-off water from the tailings disposal area”. This was also reflected in a “Son of Zenith” Project Summary Report written by Ms Beveridge and dated February 2003, in which she noted “[p]ositive results to deposit slimes with sand which was aim of trial. No rheological change though”. Similarly, Mr Bembrick confirmed that “the main objective, was to get clean water coming back to the plant”.
1687 Ms Beveridge considered the test work at Ardlethan to be “a great opportunity to get some results in the field” and to see whether aqueous solution “would actually work in the tails”. At this stage, Ms Beveridge “was still a little bit disbelieving” that aqueous solution would work and so she “really wanted to…see it and feel it and do it, and…just get an idea”.
1688 The evidence given under cross-examination by Mr Bembrick is also not insignificant:
[T]he reality is that the work that was undertaken at Ardlethan was part of the trial and experimentation by Ciba of the application of its new process, wasn’t it?---It found that Ardlethan fit that mould, yes.
Yes. It wasn’t a simple sales process, it was a research process?---It was taken away from me. It was - - -
I’m sorry?---From my – as a salesman, I was eager to – to sell more flocculent. My intention was to get it on-site ASAP and make some sales out of it.
Yes?---I was stopped by the technical department. We had to go through proper process. A secrecy agreement had to be signed before we even was allowed to put any flocculent on site, so it was actually taken out of my hands, the responsibility.
By the research and development people who naturally wanted to understand whether the process would work at Ardlethan?---Yes, I would agree with that.
1689 That evidence contradicted his affidavit evidence in which he asserted that he “was engaged in a marketing exercise for Ciba” and “[a]t no stage during the trial work I assisted with did I consider that I was trialing [sic] or testing the effectiveness of any new process”. I would also note that Mr Bembrick confirmed under cross-examination that Ms Beveridge was running the technical research to be undertaken with the trials at Ardlethan and said that “[t]he procedure of it was taken away from me, and the technical department was taking ownership of it”.
1690 Mr Bembrick’s oral evidence accorded with a letter he wrote to Marlborough Resources at the Ardlethan mine on 10 January 2003, in which he suggested a full plant trial be conducted using DPW-1-1477 and stated:
Due to the unique nature of this novel technology, prior to any on-site worked being performed a secrecy agreement must [be] in place between Ciba and Marlborough Resources/Telminex. This agreement is designed to protect Ciba’s intellectual property that could be associated with any such trial.
1691 Moreover, I agree with BASF that to the extent that Mr Bembrick sought to assert during his cross-examination that this letter merely suggested that the process was “a new opportunity for Ardlethan at this time” (and also apparently Bulga and “a whole range of sites”) rather than the whole industry, that evidence is unreliable. As BASF points out, not only was that evidence inconsistent with the words used in the letter he authored, but it was also inconsistent with the following matters:
(a) first, his own characterisation in an internal Ciba document dated February 2003 of the process as a “New novel tailings treatment”;
(b) second, his evidence that the reason why a secrecy agreement had to be put in place at Ardlethan was because the trial work “was starting to get more controlled by the whole technical department” and that he was “stopped by the technical department”;
(c) third, his evidence that he was not aware in late 2002 of a single mine anywhere in Australia which added a secondary dose of flocculant at or very close to the point of discharge into a tailings area in the context of a process where there was a thickener and the underflow of the thickener was discharged to a tailings dam;
(d) fourth, his evidence that when he subsequently undertook test work at the Bulga mine, he was amazed at how much water came off at the deposition point and found it “interesting and intriguing”; and
(e) fifth, his evidence concerning his knowledge of the Son of Zenith project, namely: “All I heard in the corridors was it was information and technology and test work going about trying to form a patent of a novel idea”.
1692 Similarly, to the extent that Mr Bembrick asserted that internal Ciba documents titled “Son of Zenith Bi-Monthly Project Summary Reports”, which reported on the Ardlethan (and Yarraman and Sandalwood) test work, were “marketing reports” which he received in his “capacity as an account manager in the sales department”, that evidence is also unreliable. When confronted with such documents when cross-examined, his evidence was unequivocal. Indeed, as BASF points out, his evidence was that “I don’t know what was part of the Zenith – I wasn’t privilege to that project”. I agree with BASF that that evidence cannot be reconciled with his affidavit evidence. Nor can his initial reaction, when confronted with one of the “Son of Zenith Bi-Monthly Project Summary Reports”, that “it looks more like a technical internal document”. Let me return to the chronology.
1693 A Monthly Project Summary Report dated 18 January 2003 recorded that 6 hours of test work were conducted in respect of Ardlethan Tin on 7 January 2003, with the following description:
Testwork conducted for Ardlethan Tin, they will be shown a video of the laboratory work of CRL. [Angela Beveridge] is to look at doing further testwork and samples are currently in Wyong.
…
[Angela Beveridge] to investigate the Ardlethan Tin work.
1694 On 30 January 2003, Ms Beveridge sent an email with the subject line “Ardlethan Tin Zenith Results” which stated as follows in respect of solutions (Magnafloc X125 and X135) tested with mixing times varying from 10 to 60 seconds:
Zenith application:-
Will not change the slump angle of the sand
Will not change the volume of run-off water
WILL reduce the amount of solids in the run off water.
Treatment is very shear sensitive due to the coarse sand fraction which breaks up the flocs, so addition would have to be as near to the end of the line as pos.
Have used Magnafloc names for the products to make it easy to understand, so please do not pass on to the customer until these have been replaced by their DPW number,
Let me know if you need a formal report etc.
(Original emphasis.)
1695 Following the execution of the confidentiality agreement, a sighter trial was conducted at Ardlethan on 26 to 27 February 2003. Unlike the initial laboratory test work, this trial involved treating the scavenger tailings, the slimes, and a combination of the scavenger tailings and slimes (i.e. co-disposal). In a technical report dated 13 March 2003, Ms Beveridge wrote that the “DPW-EPT-1517 was effective in deposing the slimes fraction with the coarse fraction as a heaped structure, when evaluated on a co-disposal stream. Clear solids-free water ran off the discharged solids”. The final recommendation made in that report was that “a full scale plant trial be conducted to fully evaluate the effects of treating a co-disposal stream using this product”.
1696 A Ciba Monthly Project Summary Report for February 2003 recorded:
Initial lab testwork, then follow up sighter trial run at Ardlethan. Positive results to deposit slimes with sand which was aim of trial. No rheological change though.
1697 A document titled “Zenith Trials/Testwork Summary – Feb03”, which listed the various trials, stated in respect of the Ardlethan trial that “mini trial starts end Feb – not really zenith, more like flocculation of fines to prevent them reporting to run off water.”
1698 Further, a Bi-Monthly Project Summary Report – (Mar/Apr 2003) recorded, inter-alia:
Brief Summary of This Month’s Activities
… Ardlethan – keen to progress to trial. Equipment being sourced. Trial proposal to be written. …
Next Month – Planned Activities
… Start Ardlethan trial.
1699 I would note at this point that this all hardly supports the suggestion that s 9(a) does not apply.
1700 Now there is a dispute between Mr Bembrick and Ms Beveridge as to how much flocculant was used in the sighter trial, and at what cost. Mr Bembrick asserts that it is “highly unlikely that only two bins of diluted flocculant were used” and asserts that “Ciba sold the flocculant for the sighter trial” at a premium price. But the evidence of Ms Beveridge is that she “would be surprised” if more than 20kgs of flocculant was used and she cannot recall whether Ciba charged Ardlethan for the flocculant. In my view the evidence of Ms Beveridge should be preferred. It would seem that Ciba did not sell any flocculant (whether 20kgs or more) to Ardlethan for use in the sighter trial. First, Ms Beveridge gave evidence that Ardlethan was a small mine nearing the end of its operational life and was only interested “in conducting experimental trials that were quick and inexpensive”. Second, there is no document which records that Ciba sold any flocculant to Ardlethan for use in the sighter trial. To the contrary, all of the contemporaneous emails and reports relating to the initial laboratory test work and sighter trial exclusively concerned technical and logistical matters.
1701 Further, the full scale plant trial commenced at Ardlethan in June 2003, after the priority date. That trial was necessary to assess whether the process could cope with plant fluctuations. That trial was also necessary because Ciba was by that time seeking to “assemble evidence of the patent claims” (internal memo dated 11 March 2003 with the subject line “Zenith Meeting Minutes – 7th March 2003” from Ms Beveridge to inter-alia Mr Adrian Lawson, Mr Wayne Parsons, Mr Paul Pascoe, Mr Bellwood, Mr John Lamperd, Mr Tim Cameron and Mr Phil McColl with Mr Brian Dymond copied in), having selected trial work to “proceed as test cases” (“Bi-Monthly Project Summary Report – (Mar/Apr 2003)”), and seeking to achieve “a bit more understanding of the workings of co disposal before we can take the next step” (email dated 10 June 2003 from Mr Cameron to Mr Lamperd, Mr Pascoe, Mr Scammell, Ms Beveridge, Mr Bellwood, Mr Lawson, Mr Brad Borham, Mr Kaiser and Mr Daryl Croft with the subject line being “Zenith Dose Control Issues”).
1702 I agree with BASF that ultimately the results of the full scale plant trial revealed that overall performance at Ardlethan was variable. As recorded in the minutes of a “Kenneth (Son of Zenith)” meeting dated 18 June 2003, it became apparent that “doses were much higher than anticipated” and that “changing slurry characteristics meant that constant changing of dose/addition point/product dilution was required”. A report on the full scale trial dated 21 June 2003 recorded that there were “extended periods of poor stacking” but also notes that there were periods of excellent co-disposal stacking, that “several important process variables were not able to be monitored”, that “a number of dosing methods were tried”, and recommended that “an accurate treatment range needs to be firmly established” and that this “would require additional testwork to be undertaken” and “pre-thickening of a higher proportion of the coarse tailings fraction would also significantly benefit stacking performance”. Mr Bembrick had no involvement in any of this trial work.
1703 Further, I would also note a more general email dated 10 June 2003 from Mr Tim Cameron to Mr Scammell and others discussing the complexity for the relevant co-disposal sites:
For co-disposal sites, the area of process control will be our biggest obstacle/ task. This is because co-disposal generally involves the combined stacking of a [sic] unthickened coarse tails fraction ( with varying slimes levels and flow properties) and a thickened slimes fraction ( varying from conventional thickened tails thru to semi-paste). Thickener underflow is commonly measured for solids content and flow, however coarse tails is not. At Ardlethan, the total volume of plant circulating water doesn’t change - only the tonnage
I have made the following observations about co-disposal:-
To achieve continually consistent results for co-disposal stacking is not easy and can require a high degree of operator input to achieve such a result
Both CRL and Ardlethan treatment aim for co-disposal
By aiming for co-disposal, you must successful [sic] treat the tails slurry to stack on the slope immediately adjacent to the point of discharge. Co- disposal is not achieved if you have a significant migration of flocculated fines migrating off the slope and being carried a significant distance for deposition - usually at the catchment pond.
1) co-disposal requires a ‘plug’ formation akin to conventional dewatering test work i.e. the next step up from flocculation. At such a treatment stage you get:- ·
• clear water run off
• the formation of a discharge ‘cauldron’ occurs
• significant meandering of the discharge stream is present as solids deposition on the primary stack continually blocks off run [off] streams
2) a highly flocculated slurry does not achieve plug formation (sometimes a slightly weaker state called ‘chunky’ or ‘spew’ is achieved). With a highly flocculated slurry you see:-
• flocculated slimes moving down slope, progressively being sheared down (settling rates of over 60 m/h are commonly recorded in the run off streams)
• wash out effect where the discharge stream heads directly down slope. Significant gouging is present
• no ‘cauldron’ is evident
To achieve co-disposal is not simply a matter of polymer dose rate. Other factors esp.
• polymer dosing concentration
are just as critical.
As with optimising a belt press or centrifuge, success is all about correct conditioning of the slurry - and continual optimum conditioning relies on ·a consistent feed of uniform slurry. Variations in slurry characteristics requires repositioning of the dosing point or change in polymer concentration or dose
The ‘plug’ formed using a single treatment of polymer is very shear prone- a significant improvement can be achieved with the secondary addition of a cat. polymer or coagulant, which would make continual treatment easier but generally cost prohibitive.
For example, at Ardlethan a polymer dose concentration of between .8 - 1.2% w/v is used, and the dose point needs to be directly into the second smaller ‘cauldron’ that forms when the incoming slurry hits the stack i.e. a large pit or ‘cauldron’ is formed, immediately followed by a second smaller pit.
When you have the correct dosing set up (including the correct orientation of the dosing pipe into the pit i.e. it must be in line with the slurry pipe and positioned about 50 cm under the surface), the second cauldron starts to bubble and you see unmixed polymer get turned over once or twice ( easy to pick if you are using an emulsion).
In-pipe dosing was found to be over shearing any plug formation.
As strange as this sounds, this was the only way co-disposal could be achieved - but the results were impressive.
The downside being the continual monitoring of the dosing pipe for correct position. Also stacking performance wandered from excellent to poor - though it was hard to pick when this would occur. ·
The most likely cause being the swings in slimes levels in the coarse tails - however excellent results were achieved across a range of feed conditions, then for some reason would become patchy.
This then leads you to thinking about dose control. However there are some big barriers to consider;-
1) the slurry is highly abrasive - it will chew out any in-line instrument in weeks
2) the point of discharge is remote and needs to be moved around
3) the dynamics of the stack is always changing i.e. how to get a continual sample for run off turbidity measurement.
There is one condition that immediately indicates if you are achieving co disposal - and that is whether a ‘wash out’ is occurring - requiring operator assistance.
The best way to observe for this, is by surveillance cameras. It is not dose control, however I think we may need more understanding of the workings of co disposal before we can take the next step.
If however, you were stacking straight thickened tails or paste some sort of in line viscometer would be fine.
1704 These documents make it plain that even after the priority date Ciba was still seeking to fine tune and better understand the process conceived by Mr Scammell and Mr McColl at Yarraman. Ciba certainly had not yet commercialised that process.
1705 In summary, SNF’s case concerning endeavouring to exclude the operation of s 9(a) is not made out. Moreover, and if I need to say so, BASF has established that if there was a use of the claimed invention, it fell within s 9(a). I will discuss s 9(b) in a moment.
(e) Conclusion – s 9(a)
1706 Let me make some concluding observations concerning s 9(a).
1707 First, both Ciba and CRL treated the relevant trial work discussed above as research and experimentation. Ciba and CRL lodged research and development tax exemption applications in relation to the trial work with the Australian Taxation Office. Further, Ms Herzig reported in a report titled “Phase 2 Rheology Modifier Trial Report” within CRL and dated 31 December 2002 that “[the] project work will continue to be claimed as R&D and all parties still need to be aware of the secrecy agreement that is currently in place between Ciba and CRL”. Further, Mr Scammell prepared a tax concession claim recording that he had spent 689 hours on the research project. Further, and as I have already indicated, the results of the Yarraman trial work were regularly discussed within Ciba at the monthly IMT meetings concerning Ciba’s innovation (R&D) projects.
1708 Second, concurrently trial work was also undertaken at other mine sites, including Sandalwood and Ardlethan, under the direction of Ms Beveridge, the senior development chemist designated as a project driver for “Project Zenith”. That work was reported and discussed at the monthly IMT meetings and, as recorded in the contemporaneous documents, was undertaken “to support Australian patent application – varying substrate types, wider range of polymer chemistry” as per an internal memo dated 29 October 2003 and titled “Kenneth (Son of Zenith) – Meeting Held 28 October 2003” sent by Ms Beveridge to inter-alia Mr Lawson, Mr Parsons, Mr Pascoe, Mr Bellwood, Mr Lamperd, Mr Cameron and Mr McColl.
1709 Third, in my view it is not in doubt that the nature of the technology was such that it was not possible to confine testing to the laboratory. Field testing was necessary. Laboratory tests were not sufficient to confirm that the technology would work in the field on a large plant scale. As Ms Beveridge noted in an internal email dated 14 July 2003 with the subject line “Douglas Test Work July 16-18” and sent to Mr Scammell and Mr Leech with Mr Lawson, Mr Pascoe, Mr Lamperd, Mr Gallagher, Mr Cameron and Mr Bellwood copied in, “we need to be careful about how we apply the physical properties measured in the lab to the real world…we don’t know how a slump angle in the lab translates to a slump angle in the field”. Field testing was therefore an essential component of process development. The invention claimed in the opposed applications is a plain vanilla example of an invention which “will be expected to perform in a wide variety of conditions, both of weather and terrain” such that lengthy trial work was required (Grove Hill at [232]).
1710 Fourth, none of the test work undertaken by Ciba involved commercial exploitation of the invention claimed in any of the claims of the opposed applications. Now Ciba did charge some of its customers for the flocculant used in the trials, but this was simply to offset some of the costs it incurred in running the trials. And there was no full cost recovery, let alone a profit margin over the total relevant costs that Ciba incurred. Further, Ciba was at all times when undertaking the trial work learning about and evaluating the process ultimately claimed in the opposed applications.
1711 In summary, the relevant uses relied upon by SNF have not been shown by SNF not to fall within s 9(a). Alternatively expressed, in my view BASF has demonstrated that such use falls within s 9(a).
(f) Confidential disclosure – s 9(b)
1712 Let me deal with another topic.
1713 Even if Ciba’s trial work at Yarraman, Ardlethan or Sandalwood did not constitute reasonable trial and experiment within the meaning of s 9(a), in my view it still satisfied s 9(b). It constituted a confidential disclosure of the invention on behalf of the patent applicant.
1714 First, the evidence was clear that the test work undertaken at Yarraman, Ardlethan and Sandalwood was treated as confidential by all relevant parties.
1715 Second, neither Iluka nor CRL ever proceeded to enter into a commercial supply agreement with Ciba for the supply of flocculants for use in, or implement, the process claimed in the opposed applications and there is no evidence that Ardlethan or Cable Sands ever did so.
1716 Third, I agree with BASF that even if Ciba engaged in test work to secure future flocculant supply contracts, the conduct of Ciba would be no different to the conduct of the patentee in Encompass Corporation at [215], who disclosed the invention to “get a co-venturer”. The conduct of Ciba would amount to nothing more than a confidential disclosure of the invention, as part of trial work, to secure a future business partner who may then participate, at that time, in exploiting the invention.
1717 Finally, and for completeness, I am not entirely convinced as to the first two sentences of the observations in Azuko at [149] per Heerey J, but I do not need to linger at this point given my other conclusions.
(g) Was there secret use of the invention as claimed?
1718 Finally, s 18(1)(d) is concerned with whether the invention, so far as claimed in any claim, was secretly used in the patent area. So, has there been secret use of each of the integers of each of the claims of the opposed applications?
1719 In my view, there is little evidence that the test work undertaken at Yarraman, Ardlethan or Sandalwood, which is alleged to have constituted secret use, involved any use of many of the integers of many of the claims of the opposed applications. As BASF points out, SNF has not adduced detailed and probative evidence that:
(a) the trial work involved the use of the polymers claimed in claims 4, 6 and 8 of the 785 application or 14, 16 and 18 of the 568 application;
(b) the fine fraction peak at Yarraman, Ardlethan or Sandalwood was substantially less than 25 microns and that the coarse fraction peak was substantially greater than 75 microns, as required by claim 14 of the 785 application and claim 24 of the 568 application;
(c) at least 80% of the particles at Yarraman, Ardlethan or Sandalwood had sizes less than 25 microns, as required by claim 23 of the 568 application;
(d) the flocculated material, at any of Yarraman, Ardlethan or Sandalwood, was transferred to a holding vessel prior to being pumped to the deposition area, as required by claim 18 of the 785 application and claim 27 of the 568 application;
(e) the relevant polymer was, at either Yarraman or Ardlethan, mixed with the material prior to a pumping stage, as required by claim 21 of the 785 application; to the contrary, at both mines the flocculant was added close to the end of the outlet pipe;
(f) the relevant polymer was, at any of Yarraman, Ardlethan or Sandalwood, mixed with the material as it exits the outlet, as required by claim 23 of the 785 application and claim 30 of the 568 application;
(g) the process trialled at any of Yarraman, Ardlethan or Sandalwood resulted in liquor being recycled to a mineral process operation, as required by claim 25 of the 785 application and claim 31 of the 568 application;
(h) the liquor released, as a result of the trial work at Yarraman, Ardlethan or Sandalwood, contained dissolved valuable materials and was subjected to further processing to reclaim or re-use the valuable materials, as required by claim 27 of the 785 application and claim 33 of the 568 application;
(i) the trial work undertaken at Yarraman involved (a) combining aqueous suspensions of fine and coarse particulates for the purpose of co-disposal to form the material, (b) mixing of the aqueous suspensions into a homogenous slurry, and (c) during or after mixing of the aqueous suspensions, combing with the material during transfer an effective rigidifying amount of an aqueous solution of a water-soluble polymer having an intrinsic viscosity of at least 5dl/g (measured in 1M NaCl at 25℃), as required by claim 1 of the 568 application; to the contrary, the process involved injecting the coarse and fine material into the tailings lines and then treating that material, without any specific mixing step; or
(j) the trial work at Ardlethan concerned material derived from the tailings from a mineral sands process, as required by claim 12 of the 785 application and claim 21 of the 568 application; Ardlethan was a tin mine.
1720 Accordingly SNF’s allegations of secret use are in any event not made out in respect of such claims, otherwise assuming in favour of SNF for the sake of the argument only that the exclusions in s 9(a) or s 9(b) do not apply.
LACK OF NOVELTY
1721 The legal principles are not in doubt. For a patentable invention so far as claimed in a claim, the question is whether it is novel when compared with the prior art base before the priority date. An invention is taken to be novel when compared with the prior art base unless it is not novel in the light of, inter-alia, prior art information made publicly available in a single document or prior art information made publicly available through doing a single act. The onus is on SNF to establish that such a single document or single act of prior art overcomes this presumption.
1722 For there to be anticipation, the prior art, whether it is a prior publication or prior use of a product must constitute a clear and unmistakeable disclosure of each and every integer of the relevant claim the subject of the challenge. If the prior art is a document, it should be read through the eyes of the skilled addressee; terms in the prior art are to be given the meaning which the person skilled in the art would attach to them having regard to relevant common general knowledge. It is a question of the disclosure to the skilled reader. Such a disclosure may be explicit or in certain circumstances implicit. This may occur where the prior art information is a publication which does not specify an integer but the skilled reader would understand that integer to be present. If the prior art does not expressly specify each and every essential integer of the claimed invention, the evidence must clearly establish that to the skilled reader each and every essential integer is included.
1723 Where the prior art is a document, to constitute anticipation the skilled addressee must be given clear and unmistakeable directions to make or perform the invention. More colloquially expressed, “the prior inventor must clearly be shown to have planted his flag at the precise destination” (General Tire & Rubber Co v The Firestone Tyre & Rubber Co Ltd (1971) 1A IPR 121 at 138). Even more colourfully expressed, “anticipation is deadly but requires the accuracy of a sniper, not the firing of a 12 gauge shotgun” (Apotex Pty Ltd v Sanofi-Aventis (2008) 78 IPR 485; [2008] FCA 1194 at [91]; H Lundbeck A/S v Alphapharm Pty Ltd (2009) 177 FCR 151 at [170]).
1724 It is not sufficient to demonstrate that a prior publication is capable of being carried out in a manner which would equally infringe or not infringe the particular claim. In such a case there would not be the relevant anticipation. To elaborate, if the prior art is a document and there is ambiguity in the sense that the disclosure can be read in two or more ways, such that one way would, if carried out, infringe, and one or more other ways would not, then there has been no anticipation. Anticipation must not merely be a possibility or even a likely consequence of performing the invention disclosed by the prior art, but it must necessarily be entailed in or an inevitable result of carrying out the disclosure.
1725 Documentary prior art information that anticipates an invention must be contained in a single document or two or more documents if the relationship between the documents is such that a person skilled in the art would treat them as a single source of that information (s 7(1)).
1726 In Nicaro Holdings Pty Ltd v Martin Engineering Co (1990) 91 ALR 513 at 538 Gummow J discussed the sources of information that may be legitimately combined for the purposes of novelty. His Honour noted that “[w]hat degree of lack of connection between two or more documents will make them “independent” and so forbid the making of a mosaic to destroy novelty, will be very much a question in the particular case.” Gummow J referred to McTiernan J in George C Warner Laboratories Pty Ltd v Chemspray Pty Ltd (1967) 1B IPR 649 where his Honour found that an invention was anticipated by two specifications where one specification referred to the other. But Gummow J explained that not all cross references would suffice to make two documents a single source of information. One example would be where a specification merely identified another specification as being relevant prior art. Another example would be if the purpose of the cross-reference was to contrast by counter-point, that is, to direct the reader away from it.
1727 But where two documents do not contain cross-references or there is no reference in one directing attention to the other, they may nevertheless be read together if evidence shows that they would be so read by a person skilled in the art. In Ramset Fasteners (Aust) Pty Ltd v Advanced Building Systems Pty Ltd (1999) 164 ALR 239 in the context of a claim of anticipation based on the publication of three advertisements, the Full Court stated (at [13]):
In some circumstances, information or illustrations in several advertisements of the same thing might constitute an exception, it being manifest that these contain descriptions or depictions that are related because they are of the one object: Martin Engineering Co v Trison Holdings Pty Ltd (1989) 14 IPR 330 at 341-343; and, on appeal, Nicaro Holdings Pty Ltd v Martin Engineering Co (1990) 91 ALR 513 at 532-541, per Gummow J (with whom Jenkinson J agreed), and at 522, per Lockhart J; Blanco White, Patents for Inventions, 5th ed (1983), §4-107. But, in the absence of any reference in one advertisement directing attention to another, that would require evidence showing publication of more than one advertisement in such circumstances as to lead to their association in a way that could justify reading them together.
1728 In Bristol-Myers Squibb Company v Apotex Pty Ltd (No 5) (2013) 104 IPR 23 at [281] Yates J considered that an article and a poster presented at a symposium should be considered as a single source of information. The documents were clearly directed to the same subject matter and the article and the poster were made publicly available at the symposium at the same time.
1729 Now the statement in Ramset at [13] was obiter dicta. Ramset did not proceed to hold any claim of the patent in suit to be anticipated on the basis of any such mosaic. Further, the authorities cited in Ramset do not clearly support the proposition articulated in the first sentence of the passage extracted above. In Martin Engineering Co v Trison Holdings Pty Ltd (1989) 14 IPR 330 Burchett J refused to allow a mosaic and held that “[if] some only of the integers are disclosed in one specification, a reference of the kind in question here to another specification, which contains the remaining integer or integers, no more discloses the combination than does the knowledge possessed by the expert in the area of each of the old integers” (at 343). Further, Gummow J in Nicaro refused to read any of the earlier patents together and held that this would “offend the precepts which forbid the assembly of mosaics” (at 540); see also Nicaro at 522.
1730 Further, and in any event, Ramset required that, absent an explicit cross-reference, the earlier documents would need to have been published in such circumstances as to lead to their association in a way that could justify reading them together. Necessarily, this must be an objective test, because the person who might read them together is the notional person skilled in the art.
(a) The paper disclosures – SNF’s submissions
1731 SNF submits that the paper disclosures made by Nalco to Cable Sands in relation to the OreBind process, considered as a single source of information, anticipate a number of the claims of the opposed applications. SNF relies on the information said to be made publicly available in the following documents (the Cable Sands documents):
(a) the email dated 14 April 2002 from Mr Keith Gibbs of Nalco to Cable Sands representative Mr Gary Crockford, attaching the OreBind powerpoint presentation (Stapylton email 3) recommending that the OreBind process could be used “with or without co disposal techniques” and would assist with the “demobilisation and consolidation of slime above or below water”. The email was forwarded to Ms Hutcheson of Cable Sands;
(b) the report dated 28 May 2002 (Bunbury trial report) prepared by Mr Ed Stucken of Nalco at the Cable Sands’ Bunbury laboratory which was attached to an email sent by Mr Stucken to Mr Holtzman and Ms Hutcheson of Cable Sands on 30 May 2002;
(c) the report dated 25 July 2002 in relation to the sighter trial of the OreBind process conducted at the Wemen mine (Wemen trial) and the attached material safety data sheet for the Nalco anionic flocculant used in the Wemen trial (Wemen trial report), sent on 26 July 2002 by Mr Corcoran of Nalco to Mr Crockford (and other representatives of Cable Sands), who then forwarded the Wemen trial report to Ms Hutcheson of Cable Sands on 4 August 2002; and
(d) the email sent on 12 August 2002 from Mr Stucken of Nalco to Mr Holtzman, Ms Hutcheson and Mr Crockford of Cable Sands providing further information in relation to the Wemen trial, which also included an email which Mr Corcoran of Nalco had sent to his colleagues within Nalco on 9 August 2002 and attaching photographs taken during the Wemen trial (Wemen email 3).
1732 All of the Cable Sands documents were received by Ms Hutcheson. The Wemen trial report, Wemen email 3 and the Bunbury trial report were received by Mr Holtzman. The Wemen trial report, Wemen email 3 and Stapylton email 3 were received by Mr Crockford.
1733 SNF says that all of the Cable Sands documents were “made publicly available” (s 7(1)) as they were provided without any obligations of confidentiality. Nalco was one the major flocculant suppliers in Australia in 2002 and was actively seeking to promote the sale of its products and processes. It is said that the absence of any fetter of confidentiality is consistent with the evidence of:
(a) Mr Schmidt that he never required miners to whom he disclosed the OreBind process to sign any confidentiality undertaking; and
(b) Mr Buckland and Dr Clarke to whom the OreBind process was disclosed without them signing any confidentiality undertaking.
The disclosures in the Wemen trial report and Wemen email 3
1734 Now as I have already said the Wemen mine was a mineral sands mine in northern Victoria. Cable Sands operated the mine as a joint venture with Sons of Gwalia. Nalco undertook a trial of the OreBind process at the Wemen mine in July 2002. SNF says that consistent with the standard practice of marketing of flocculants and processes before the priority date. Nalco made an approach in April 2002 to Cable Sands and requested an opportunity to demonstrate the effectiveness of its flocculants and the OreBind process; this was Stapylton email 3. Further, Nalco undertook a laboratory trial in May 2002 to demonstrate the effectiveness of its flocculants and the OreBind process and provided its report on that trial to Cable Sands; this was the Bunbury trial report. Further, Nalco undertook a sighter trial in July 2002 to demonstrate the effectiveness of its flocculants and the OreBind process and provided its report on that trial to Cable Sands; this was the Wemen trial report and Wemen email 3.
1735 Now Mr Holtzman’s evidence was that the Wemen trial report and Wemen email 3 disclosed the following in relation to the Wemen trial:
(a) the material being treated was fine tailings (slimes) which had been deposited in a tailings dam and was being pumped to a deposition area;
(b) the material being treated had a solids concentration of 20-25%;
(c) a dose of flocculant was added to the material during transfer from the first dam to the deposition area;
(d) the flocculant was an anionic high molecular weight polyacrylamide copolymer which was provided as a water in oil emulsion, and then diluted as a 0.1% solution;
(e) the treated tailings on deposition beached with an estimated angle of between 15 to 20%;
(f) photographs of the deposited material in Wemen email 3 show:
(i) the build up of the treated tailings on deposition, forming a steep beach angle;
(ii) that clear water ran off the deposited material and flowed down the slope created by the stacks of the deposited material.
(g) the solids concentration of the deposited material was around 48% after 48 hours, and 75% after 5 days;
(h) after two weeks, the deposited material was estimated to be around 80% solids concentration;
(i) the run off water was collected and used for dilution of the flocculant; and
(j) the surface of the deposited material developed a dry, cracked surface.
1736 Dr de Kretser’s evidence was that the Wemen trial report and Wemen email 3 disclosed the following in relation to the Wemen trial:
(a) the material being treated is mineral sands tailings reclaimed from an existing slimes dam at a solids concentration of 20 to 25% solids;
(b) the flocculant used in the trial was a sulphonated high molecular weight polyacrylamide provided in emulsion form;
(c) an aqueous flocculant was added in solution at 0.1% concentration to the reclaimed tailings (via an inline mixer) during transfer to a new deposition point;
(d) the flocculant dosage was reduced to around 1,250 to 1,500 g/t;
(e) after deposition of treated material, the dewatered slimes beached with an angle between 15 and 20% (8.5 to 11.3 degrees). These beach angles will result in tailings occupying a smaller surface area than the untreated tailings;
(f) the liberated water was returned to the process for re-use. The rapid separation of clear water on deposition is consistent with a significantly enhanced permeability as a result of the flocculated structure;
(g) runoff water was rich in residual flocculant which was re-used to dilute the slurry;
(h) after 48 hours, the solids concentration had increased to 48% solids, and further increased to 75% solids after 5 days, and after two weeks, the solids concentration was around 80%; and
(i) the material developed a dry, cracked surface.
1737 Further, SNF says that Dr Farrow accepted that the Wemen trial report and Wemen email 3 disclosed that:
(a) the Wemen trial was simulating SDITB;
(b) the tailings to which the second dose of flocculant was added had a solids concentration of 20-25%, which Dr Farrow thought was a little bit higher than might normally be the case for mineral sands thickener underflow;
(c) the flocculant was added in the form of an aqueous solution;
(d) the photographs depicted beaching and dewatering;
(e) an angle of 15 to 20% was achieved, which equated to 8.5 to 11.3 degrees, and that this was a significant beach angle which was consistent with “enhanced rigidification”;
(f) the process resulted in the formation of a heaped geometry;
(g) the deposited material had rigidified to form a structure;
(h) the photographs showing treated material being held in a person’s hand “looks very rigidified”;
(i) the achievement of 48% solids concentration after 48 hours reveals the solids concentration had increased, meaning that water had left the solids;
(j) water was released from the solids material and pooled around the base of the stack;
(k) dewatering of the tailings had taken place as a result of the trial;
(l) the water was released after a short period of time; and
(m) the water released was “relatively clean”.
1738 SNF says that Dr Farrow also accepted that stack angle, water release and the highly flocculated structure of the treated material achieved in the Wemen trial were all consistent with “enhanced” rigidification, but disagreed that they were indicia of “improved” rigidification.
1739 SNF submitted that “improved rigidification” is an improvement in the rigidity of the deposited material which has been treated with a second dose of flocculant when compared with the rigidification of material which has only been treated with flocculant in the thickener. SNF says that it is apparent that the Wemen trial report and Wemen email 3 disclosed the addition of flocculant in aqueous solution to the thickener underflow as claimed in the opposed applications which resulted in the deposited material exhibiting “improved rigidification”.
1740 I would also note at this point that a further email in August 2002 was put to Dr Farrow recording a “high 75-85% solids content”. Dr Farrow accepted that an increase in solids content from 25% to 75% was significant and was consistent with “enhanced rigidification”.
1741 SNF submits that improved rigidification as claimed in the opposed applications was disclosed in the Wemen trial report and Wemen email 3 as:
(a) the material on deposition had greatly enhanced permeability compared to untreated tailings thereby reducing the time to dewater the tailings to the point where a beach develops;
(b) the material developed sufficient yield stress for beach development faster than untreated tailings;
(c) there was improved water release and recovery after deposition than untreated tailings;
(d) the deposited tailings occupied a smaller surface area than untreated tailings; and
(e) the tailings were more quickly rehabilitated than untreated tailings.
The disclosures in the Stapylton email 3 and the OreBind powerpoint presentation
1742 SNF says that the Stapylton email 3 was sent 10 weeks before the Wemen trial. Nalco recommended to Cable Sands the use of the OreBind process in co-disposal. Mr Gibbs’ email referred to a trial of the Orebind process at the Boral Stapylton quarry and to the use of the Orebind process in “dry stacking either with or without co-disposal techniques”.
1743 Now Dr de Kretser’s evidence is that Stapylton email 3 and the OreBind powerpoint presentation discloses that the OreBind process:
(a) resulted in development of a “granular structure that facilitates continued de-watering”;
(b) resulted in “immediate release and recovery of significant quantities of clean free water”;
(c) had potential to “significantly reduce ‘footprint area’ and still achieve the goals desired”;
(d) had potential “for an enhanced rate of rehabilitation”;
(e) developed “a granular mud structure” indicating strong flocculation;
(f) resulted in deposited beached material with a heaped geometry with clear water release;
(g) resulted in treated material which could resist the force of more slurry being deposited on top of it, consistent with a significant yield stress and therefore improved beaching characteristics;
(h) resulted in a handleable material after less than 24 hours;
(i) resulted in the release of substantial free water with relatively good clarity;
(j) resulted in tailings which occupied a smaller surface area than untreated tailings; and
(k) resulted in tailings which would be more quickly rehabilitated than untreated tailings.
1744 SNF submits that Stapylton email 3 discloses the achievement of improved rigidification in the implementation of the OreBind process at the Stapylton quarry.
The disclosures in the Bunbury trial report
1745 The Bunbury trial report was sent 5 weeks before the Wemen trial. The Bunbury trial report reported on laboratory tests on thickener underflow from the Sandalwood mine, which Mr Stucken undertook with Mr Holtzman at Cable Sands’ Bunbury laboratory to demonstrate the OreBind process to Cable Sands. A note in the report records:
Potential value of the program is to alter slurry to a coherent paste, improve dewatering, ability to resist shear forces and allow more dewatering, increase coherent integration with sand tailings for co-disposal…
This was a recommendation by Nalco to use the OreBind process in co-disposal.
1746 Dr de Kretser’s evidence is that the Bunbury trial report discloses that:
(a) the flocculant was added to the tailings in the form of an aqueous solution, with both anionic and cationic flocculants being trialled;
(b) the reference to free water being readily removed is consistent with a significantly enhanced permeability as a result of the flocculated structure; and
(c) the development of a “paste like structure – similar to say cottage cheese”, which is indicative of a strongly flocculated networked structure between the particles in the tailings.
General
1747 SNF submits that a person skilled in the art would treat the Cable Sands documents as a single source of information. It says that they were a series of documents received by Cable Sands in relation to the OreBind process which were provided by Nalco to assist Cable Sands with the segregation issues at Wemen. Stapylton email 3 was sent on 14 April 2002 promoting the OreBind process to Cable Sands.
1748 Mr Holtzman and Ms Hutcheson were the people within Cable Sands working at the time on trials designed to improve Cable Sands co-disposal processes. Mr Holtzman’s evidence is that he and Ms Hutcheson were seeking to improve Cable Sands co-disposal processes in contemplation of a new mineral sands mine proposed to be opened by Cable Sands at Gwindinup.
1749 The laboratory trial of the OreBind process took place in May 2002. The Bunbury trial report as sent to Cable Sands on 30 May 2002. The Wemen trial then commenced on 4 July 2002. The Wemen trial report and Wemen email 3 were each sent to Cable Sands in early August 2002 within about a week of each other.
1750 Mr Holtzman’s evidence is that he treated the Wemen trial report, the Wemen email 3 and the Bunbury trial report collectively. They contained information provided to him by Nalco about the OreBind process. He gave evidence that the documents were linked conceptually in his mind. Mr Holtzman also stored emails he received from Nalco in relation to the OreBind process in a folder on his computer. SNF submits that this is entirely consistent with the way in which a person skilled in the art would treat the Cable Sands documents.
1751 Generally, SNF says that I should find that a person skilled in the art would treat the Cable Sands documents as “one consistent whole”. It is said that Nalco clearly intended the Cable Sands documents to be read as a single body of information. Moreover, the OreBind process was advanced to Cable Sands as a process which could prevent the segregation of coarse and fine tailings.
1752 SNF submits that the Cable Sands documents disclosed all of the essential integers of the claims in the opposed applications except:
(a) the use of non-ionic flocculant (claim 5 of the 785 application and claim 15 of the 568 application);
(b) the transfer of the material to a holding vessel during transfer (claim 18 of 785 application and claim 27 of the 568 application); and
(c) adding the flocculant prior to pumping or on exit from the outlet pipe (claims 21 and 23 of 785 application and claim 30 of the 568 application).
1753 Now Dr Farrow said that the Cable Sands documents did not describe or provide the person skilled in the art with a clear technical outline of the relevant process. But SNF says that Dr Farrow’s assertion diverts from the proper enquiry, which is necessarily conditioned by the disclosure and claims of the opposed applications. Now as to this I would note that “the information as to the alleged invention given by the prior publication must, for the purposes of practical utility, be equal to that given by the subsequent patent (Hill v Evans (1862) 1A IPR 1 at 7 per Lord Westbury LC).
1754 SNF says that the opposed applications claim a process with no practical limitations on the solids concentration of the underflow, the dose rate, dose point and flocculation dilution rate. And the determination of these parameters for any particular mine were matters left to the routine skill of the person skilled in the art. SNF also points out what it says is the relative simplicity of the steps required to implement the claimed invention identified by Dr de Kretser.
1755 Further, Mr Holtzman’s evidence was to the effect that the Wemen trial report, Wemen email 3 and the Stapylton email 3 disclosed sufficient information for him to design a trial of the OreBind process. Moreover, SNF says that the process as claimed is not limited to processes carried out in full scale plant operations. Accordingly, disclosure sufficient enough to perform a sighter trial of the OreBind process is sufficient to anticipate the claims of the opposed applications.
(b) Analysis
1756 In my view the Cable Sands documents either separately or collectively do not anticipate. Let me for the moment put to one side the “publicly available” point and address the other difficulties for SNF on this part of its case.
1757 First, I do not consider that the Cable Sands documents are such that a person skilled in the art would treat them as a single source of information.
1758 None of the Cable Sands documents contain any sort of cross-reference to any of the other documents. Indeed, Mr Holtzman who received three of the documents accepted that the documents did not “direct you to go and read any of the other ones”.
1759 Further, the Cable Sands documents were written by three different individuals, namely, Mr Gibbs, Mr Stucken, and Mr Corcoran. And there is no evidence that any of them intended any of their emails to be treated as a single source of information.
1760 Further, the Cable Sands documents were sent over a period of about three months to different recipients. Moreover, the documents did not relate to events occurring at one mine, and for one client of Nalco. The documents related to three different series of tests, undertaken at the Boral Stapylton quarry, the Wemen mine, and in the Bunbury laboratory.
1761 Further, the evidence of Dr Farrow was that if he had received the Cable Sands documents he would not have considered them collectively. I have been provided with little reason to doubt his evidence on this aspect. Now although Mr Holtzman deposed that he considered them collectively, his oral evidence in respect of the first of those documents, being the Stapylton email 3 and the attached OreBind powerpoint presentation, was that “I don’t believe I have seen this before” and that he had not previously considered that document with attachment, let alone “collectively” with the other documents. Further, it would seem from his evidence that Mr Holtzman did not have a clear recollection of reading the Cable Sands documents together:
Yes. So what pulls them together is that they’ve got some relationship to a subject of interest to you?---Yes.
And in the Nalco folder, there would have been emails that didn’t just relate to OreBind presumably as well?---Yes. Yes.
So when you say you’re confident – sorry. When you say in 37, “I considered them all collectively,” you don’t have an actual recollection, do you, of a day when you sat in front of your computer and opened these three emails and read through one and then read through the other and then read through the third one, do you?---No. But because of the – the actual process, it stuck in my mind from the first time I was shown it, and then each time was just a refresher of that – that previous information.
Yes?---So they were all linked in my mind without needing to be – to relook at them, to sort of refresh my mind about what they referred to.
Yes. And that’s because you thought it was a new and interesting process that Nalco was talking to you about?---It was different to – to the normal usage of flocculants, yes.
Yes. And that development of knowledge in relation to that process was the same as the development of knowledge you would have had in relation to any of your other email folders and information you had been given in relation to whatever topics you had?---Potentially, yes.
1762 Second, none of the Cable Sands documents analysed individually disclosed all of the integers of any of the claims of the opposed applications.
1763 The first document, which I have defined as Stapylton email 3, is an email from Mr Gibbs dated 14 April 2002, in which Mr Gibbs repeatedly referred to “potential” benefits of the OreBind process, stated that Nalco had “been working on the process development now for some months now and are considering entering into a development arrangement with a customer to further develop the OREBIND process to it’s [sic] full potential of dry disposal”, and attached a powerpoint presentation containing photographs of trial work at Boral Stapylton. But neither the email nor the powerpoint presentation contained any detailed explanation of how the OreBind process worked. Indeed, Mr Gibbs wrote that: “The pictures will not mean a lot to others unless we have the opportunity to discuss with them what is happening.” Moreover, there is no or no clear disclosure of secondary dosing, the form of polymer added, the dose rate to be used, the appropriate mixing time, how co-disposal is to be achieved, or of any process step.
1764 The second document, which I have defined as the Bunbury trial report, is a laboratory report from Mr Stucken dated 28 May 2002. On its face the probative value of that document is obviously limited to say the least. In cross-examination, Mr Holtzman, who participated in the laboratory work described in that document, agreed that there was “no trial of a process. It was just a lab test”, the treated material “was never transferred to a disposal area”, no attempt was made to stack the treated material on top of other treated material, and no coarse tailings were added to the thickener underflow. Further, the laboratory work involved the following process steps:
Now, what happened in that test work was that you had a beaker, and you poured in some underflow, and you then apply the flocculant. And there were three or four beaker pours. And at the end of those beaker pores the treated material would sink to the bottom of the beaker. And all the water would sit on – and all the water will sit on top; is that correct?---Yes.
…
And then what happened was that the water from the beaker was manually removed. You discarded it?---Yes.
So that was the first step of dewatering the material in the beaker?---Yes.
1765 This bears little resemblance to the process taught by and claimed in the opposed applications.
1766 The third and fourth documents, which I have defined as the Wemen trial report and Wemen email 3, concern trial work undertaken at the Wemen mine. It is hard to see how any of these documents anticipate any of the claims of the opposed applications. For example, it is not explicitly revealed that the Wemen trial involved treating thickener underflow, there is no disclosure of a co-disposal process, and there is no disclosure of the addition of coarse particles.
1767 In summary, none of the Cable Sands documents considered separately disclosed all of the integers of any of the claims of the opposed applications. Indeed the best confirmation of this was given by Dr de Kretser in cross-examination:
Yes. What you’ve done is you’ve pulled little bits out of each document. You haven’t referred to every document with respect to every claim. Some documents – with respect to every integer. Some documents you have identified one integer; other documents, you’ve identified another integer?---Yes. That’s the case, yes.
1768 Third, even if all four documents are read collectively, they do not disclose all integers of any of the claims of the opposed applications in clear, unequivocal and unmistakeable terms such that a person skilled in the art would be able practically to apply the discovery without the necessity for further experimentation. As BASF points out, even the evidence of Mr Holtzman, who received three of the four documents, was that:
And obviously these three documents didn’t give you sufficient information to go and run a full scale plant operation using secondary dosing, did they?---No. No. Obviously not.
…
[Y]ou ultimately need to undertake trials to see if the process worked?---Yes.
And these emails certainly didn’t put you in a position where you could just go and implement the process at one of the mines?---No. There’s – no. There’s not a process there that would have worked for – for us in that situation.
1769 The documents did not enable Mr Holtzman to implement any process without undertaking further experiments. Indeed, Mr Holtzman subsequently undertook what he accepted to be “complicated and detailed and lengthy trial work”, at the Sandalwood Dam 1 trial from late October to early December 2002, and the Sandalwood Dam 2 trial from March to April 2003, to ascertain by such research whether the use of secondary dosing in conjunction with a co-disposal process would enable Cable Sands to effectively dispose of its tailings.
1770 I also agree with BASF that the evidence of Mr Holtzman concerning the trial work undertaken immediately before and after the priority date is to be preferred over the evidence of Dr de Kretser, who asserted with an unconvincing air that these documents “would readily enable” a person skilled in the art to “achieve the outcomes resulting from the process” and contained “sufficient engineering data to perform the process”. Indeed, this is particularly so when it is pointed out that Dr de Kretser was concerned with the sufficiency of the disclosure made by seven documents viewed collectively, not just the four Cable Sands documents. As BASF points out, Dr de Kretser confirmed that this was the approach he adopted:
Now, Doctor, do I understand that the process here was that you were given seven documents, including the Holtzman affidavit?---That’s correct.
And, knowing the patent, you then looked through those seven documents to see if you could find, in any one or more of them, an integer of any of the claims?---Yes.
1771 So even if I were to accept the evidence of Dr de Kretser, it would merely establish that a mosaic of seven documents anticipated some of the claims of the opposed applications. But that is not of course SNF’s case.
1772 Generally, I accept the evidence of Dr Farrow that the Cable Sands documents do not “describe or provide a clear technical outline”, do not provide any engineering data, do not indicate what steps (or sequence of steps) should be undertaken, only provide “general commentary”, do not provide “a coherent description of any particular process”, and do not “disclose a process for achieving rigidification”.
1773 In summary, the Cable Sands documents do not, collectively, “‘enable’ the notional person skilled in the art at once to perceive, to understand, and to be able practically to apply the discovery, without the need to carry out further experiments in order to arrive at that point” (Insta Image Pty Ltd v KD Kanopy Australasia Pty Ltd (2008) 239 FCR 117 at [124]).
1774 Fourth, SNF has failed to establish that whatever information was disclosed by the four documents was “publicly available” within the meaning of s 7(1).
1775 It is trite to observe that to be “publicly available”, a prior disclosure whether by way of publication or use must occur in circumstances where the persons to whom the relevant disclosure was made were not subject to any duty of confidence whether contractual or equitable restricting disclosure (Delnorth Pty Ltd v Dura-Post (Aust) Pty Ltd (2008) 78 IPR 463 at [73] to [76]). In terms of when equity may imply an obligation of confidence, as Finn J discussed in Australian Medic-Care Company Ltd v Hamilton Pharmaceutical Pty Ltd (2009) 261 ALR 501 at [636] and [637] there are two tests. First, to use the words of Megarry J, are the “circumstances…such that any reasonable person standing in the shoes of the recipient of the information would have realised [upon] reasonable grounds [that] the information was being given in confidence?” Second, alternatively, has “confidential information been imparted for what was known, or ought reasonably to have been known, to be only for a particular purpose? If it has, its use must be limited to that purpose”. I have said “alternatively”, but satisfying the latter may satisfy the former.
1776 SNF has failed to prove that whatever information was disclosed by the Cable Sands documents was “publicly available” within the meaning of s 7(1).
1777 Now the only direct evidence adduced by SNF regarding these documents was the affidavit of Mr Holtzman. The extent of his evidence was that “I do not recall being informed by Nalco that the Orebind Process was confidential, and do not recall being provided with or signing any confidentiality undertakings”. But that evidence does not of itself establish that the documents were publicly available. All that it establishes is that Mr Holtzman could not recall being told 15 or more years earlier that certain documents were confidential. That is hardly surprising. In my view that evidence is of limited probative value on this aspect.
1778 Indeed, to the extent that Mr Holtzman could recall anything in relation to confidentiality, his evidence suggested that he did not consider himself free to publicly disclose the documents he received from Nalco. Mr Holtzman stored those documents as “private files on [his] computer”.
1779 Further, Mr Schmidt gave the following related evidence under cross-examination:
MR SHAVIN: You will recall that Steve, in his email, raised, in the third-last paragraph, the question of secrecy, because of the risk that Ciba would be on site; do you recall we talked about this this morning?---Yes.
And what I want to suggest to you is that these documents make it plain that Nalco was claiming confidentiality, and asking if you can turn you mind again to what you did between 1999 and 2003, and whether your recollection may have been inaccurate or incomplete?---Personally, where I was working with my customers I had not had to go into any confidentiality agreements.
Yes?---Typically you find these things occurring in high value businesses with a lot of competition.
Yes?---People don’t want to go on site, do all the work, and then have the customer given all the information and give the business to the opposition. Typically that’s where I’ve seen these in the past. My experience at Mount Isa area, when I was up there – all my customers – we trusted each other.
Yes?---We had really good working relationships. We didn’t feel a need to be having to go into this type of stuff.
But you wouldn’t expect your customers to tell your competitors what you told them, would you?---Well, you wouldn’t expect them, because you would like to have mutual trust.
1780 It seems to me that such evidence harmoniously resonates with the likelihood that it was standard practice in the industry at the time that test work undertaken by flocculant companies and mine sites jointly testing and trialling new or changed processes and ideas would be treated as confidential.
1781 In my view, SNF has failed to establish that whatever relevant information was disclosed by the Cable Sands documents upon which it relies to assert anticipation, such information was “publicly available” within the meaning of s 7(1).
1782 In summary, SNF has failed to establish a lack of novelty.
CONCLUSION
1783 SNF has made out none of its grounds on the present appeals, namely, its grounds concerning lack of inventive step, secret use and lack of novelty. Accordingly, its appeals in each case will be dismissed with costs. The orders in each appeal that I propose to make appear at the outset to these reasons.
1784 Let me conclude with one final observation. The hearing of these appeals has not proceeded smoothly. The three weeks initially set aside for the hearing turned out to be inadequate. The hearing had to be adjourned over for a further week of evidence months later, and then further adjourned for several days of closing addresses. The substantial adjournments were necessary to accommodate the other significant commitments of counsel, witnesses and the Court. I make no criticism. It is what it is. But the sheer length, complexity and delays involved in these appeals does give cause to reflect on the following questions. Should appeals of this type be permitted to proceed as rehearings de novo allowing the parties to run any ground they like, whether raised before the delegate or not, and upon any evidence they choose, whether adduced or available to be adduced before the delegate or not? Or should they be permitted to proceed only upon the grounds and evidence led before the delegate with truly fresh evidence only being permitted in exceptional circumstances? Or should there be no appeal at all from the decision of the delegate, but only judicial review permitted demonstrating jurisdictional error? Or should there be an appeal for error of law only, and perhaps only with leave? Now these are policy questions, and legislative amendment would be necessary. But on any view it is not sufficient to tinker with the problem by fiddling with the standard of proof, which provided no real solution to deal with the length and complexity of what unfolded before me, notwithstanding the case management techniques available. But perhaps a more robust approach can be taken. One solution may be to put the parties on a chess clock to limit a hearing of the present type to 5 days rather than 5 weeks. And instead of 20 volumes of double-sided material as the standard length of a court book, this could be severely confined. Further, perhaps it is time for appellate courts to show some guidance in permitting short form reasons. Anyway, these reasons should not be further drawn out.
I certify that the preceding one thousand, seven hundred and eighty-four (1784) numbered paragraphs are a true copy of the Reasons for Judgment herein of the Honourable Justice Beach. |
Associate: