FEDERAL COURT OF AUSTRALIA
Siegwerk Australia Pty Ltd (in liquidation) v Nuplex Industries (Aust) Pty Ltd [2016] FCA 158
VID 339 of 2009 | ||
SIEGWERK AUSTRALIA PTY LTD (IN LIQUIDATION) Cross-Applicant | ||
AND: | NUPLEX INDUSTRIES (AUST) PTY LTD Cross-Respondent | |
DATE OF ORDER: | 29 February 2016 |
THE COURT ORDERS THAT:
1. The cross-applicant file and serve within 7 days of the date hereof short submissions (three pages only) and draft proposed orders to give effect to these reasons, including on the question of costs.
2. The cross-respondent file and serve within 7 days of the receipt of the cross-applicant's submissions, short submissions (three pages only) and draft proposed orders to give effect to these reasons, including on the question of costs.
3. Costs reserved.
Note: Entry of orders is dealt with in Rule 39.32 of the Federal Court Rules 2011.
BEACH J:
1 The hearing before me has involved the re-trial of a causation question under a cross-claim by Siegwerk Australia Pty Ltd (In Liquidation) (Siegwerk) against Nuplex Industries (Australia) Pty Ltd (Nuplex). This issue has required me to investigate the interface between contract law and the subtleties of polymer chemistry concerning the causal consequences of the supply by Nuplex to Siegwerk of an epoxy-phenolic resin not conforming to the contractual specification by reason of the substitution of the epoxy component.
2 Visy Packaging Pty Ltd (Visy) was the applicant in the principal claim. It manufactured tuna cans with ends that had ring-pull ends or "easy open ends" (EOEs). Siegwerk was the manufacturer of a lacquer, code 650814, that it supplied to Visy for Visy to use in the manufacture of such cans. The lacquer was applied to the internal surface of the cans and EOEs by Visy so as to provide a protective coating between the contents of the can and the internal can surface. This was intended to prevent degradation of the internal surface by the corrosive action of the contents. Nuplex supplied resin to Siegwerk to use in the manufacture of the lacquer. Once the cans were manufactured by Visy, the cans were supplied by Visy to Port Lincoln Tuna Processors Pty Ltd (PLTP), who filled the cans with varieties of tuna products using tuna supplied to it predominantly by Simplot Australia Pty Ltd (Simplot). The filled cans were then delivered back to Simplot, who sold them to distributors for supply to the retail market.
3 On 25 July 2004, internal corrosion was observed on the score line of the EOEs. Corrosion was detected after a minimum of four to six weeks of the cans being filled by PLTP. In some cases, the corrosion made its way from the inside of the can to the can exterior. When this occurred, the contents of the cans leaked and spilled out, spreading the corrosion to other cans. As a consequence, there were two product recalls by Simplot of its products from the retail market. These occurred in August 2004 and in January 2005. Initially the recalls were confined to tuna in zesty vinaigrette, but the recalls were then extended to tuna in brine as well as in lemon and cracked pepper.
4 Visy settled claims that were made against it by paying $6,105,786 to Simplot and $1,630,000 to PLTP. Visy then sued Siegwerk. In August 2010, Siegwerk settled the claim made against it by Visy for $2,250,000. It has sought to recover that sum from Nuplex under its cross-claim against Nuplex.
5 Siegwerk's claim against Nuplex has been for breach of contract, being a toll manufacturing and supply agreement dated 30 June 1999 (tolling agreement). It is alleged that the resin supplied by Nuplex to Siegwerk did not conform to the contractual specification and was a or the cause of the corrosion. The tolling agreement was "designed to foster a long term trading relationship, based on mutual trust and co-operation" as is stipulated on its face. Terms of the tolling agreement provided, inter alia, that:
(a) Nuplex would manufacture and sell the Products (being the relevant resin) in compliance with the agreed specifications;
(b) Nuplex would not change, alter or modify the composition of the Products without prior written agreement from Siegwerk;
(c) Nuplex warranted that the Products would be manufactured in accordance with the agreed specifications and would promptly notify Siegwerk and give it full particulars of any breach of which it became aware.
6 Under the tolling agreement, an epoxy-phenolic resin, designated as 3490EP, required for the formulation of the lacquer was the product to be supplied by Nuplex to Siegwerk. Siegwerk then mixed the 3490EP with six additional ingredients to produce the lacquer for Visy, code 650814. 3490EP made up approximately 93% of the lacquer. Pursuant to formulation and process instructions provided by Siegwerk to Nuplex, 30% of the 3490EP formula was to be the epoxy resin, DER669E. The instructions stated: "DER669E must be sourced from DOW (Germany)". The instructions had been changed in May 2000 to emphasise the requirement that the supplies of DER669E had to be sourced from Germany. The change was apparently made because companies such as Dow often supply products from more than one location, and manufacturing processes could differ between plants.
7 An epoxy resin is a polymer consisting of macromolecules each containing epoxide groups. An epoxide group is a form of cyclic ether. Simplistically, an oxygen atom is joined to two carbon atoms (each a part of an alkyl group) in an equilateral triangle. The backbone for each macromolecule is a hydrocarbon chain consisting of a number of repeating units (small molecules) known as monomers. These macromolecules are created by the process of polymerisation, which process may occur naturally (although not usually for an epoxy resin) or synthetically, involving the joining of the monomers by covalent bonding (to be distinguished from both ionic bonding and hydrogen bonding, the latter involving lesser and different electrostatic interactions than ionic bonding). Each chain (itself a macromolecule) may be of variable length depending upon the number of monomers joined together. Macromolecule chains may be linked together end to end or "linearly" to form a longer chain or "laterally" so that two chains are what are described as "cross-linked", usually through hydrogen bonding or covalent bonding. A macromolecule chain may have one "line" of monomer units or may be a "line" with various branches (forks) of the monomer units; the descriptions of "line" or "linearly" are not completely accurate given the twisting and coiling in three dimensions. The length and three dimensional architecture of the polymer (the mixture of all macromolecules), including its propensity or capacity for cross-linking, will affect its physical properties such as melting and boiling temperatures, viscosity, impact resistance, chain mobility, strength, hardness, and so on. For ease of reference I will just use the term "polymer" to refer to these macromolecules singularly and collectively. An epoxy resin may be combined with other reactants, such as phenol, which may act as hardeners or curatives. The polymer (epoxy resin) in the present case had the following chemical structure (with the repeating monomer unit (n times) shown in brackets):

8 From June 2003 to February 2004, Nuplex supplied to Siegwerk 20 batches of 3490EP, 13 of which had been formulated using Epikote 1009 (Epikote) instead of DER669E. Epikote was an epoxy resin manufactured by Shell Chemical Co, rather than DOW.
9 On 6 April 2004, Nuplex asked Siegwerk whether Epikote could be used to refurbish stock by blending it with DER669E. Siegwerk responded that customer approval through trials on the manufacturing line and pack testing would need to be done to prove the fitness for use of Epikote. At this time, Nuplex did not say that it had been using and supplying Epikote during the period June 2003 to February 2004.
10 At the first trial of this matter before Gray J, Nuplex conceded that it had breached the tolling agreement by the substitution. But Gray J held that there was insufficient evidence to establish that the substitution was causally linked to the damage to the cans of tuna. On his analysis, the theory that the causal chain could be traced to a difference in molecular weights between Epikote and DER669E had not been established.
11 On appeal, the Full Court constituted by Perram, Dodds-Streeton and Robertson JJ ((2013) 305 ALR 412) set aside Gray J's decision and ordered a new trial on the sole issue of whether the substitution of Epikote for DER669E caused the corrosion in the cans. I have conducted that retrial. The Full Court did not impose any restraints on how I was to conduct that retrial. I have reached the same ultimate conclusion as Gray J but on the evidence adduced before me, including evidence adduced before Gray J that was retendered before me. But it must be said that the parties' analysis and the expert evidence on the retrial has been considerably more sophisticated than it was in the original trial.
12 It is convenient to divide the analysis into the following sections:
(a) Background facts ([13] to [25]);
(b) Siegwerk's case thesis ([26] to [64]);
(c) Legal principles ([65] to [88]) including:
General principles of causation in contract law;
The nature of the contract;
The "onus of exculpation";
Expert evidence;
Causation in a circumstantial case;
(d) Evidence relevant to circumstantial case ([89] to [191]);
(e) Analysis of circumstantial case ([192] to [223]);
(f) The parties' experts ([224] to [242]);
(g) Scientific concepts ([243] to [270]);
(h) The scientific questions ([271] to [382]);
(i) The scientific literature ([383] to [447]);
(j) Conclusions on scientific evidence ([448] to [452]);
(k) The combination of the circumstantial case and scientific evidence ([453] to [462]);
(l) The result ([463] to [464]).
Background facts
13 It is appropriate to set out further background primary facts contained in Siegwerk's evidence and submissions which for the most part were not in dispute and in any event have been established.
14 A standard practice in the can manufacturing industry employed by Visy was to undertake a program of testing and approval to any product offered by one of its suppliers before that product was incorporated into a process of manufacture of Visy's cans. Following the testing and approval processes, any subsequent formulation of the product needed to comply with the sample provided for testing and approved by Visy and its customer, PLTP. Usually, any proposed departure from that approved specification would require that the parties undertake a test program of the new proposed specification.
15 In April 2000, Siegwerk provided Nuplex with the process instructions for the formulation of 3490EP; as I have explained earlier, these were changed in May 2000. From June to August 2000, Nuplex made trial batches of 3490EP. In May 2001, Nuplex made a first batch of 3490EP for use in Visy customer trials. In February 2002, Nuplex finalised its permanent production process for 3490EP. In 2001, Siegwerk began producing a lacquer using the code 650772. Both Visy and PLTP had variously run in-line production tests and pack trials of the sample lacquer. Interim approval for use of the lacquer was given in July 2001.
16 In April 2002, Siegwerk was given the formulation for a new lacquer 650814, to replace lacquer 650772. The new formulation differed from lacquer 650772 in that it changed the aluminium paste component from Metana Superfine to Silveral 7NL. There was an issue before me as to whether the aluminium paste influenced the performance of the coating. I will return to this later. Siegwerk went through a regime of customer approval including supplying samples of the coating for testing and approval by Visy and PLTP. Approval of lacquer 650814 was given for use on can bodies in June/July 2003. In September 2003, Visy commenced commercial production of cans using lacquer 650814 on can bodies.
17 Until October 2003, Visy also used a lacquer supplied by PPG Industries Australia Pty Ltd (PPG) on its EOEs. In October 2003, Visy commenced commercial production of cans using lacquer 650814 on both can bodies and EOEs, and ceased using the PPG lacquer from that time.
18 Visy manufactured its EOEs at its processing plant in Coburg. The internal surfaces of the EOEs were given two coats of lacquer. The EOEs had a score line which was to allow more easily for the opening of the can by manipulating a tab that was riveted on to the face of the EOEs. The score line was stamped out using a 100 tonne score tool press and an anvil. Once the score line had been stamped, the tab or ring pull was affixed. Visy assigned a specific can code to the entire quantity of EOEs produced in any run.
19 Visy did not maintain stocks of the lacquer to be applied to its cans and EOEs. Visy placed orders for the lacquer from Siegwerk on an "as required" basis, with delivery taking place as soon as possible after the orders were placed. Visy rotated its stock of lacquer on a "first-in first-out" basis. Apparently, Visy used the drums of lacquer usually within a few weeks of delivery by Siegwerk. The lacquer was supplied to Visy in 200 litre drums. Each drum had a batch number. In sequential order (first-in first-out), the drum contents were poured into a holding tank that had a storage capacity of about 100 litres. Visy kept this tank filled at no less than 40 litres. Once the holding tank had fallen to that level it would be topped up with more lacquer. The consequence was that lacquer from different drums became mixed together. Consequently, by using drums in sequential order, Visy mixed compliant lacquer with what has now been established as non-compliant lacquer and applied it to the cans and EOEs.
20 From June 2003 to February 2004, Nuplex substituted Epikote for DER669E in 13 of 20 batches of 3490EP that it supplied to Siegwerk in that period.
21 After corrosion of the cans coated with lacquer 650814 was first discovered in July 2004, Visy, Siegwerk and PLTP undertook directly or indirectly a number of investigations. From August 2004, Visy identified:
(a) the can codes of batches that were thought to be suspect;
(b) batch numbers of the lacquer 650814 that had been poured into the holding tank when those EOEs had been coated;
(c) the date on which the two coatings of lacquer had been applied by Visy.
22 In September 2004 and during the course of those investigations, Siegwerk sent an email to Visy that identified certain batch numbers of 3490EP used to formulate batches of lacquer 650814 that had been applied in coatings of cans considered to be suspect. At the time, Siegwerk assumed that Nuplex had complied with the process instructions and used the specified ingredients when formulating batches of 3490EP. The fact of substitution was not revealed until May 2010.
23 The investigations and reports obtained by Visy, Siegwerk and PLTP included the following:
(a) First, an analysis of the tuna and vinaigrette that had been filled in the cans in 2004 found that the level and type of acid in the contents of the cans was satisfactory and typical of that found in the tuna in vinaigrette products.
(b) Second, there was an analysis of the manufacturing and coating quality control records at Visy. The purpose was to examine whether Visy had manufactured the cans to specification and had applied the correct film weights. The analysis apparently confirmed that manufacturing had occurred at Visy in accordance with its specifications.
(c) Third, there was what Siegwerk described as a root cause analysis to assess whether the tooling used to "stamp out" the EOEs was defective. The analysis apparently concluded that there was no physical evidence discovered in the tooling system for the conversion system to be the cause of the corrosion problem. Further, the coating tests apparently showed that the Siegwerk lacquer demonstrated evidence of the coating breakdown under the score line of a significant nature. I note at this point that Mr Hnilo stated in his report that he was not a lacquer or coating expert and the test conducted on the old vs new lacquer by itself proved nothing.
(d) Fourth, trials were conducted in which the cans were filled and then subjected to accelerated testing under standard storage conditions and evaluated after three months' and six months' storage. The trials showed that a number of Siegwerk coated EOEs leaked from the score region after six months' storage.
24 According to Siegwerk, these investigations were supportive of its causation thesis advanced before me.
25 It was accepted by the parties that Epikote was used in, inter alia, the following batches of 3490EP (as set out in the table):
Suspect Cans (Can Code) | Coating dates by Visy | Siegwerk Lacquer Batch Number | Date Received by Siegwerk (Nuplex Delivery docket) | Nuplex 3490EP Batch Number | Ingredient of 3490EP |
4009 | 5 December 2003 | 590112 | 1 October 2003 | 309024 | Epikote |
4022 | 5 December 2003 | 590112 | 1 October 2003 | 309024 | Epikote |
4043 | 5 December 2003 | 590112 | 1 October 2003 | 309024 | Epikote |
4062 | 21 January 2004 | 594406 | 16 December 2003 | 311034 | Epikote |
4082 | 4 February 2004 | 597954 | 19 January 2004 | 401011 | Epikote |
4086 | 21 January 2004 | 594406 | 16 December 2003 | 311034 | Epikote |
Siegwerk's case thesis
26 Mr Anthony Kelly QC for Siegwerk has presented a sophisticated argument for causation relying upon both a circumstantial case and on scientific evidence in the field of polymer chemistry. But I should say at this point that neither aspect of Siegwerk's case has discharged its onus of establishing causation. Further, even treating both aspects of its case together, with one aspect said to fortify the other and vice versa, I am still not satisfied that Siegwerk has discharged its onus. Let me also make one other point clear given the problematic nature of the scientific evidence and the equivocacy of the interpretation of the facts said to support the circumstantial case. I am not making a definitive finding that the substitution was not a or the cause. Rather, my conclusion is that Siegwerk has not shown on the balance of probabilities that the substitution was a or the cause of the relevant damage to the cans. In other words, I am not finding one way or the other whether the substitution was a or the cause. I do not need to declare a state of objective reality on causation. Rather, Siegwerk has not established its causation thesis on the balance of probabilities. Let me elaborate on Siegwerk's thesis in its two complementary dimensions.
(a) Circumstantial case
27 As to its circumstantial case, it has identified the following central features, which when taken together give rise so it is said to a reasonable and definite inference of causation.
28 First, Visy, PLTP and Siegwerk conducted trials of lacquer formulated with 650814. Those trials demonstrated that the lacquer did perform to a satisfactory standard. Siegwerk has particularly referred to Test Pack 659 that it says confirmed that 650814 continued to perform to a satisfactory standard after 18 months' storage at 38°C. But as I will explain later, there is an issue concerning the absence of testing on ends and whether the testing generally was comprehensive on that aspect.
29 Second, DER669E made up 30% of EP3490, which made up 93% of the lacquer.
30 Third, there had been no experience of failure of the lacquers formulated by PPG or Siegwerk respectively that 650814 had replaced. It says that the lacquer 650814 was to be identical to the PPG lacquer. I note that lacquer 650814 was not identical. Moreover, I note that some PPG lacquer failed in filling trials.
31 Fourth, cans coated with the lacquer and filled by PLTP with tuna products failed by corrosion through the score line within weeks of being filled.
32 Fifth, the lacquer formulated with Epikote was used to coat cans in the period that immediately preceded the corrosion. Certain batches of lacquer formulated using Epikote were identified during the course of those investigations and were traced back to the cans filled by PLTP. I note though that cans using DER669E also failed.
33 Sixth, the collaborative investigations undertaken by Visy, Siegwerk, PLTP and Simplot were said to have "comprehensively identified and excluded" all other modes of failure. That description is exaggerated. But at this point I am just setting out Siegwerk's thesis.
34 Seventh, Siegwerk would not have supplied lacquer to Visy for use by PLTP and that lacquer would not have been applied to EOEs unless and until that lacquer had been proved to perform to a satisfactory standard under accepted storage conditions. I note that such a proposition does not directly establish causation.
35 Eighth, it is said that treating the commercial use and application of lacquer that had been formulated with Epikote as a proxy for standard industry testing conditions, the lacquer failed comprehensively from corrosion. It would have been rejected.
36 Ninth, post recall tests conducted by Visy, PLTP and Siegwerk using a wide range of 650814 lacquer from retained samples showed that corrosion occurred. But as I have noted, cans using DER669E also failed.
37 Tenth, it is said that Nuplex has not discharged the "onus of exculpation" that it bears to establish that the corrosion would have occurred in any event. I should say now that I reject the concept of an "onus of exculpation". Nor, it is said, has Nuplex disentangled the multitude of causative factors from its breach. But the premise for that argument also fails as it has not been established that this is a multiple causes case, with one of the causes being linked to Nuplex's breach of the tolling agreement.
38 Generally, Siegwerk has contended that on the combined weight of the whole of the circumstances, it is demonstrated that EOEs coated with lacquer containing Epikote failed from corrosion.
(b) Scientific case
39 Siegwerk has also put its case based upon scientific evidence, which it says fortifies its circumstantial case. It asserts that such evidence establishes that as a matter of polymer chemistry, substitution caused the corrosion of the cans. Polymer chemistry is a subset of organic chemistry, the latter ranking with physical chemistry and inorganic chemistry as the three main disciplines of chemistry with physical chemistry being the most fundamental.
40 First, the experts agreed, and I accept, that the cans failed because there was a loss of integrity (cracking) of the epoxy-phenolic coating (lacquer) on the inside of the cans under the score line of the EOEs that allowed the contents of the cans to come into contact with the steel of the cans. So, internal corrosion of the EOEs was the failure mechanism.
41 Second, it was agreed, and I accept, that when making 3490EP for Siegwerk, Nuplex substituted the resin Epikote for DER669E in various batches of resin (see the schedule being exhibit N4). Siegwerk has contended that differences in the properties of these two resins included that:
(a) the molecular weight of DER669E was higher than the molecular weight of Epikote;
(b) DER669E contained a greater proportion of high molecular weight chains;
(c) DER669E had a broader molecular weight distribution;
(d) the epoxy equivalent weight (EEW) of DER669E was higher than the EEW of Epikote; and
(e) the glass transition temperature (Tg) of DER669E was higher than the Tg of Epikote.
42 Third, Siegwerk has contended that the consequence of these differences in the properties of the epoxy resins was that if DER669E was used as an ingredient in formulating a lacquer, the formulator was able to produce a more flexible coating whilst using less cross-linker. Siegwerk's proposition tied to the amount or ratio of cross-linker is a technical issue that I will address later. I will also return to the question of physical differences when I later discuss relevant distribution curves for the spread of molecular weights.
43 Let me elaborate on the concept of "flexibility" at this point. The experts agreed, and I accept, that during the scoring process the can coating is subjected to a variety of stresses being tensile stresses, compressive stresses, flexural stresses and shear stresses. Greater flexibility enables the coating to withstand some of these stresses. It has been suggested that "formability" is a better word to use when describing the ability of the can coating to withstand all of these stresses as well as having the appropriate adhesive properties. In these reasons, I will use the term "flexibility", but to be taken to encompass the capacity to deal with all such stresses. I will deal with adhesive properties separately.
44 Siegwerk has contended that it is well-known in the coatings industry that higher molecular weight epoxies impart greater flexibility to cross-linked coating films than lower molecular weight epoxies. It is said that there is a broad understanding in materials science that the higher the molecular weight of the epoxy resin before cure, the higher the flexibility after cure (with appropriate cross-linker levels and with other factors being equal). It is said that equally, the published literature and polymer chemistry theory all indicate that a decrease in molecular weight gives poorer flexibility in the situation under consideration.
45 Generally, Siegwerk has contended that the presence of higher molecular weight epoxy chains is of particular importance because:
(a) it improves flexibility;
(b) it improves adhesion and allows elastically effective chains during the cross-linking to be formed;
(c) it improves the elastic effectiveness of the chains;
(d) it provides for more flexible epoxy films;
(e) it serves to widen the window of operability of the epoxy-phenolic coating system;
(f) it makes the coating less susceptible to stress corrosion cracking;
(g) it generates entangling, thus allowing the formulator to use less cross-linker so as to achieve the same level of flexibility; and
(h) it increases strength and toughness properties.
46 More specifically, it is said by Siegwerk that the higher Mw and Mz (I will explain these and other variables referred to in this section later) of DER669E made it much more suitable for Visy's can coating requirements and that substituting Epikote resulted in a less flexible and less fabricable coating film, and moved the coating to the edge of the "window of operability and beyond". I note that the expert report of Dr Frank Jones of 12 November 2014 used the language of "sometimes beyond".
47 Further, the Tg of DER669E was higher than the Tg of Epikote. The value Tg measures the mobility of the polymer segments and more particularly how readily the polymer segments can follow the rate of deformation. All else being equal, Siegwerk contended that a lower Tg results in a looser structure and a loss of mechanical strength, yield stress, and less toughness.
48 Fourth, Siegwerk has contended that because the formulator of a coating that had DER669E as an ingredient would have been able to produce a more flexible coating whilst using less cross-linker, there would have been more hydroxyls left over to provide for better adhesion of the coating. Its thesis was as follows. Generally speaking, a larger number of higher molecular weight molecules improves flexibility and adhesion in can coatings. As the resin molecular weight goes up, the number of repeating units is increased. Every repeating unit contains a hydroxyl; I should note that the descriptions "hydroxyl" and "hydroxy" are used interchangeably in the field, but I am content to adopt the former as the experts have done in this case. All the hydroxyls are used either for crosslinking or for adhesion to the container surface via hydrogen bonding. The longer the chain, the more hydroxyls are available for crosslinking and adhesion. Higher Mw epoxy molecules have a greater number of hydroxyl groups on the longer chains. The higher thermal properties of the longer chain and the greater number of hydroxyls also allows for the use of less cross-linker for corrosion protection, leaving more hydroxyls to provide better adhesion. In the present case Siegwerk contends that there was on average a difference of about 6.6 hydroxyls per chain between the two resins. This entailed, so it was said on the arithmetic (which I will pass by), that for every ten polymer chains of DER669E, it would take 11 chains of the Epikote to have the same number of hydroxyls. Although one ends up with the same amount of hydroxyls, in the case of the Epikote it had shorter chains with fewer (about 10% fewer) hydroxyls, leaving a 10% less chance of having the correct cross-linked density and the correct adhesion for the system if one resin was changed for the other. If there were fewer hydroxyl groups to use for cross-linking or for adhesion and the ratio of cross-linking agent was kept the same, then the properties of the epoxy, either as a cross-linker or to adhere, were reduced.
49 Fifth, Siegwerk referred to tests that were conducted by Nuplex using free-standing films that it had prepared from 3490EP intermediate. Nuplex's results showed that the films made from DER669E had:
(a) a lower sol fraction than the films made from Epikote;
(b) a higher cross-link density than the films made from Epikote; and
(c) a lower Mc than the films made from Epikote.
50 But Siegwerk asserted that the value of Nuplex's results was limited. I will return to this later.
51 Sixth, Siegwerk contended that in any event even if the results of the film testing were valid, when taken together with the earlier test results that measured the molecular weight of the respective epoxy resin samples, they demonstrated that there was a difference in the cross-linking ability of DER669E and Epikote and that the substitution of Epikote for DER669E would have upset a formulation that was optimised for maximum flexibility and adhesion. Siegwerk elaborated on this aspect in the following terms.
52 It was said that the higher Mc of Epikote reflected the reduced cross-linking capacity in the Epikote resin. It was said to be reasonable to assume that the 3490EP recipe was formulated for optimal flexibility and that it was highly unlikely the Mc was not at the appropriate level required for optimal flexibility and that substitution with Epikote, with its short molecule fractions and absence of high molecule fractions, would just happen to bring Mc to its optimal value. In addition, by causing cross-link density to go down and Mc to go up, it was said that Nuplex introduced more defects into the network structure, being undesirable ends and wasted cross-links i.e. cross-links that were too close together to be effective.
53 Further, Siegwerk said that a can coating formulator must balance conflicting properties such as flexibility (favoured by high Mc), hardness (favoured by low Mc), resistance to steam and hot fish oils and acids (favoured by low Mc), and an ability to slide through track work during the filling process (favoured by low Mc). It was asserted that a coating with an Mc that is too high would be far too soft and would have inadequate resistances; the support for this proposition is problematic in its generality. So, Siegwerk asserted, whilst in theory a higher Mc might translate to higher flexibility, the optimisation of the cross-linking for formability remained most important.
54 Further, it was said that a successful epoxy can coating film depends not only on flexibility but also on adhesion, toughness and other factors. Adhesion and flexibility are both important for coating formulation, and the combination of the two "needs to be right". Further, an under cross-linked coating can have a high Mc but not be very tough. With epoxy resins, under cross-linking can lead to the material becoming weak and brittle, assuming some of the attributes of the uncross-linked epoxy. An example was the under cross-linked films studied by Nuplex which were bendable but fractured readily under tensile stress.
55 Generally, it was said that optimisation of a coating formulation is always dealing with multiple parameters that need to be on an acceptable level. More cross-linker produces a harder film, and the lower the leachables, the better the solvency. But there is a point where flexibility suffers. An optimised formulation is not an optimum for all parameters. It is always a compromise that is manageable towards all critical parameters.
56 It was said that for a given resin, the coating flexibility varies with changes in cross-linker level. An optimum cross-linker level must be determined for maximum flexibility. If a cross-linker level is too low or too high, it can reduce coating flexibility for a given resin. It was said that the generally accepted trend that coating flexibility increases with epoxy molecular weight is true if one uses the optimum cross-linker level for each resin.
57 In summary, it was said that whilst substitution of Epikote for DER669E increased Mc, it probably would have increased it out of the range for optimum performance. Substitution of Epikote into the Siegwerk formula it is said upset the "carefully established balance" of molecular weight and cross-linker, thus compromising film properties including flexibility. It is said that the lacquer formula was "very carefully optimised" to have the right amount of cross-linker for DER669E and because of its higher molecular weight, DER669E was more capable of entanglement and therefore required less cross-linker.
58 Siegwerk also emphasised that relatively small changes in formulation could have large effects on the effective cross-link density. In addition, small changes in effective cross-link density could have large effects on coating performance.
59 Seventh, Siegwerk asserted that resins of the type in question (type-9) made from different manufacturers were not drop-in equivalents. Epoxy resins are broadly classed according to their molecular weight ranges, for example, types 4, 7 or 9. More specifically it was said that Epikote was not a drop-in equivalent for or interchangeable with DER669E even though they were both type-9 resins. There were physical property differences between them, they historically did not perform the same in coatings and they were not interchangeable. It was said that resins that may bear similarities in physical and chemical properties may still not be equivalent in high performance coatings applications. It was said that this is the reason why specific resins are stipulated in coating formulations. Specifying the resin and conditions of use in particular formulations reduces the risk of coating failure.
60 More particularly, it was said that type-9 epoxies are not directly interchangeable in high performance can coating formulations because in-service performance cannot be predicted without performing a full side-by-side investigation. But to accept such a proposition does not in and of itself establish Siegwerk's causation case although I accept that it is part of the matrix of evidence and inferences to be drawn therefrom to consider. What it may show is an increase in risk from the substitution. But an increase in risk of itself does not establish causation as I will discuss later.
61 Relatedly, Siegwerk contended that even if their physical properties and analytical chemistry suggested that Epikote and DER669E were equivalent, their equivalency and qualification in coating performance cannot be established without pack testing. In the can coating industry, any substitution of an epoxy resin had to be approved and tested. In the absence of pack-testing, it was said that the assumption "must be" that the substituted resin does not perform equivalently. It was said that the settled industry practice was that laboratory testing was only used to start a qualification process and that qualification is demonstrated or not by performance in actual use. But again, accepting for the moment such industry practice does not in and of itself establish causation, although it is part of the matrix of evidence to consider. Further, this "must be" assumption is merely a rhetorical pushing of the envelope. This is a characterisation, not a criticism.
62 Generally, and on the basis of the foregoing, Siegwerk said that the unauthorised substitution of Epikote for DER669E was a probable cause of the loss of integrity (cracking) of the epoxy-phenolic coating (lacquer) on the inside of the cans and the consequent corrosion of the tin plate. It was said to have led to the sporadic occurrence of brittle cracking on the underside of the EOE in that specific area corresponding to the underside of the score line. It was said that coatings for scored EOEs for tuna cans had to have exceptional flexibility along with many other required properties. It was said that the Siegwerk formula made with DER669E was formulated near the edge of its window of operability and that the measured differences between Epikote and DER669E were large enough to explain the observed failures in view of the small window of operability of the Siegwerk formula.
(c) General
63 For the detailed reasons that I have set out later, I am not satisfied that Siegwerk has made out its causation case on the balance of probabilities either as to its circumstantial case or on the science or considering both together.
64 But before descending into the detail of the evidence, some of which is not straightforward, it is appropriate to set out the legal framework within which the forensic analysis is to be addressed.
LEGAL PRINCIPLES
(a) General principles of causation in contract law
65 Siegwerk must show that the damage to the cans and the consequent loss suffered resulted from Nuplex's breach of the tolling agreement (Reg. Glass Pty Ltd v Rivers Locking Systems Pty Ltd (1968) 120 CLR 516 at 523 per Barwick CJ, McTiernan and Menzies JJ). It is sufficient that the breach causally contributed to the loss (Norton Australia Pty Ltd v Streets Ice Cream Pty Ltd (1968) 120 CLR 635 at 643 per Barwick CJ; Monarch Steamship Co Ltd v Karlshamns Oljefabriker (A/B) [1949] AC 196 at 232 per Lord du Parcq; Wenham v Ella (1972) 127 CLR 454 at 466 per Walsh J; Alexander v Cambridge Credit Corporation Ltd (1987) 9 NSWLR 310 at 351 per McHugh JA).
66 Factual causation is generally resolved through an application of the "but for" test. The "but for" test entails a determination on the balance of probabilities that the particular harm that in fact occurred would not have occurred absent the conduct of the party in breach. The question is whether a particular act or condition was one of the conditions or relations necessary to complete the set of conditions which represent the cause posited. This is the basis of the "but for" test of causation. But the "but for" test is not the exclusive test of factual causation.
67 Further, it is not enough to demonstrate that Nuplex's breach of the tolling agreement materially increased the risk of harm or loss. The breach must be the or a cause including a material contribution. Nevertheless, a breach causing a material increase in risk may provide, together with other circumstances, a foundation for inferring causation, including a material contribution to the loss, in the absence of any sufficient reason to the contrary.
68 Further, it is irrelevant to inquire whether the breach was the dominant, effective or real cause of the loss. If the evidence is suggestive of multiple causes, the inquiry to be made is whether the breach was a cause of the loss.
69 It has been said that the question whether a breach of contract has caused a loss is a question of fact applying common sense principles. It is said that the common law applies the ordinary man's notion of causation instead of theories espoused by philosophers and scientists. Clearly, the object of the common law theory of causation is not the same as that of a philosophical or scientific inquiry into causation. But the conceptually elusive if not inutile phrase "common sense", when discussing questions of causation in the present context, adds little to the problem solving task.
70 Before proceeding further, it is necessary to be clear about the following three different levels of analysis that need to be undertaken:
(a) First, what is the context within which and why is the question of causation being posed? In the present context what is being addressed is an alleged breach of contract, and particularly whether the relevant product met the contractual standard. What is then being considered is whether that breach was a or the cause of the relevant damage or loss. So, the lens through which causation is to be assessed starts from the proper identification of the relevant perspective for why the inquiry is being undertaken. The perspective from which causation is then to be addressed is not some diffuse or decontextualised inquiry. The lens through which causation is to be assessed must identify the act, omission, state of affairs or circumstance said to constitute the breach of the relevant normative standard. That identification is not to be described in the language of "common sense". Further, questions of causation require identification of the particular harm that was suffered. Identification of the damage sustained by a claimant will assist in identifying the acts or omissions that were its cause (Hunt & Hunt Lawyers v Mitchell Morgan Nominees Pty Ltd (2013) 247 CLR 613 at [43] to [57] per French CJ, Hayne and Kiefel JJ).
(b) Second, once that contextual lens has been identified, the question then arises as to whether factual causation has been established in terms of the usual "but for" or necessary condition test by reference to linking the act, omission, state of affairs or circumstance referred to in subparagraph (a) with the alleged damage or loss. But even here, to use the vernacular of "common sense" is conceptually unhelpful in a case involving forensic complexity. Moreover, it is otiose in a case where the facts are simple and factual causation obvious.
(c) Third, once that factual question has been analysed, the legal question arises, if factual causation has been established, as to whether the relevant party should be held legally responsible for that loss or damage. Alternatively expressed, is the damage within the relevant scope of liability? But this is a legal question depending in part upon the nature of both the breach and the damage alleged. It is difficult to see how the vernacular of "common sense" has utility for this third level of analysis. One is not talking of the common sense of the layman. Moreover, one is not truly talking of the "common sense" of the lawyer, but rather a conceptual and evaluative legal question upon which reasonable minds might differ. Indeed, lawyers have struggled with this conceptual question and have sought refuge in adjectives such as "direct", "natural and probable", "direct and natural", "proximate", "real effective" and so on to categorise potential cause(s) to address the legal question. And even where they have agreed on the label, differences have arisen in their application. Further, other problems have arisen with scenarios that have had to deal with concurrent sufficient causes, causes that are neither necessary nor sufficient conditions with or without other elements, and novus actus interveniens questions. March v E & M H Stramare Pty Ltd (1991) 171 CLR 506 at 515 per Mason CJ is authority for a common sense test or a common sense value judgment, but it was a tort case not a contract case. The value of such a test in my context may be doubted (cf Allianz Australia Insurance Ltd v GSF Australia Pty Ltd (2005) 221 CLR 568 at [97] to [98] per Gummow, Hayne and Heydon JJ and Travel Compensation Fund v Tambree (2005) 224 CLR 627 at [45] per Gummow and Hayne JJ). Nevertheless, I have applied a common sense test. Finally, on one view, this third level of analysis is not a causation question at all, but rather a legal responsibility question once factual causation has been answered (the second level of analysis) through the relevant lens (the first level of analysis). It has been suggested that the substantive meaning of causation has been inappropriately comingled with this latter question of legal responsibility or the associated phrase "scope of liability", as the observations of Edelman J writing extra-judicially in "Unnecessary Causation" (2015) 89 ALJ 20 and Professor Jane Stapleton in "Cause-in-Fact and the Scope of Liability for Consequences" (2003) 119 LQR 388 explain. Their views may be said to resonate with those of working trial judges mining facts from the coal face of forensic inquiry.
71 There are several other preliminary observations that should be made.
72 First, one can understand some jurists using the language of "common sense". If one was instructing a jury, such simplistic language has an attraction. Further, many scenarios involving causation are straightforward with the answer being intuitively clear without further factual reflection at least.
73 Second, some jurists are understandably keen by the use of the vernacular of "common sense" to distinguish the lawyer's use and context of causation from that of the scientist or the philosopher. But to so distinguish does not entail that the only contrast is with a "common sense" test. Moreover, although that distinction from other fields of discourse is correct when looking at the first and third levels of analysis referred to above, the line is not so brightly drawn for the second level of analysis, where concepts from one context can assist in the conceptualisation of another.
(b) The nature of the contract
74 Where a party breaches a contract by defective or inadequate performance, the circumstances which render the performance defective or inadequate are an integral part of the breach. They form part of the starting point for the analysis of causation (Ramsey v Annesley College [2013] SASC 72 at [434] per Blue J).
75 More generally, the selection of the relevant cause will vary with the nature of the contract, the nature of the breach and the damage suffered. The scope of a defendant's legal responsibility for loss caused by a breach of contract is to be assessed by analysing what it promised to achieve (Chand v Commonwealth Bank of Australia [2014] NSWSC 708 at [293] per Robb J). Further, the question of causation is to be informed by the context in which the contract was made, which may reinforce rather than attenuate a conclusion of causation (Programmed Total Marine Services Pty Ltd v Ship Hako Endeavour (2014) 229 FCR 563 at [14] and [15] per Allsop CJ).
76 In relation to the contractual arrangements between Siegwerk and Nuplex, the following may be noted:
(a) The tolling agreement provided as a preamble that it was "designed to foster a long term trading relationship, based on mutual trust and co-operation".
(b) The term of the tolling agreement was for five years and was thereafter to continue terminable upon six months' notice (clause 1).
(c) The coating resin to be supplied by Nuplex had to be "on the terms contained in this Agreement" (clause 2) and "in compliance with the agreed specifications" (clause 7.1). There were relevant definitions (clause 61). "Agreed Specification" was defined to mean:
"those in-process tests and result ranges, finished product tests and result ranges, and relevant application tests and performance criteria as agreed between the parties from time to time".
The definition of "Products" was:
"the products listed in Schedule 1 as may be amended from time to time being Resins and Varnishes made in accordance with the agreed specifications".
(d) More specifically, clauses 14 and 15 provided:
"14 SICPA shall provide to Nuplex from time to time specifications to which both parties will agree the parameters to which Products must be made.
15 Nuplex shall manufacture and sell the Products in compliance with the agreed specifications".
(e) Clause 25 provided that Siegwerk had the right to inspect Products and to not accept or reject Products for non-conformity with the agreed specifications.
(f) Clause 32 provided that:
"Nuplex must not change, modify nor alter the composition of the Products without prior written agreement from SICPA".
See also clauses 33 to 35.
(g) Under clause 36.2, Nuplex warranted that the Products would be "manufactured in accordance with the agreed specifications as determined from time to time". Nuplex gave a corresponding indemnity for breach of that warranty (clause 37); see also clause 38.
(h) It is accepted that the applicable specifications were those contained in a document headed "Process Instructions for Nuplex" issued on 10 May 2000 which provided for the SICPA Code: 3490 EP Resin the following:
Issue No.: 2 | CONFIDENTIAL INFORMATION | Page: 1 of 2 | |||
Date: 10.05.00 | PROCESS INSTRUCTIONS FOR NUPLEX SICPA CODE: 3490 EP RESIN | ||||
Authorisation: Ron Laherty | |||||
FORMULATION & PROCESS INSTRUCTIONS: | |||||
Materials | %W | Instructions | |||
Notes: This is a food grade product. All equipment must be thoroughly cleaned before use. | |||||
(A) | n-Butanol Butyl Cellosolve Xylene | 12.690 12.690 25.380 | Charge (A) into a clean kettle. Fill separator 2/3 full with water and to the return line with xylene. Raise to 100°C. | ||
(B) | DER 669E | 30.000 | Add (B) slowly over 1 hour (Approx.) Raise to 110°C and hold for complete solution. | ||
(C) | 2972 (Phenolic Resin ML 98) | 4.925 | Add (C) and heat to reflux (approx. 122°C) over one hour. Hold at reflux for one hour. Immediately apply cooling. | ||
(D) | iso butyl acetate | 12.690 | Add (D). Cool to less than 40°C. | ||
(E) | n-butanol 89.5% Phosphoric acid (SG = 1.75) | 1.300 0.325 | Add a premix of these two items. Mix until uniform. Sample to QC. | ||
(F) | Xylene n-Butanol Butyl Cellosolve iso butyl acetate | Adjust viscosity with a 2:1:1:1 blend of (F). | |||
100.000 | |||||
Note: DER 669E must be sourced from DOW (Germany). | |||||
(i) As will be seen, the DER669E was stipulated to be 30.000% by weight, to be sourced from DOW (Germany). There was also a stipulation (page 2) for viscosity (3.1 ~ Ford 4 at 25°C; 55 to 60 seconds).
77 Finally, a conclusion that factual causation is made out will usually provide an affirmative answer to the question of legal causation in contract, unless the damage is too remote (Alexander v Cambridge Credit Corporation at 352 per McHugh JA). In the present case, questions of remoteness and Hadley v Baxendale type questions are not in issue.
(c) The "onus of exculpation"
78 A major theme of Siegwerk's case on causation relied upon the idea of an "onus of exculpation" being imposed upon Nuplex. In my view there is no such concept in terms. Siegwerk seemed to put that there was such a substantive principle in contract law where the cause was unknown or there were two or more alternative causes that could not be disentangled and the loss that had occurred was within the scope of the breach or contemplated by the parties as so embraced. In my view, there is no such principle. I was not assisted by academic writings on the subject or reference to contexts such as the field of admiralty or maritime law where more exotic rules might apply. But I do agree that in an appropriate case, an evidential onus might shift to the contract breaker. So expressed, such a principle may be unremarkable. But Siegwerk sought to take this further, by asserting that such an evidential onus might rise to the level of an "onus of exculpation" and not merely of raising a doubt or even eliminating an inference. But if that was the proposition, I would reject it. There is no authority which binds me to accept such an elevation. Moreover, cases such as Davis v Garrett (1830) 6 Bing 715; 130 ER 1456 are either not on point for my context or distinguishable.
79 As I say, I accept that while a plaintiff has the onus of showing loss caused by the breach, if the loss in question is the apparent or likely result of the breach, an evidentiary onus may shift to the contract-breaker. But such an evidentiary onus does not rise to the level of disproof as such (cf the differently formulated observations in Haviv Holdings Pty Ltd v Howards Storage World Pty Ltd (2009) 254 ALR 273 at [27](8) and [46] per Jagot J; Bathurst Regional Council v Local Government Financial Services Pty Ltd (No 5) [2012] FCA 1200 at [2388] per Jagot J (appeal dismissed ABN AMRO Bank NV v Bathurst Regional Council (2014) 224 FCR 1)). The evidentiary onus may be discharged by showing facts that might support an alternative reasonable causation hypothesis.
80 Reg. Glass Pty Ltd v Rivers Locking Systems Pty Ltd (1968) 120 CLR 516 has been cited, but that case concerned a decision in which the provision of a defective security door was followed by a burglary. The majority (Barwick CJ, McTiernan and Menzies JJ) did not address causation. In any event, the plaintiff had proved a direct connection between the breach and the loss. Accordingly, it was for the defendant to establish that despite that direct connection, the burglary would have occurred in any event. But in the present case, Siegwerk has not established a clear and direct connection between the use of the alternative resin and the can failures. No shifting onus scenario arises.
81 Watts v Rake (1960) 108 CLR 158 and analogous cases deal with situations where the connection between the breach and the plaintiff's disability is affirmatively established, but the defendant asserts that some aspect of that injury would have occurred in any event. In such a case, "it is the defendant who should be required to do the disentangling and to exclude the operation of the accident as a contributory cause" (at 160 per Dixon CJ). But in the present case, the link between the breach and the alleged damage has not been established. No question of disentangling arises. Decisions of this type are not on point.
82 The passage from Henville v Walker (2001) 206 CLR 459 cited by Siegwerk is also of no assistance. Henville involved a case where concurrent causes had been established in respect of the total loss with the question then arising as to whether individual causes could be attributed to separate parts of the loss. But in my case, it is not established that the breach by Nuplex was the or a cause of any part of the loss. Further, McHugh J was not suggesting that whenever there is temporal proximity between a breach and a loss, causation is established. His reference at [148] to Watts v Rake and the circumstances with which he was concerned make it plain that he was referring to situations where a breach was closely followed by causally connected loss. Further, his observations should not be decontextualised. The issue with which McHugh J was concerned was whether the plaintiff had satisfied his onus in connection with a discrete part of that loss. He held that in the circumstances, the burden of "disentangling" discrete parts of the loss and attributing to them discrete causes fell upon the defendant. The present case is not a case of multiple causes. The real issue is whether a causal connection between the substitute resin and the can failures has been established, not the disentangling of concurrent causes where both are established.
83 Finally, the passage from Dixon J's judgment in Betts v Whittingslowe (1945) 71 CLR 637 at 649 is of little assistance to Siegwerk given the rider "in the absence of any sufficient reason to the contrary" and in any event its different context.
(d) Expert evidence
84 The necessary resort to expert scientific evidence may make an appeal to common sense notions of causation counterintuitive if not meaningless. Many issues of causation lie outside the realm of common knowledge and experience; indeed the applicable scientific theories will usually have been propounded and developed as an intentional counterpoint to common sense. In many cases, it may not be possible to separate the investigation of the facts from an appreciation of the science which affects them. But even where expert evidence is adduced, it remains for me to decide the question of causation. Moreover, the role of the expert does not trump the whole of the evidence adduced before me. Further, I accept that a claimant's case as a whole may persuade me that a sufficient causal link is established although expert evidence may be couched only in the language of possibility. Where expert evidence on causation does not admit of a probable answer one way or the other, nonetheless I am entitled to find as a fact that conduct was a cause of harm notwithstanding that no probable let alone conclusive answer may be available in the claimant's favour. But I am entitled to find that a claimant has not discharged the burden of proving that the defendant's breach was a cause of the damage or loss where the present state of scientific knowledge does not admit of an affirmative answer in the claimant's favour and reliable expert opinion regards an affirmative answer on causation as lacking justification taking into account all of the evidence.
(e) Causation in a circumstantial case
85 A finding of causation may be made in the absence of direct evidence. All that is necessary is that the more probable inference from the circumstances that sufficiently appear by evidence, left unexplained, is that the injury arose from the breach. "More probable" means no more than that upon a balance of probabilities, such an inference might reasonably be considered to have some greater degree of likelihood. A party who relies on circumstantial evidence to prove causation must show that the circumstances raise the more probable inference in favour of what is alleged (Flounders v Millar [2007] NSWCA 238 at [35] per Ipp JA, Handley AJA agreeing).
86 It is not sufficient that the circumstances give rise to conflicting inferences of an equal degree of probability or plausibility or that the choice between them can only be made by conjecture (Coastwide Fabrication & Erection Pty Ltd v Honeysett [2009] NSWCA 134 at [60] per McDougall J, Ipp and Young JJA agreeing). I accept though that the process of inference may involve an intuitive element that is not susceptible to detailed support or explanation (at [64] per McDougall J).
87 There is a distinction between inference and conjecture even if the reasoning process occurs on a continuum in which there is no bright line division (Seltsam Pty Ltd v McGuiness (2000) 49 NSWLR 262 at 275 [84] to [88] per Spigelman CJ). A conjecture, even though plausible, is no more than a guess, whereas an inference is a deduction from the evidence. If the deduction is reasonable, the inference may rise to legal proof (Jones v Great Western Railway Co (1930) 144 LT 194 at 202). But there must be objective facts from which the inference could be drawn, otherwise what is left is mere speculation or conjecture (Caswell v Powell Duffryn Associated Collieries Ltd [1940] AC 152 at 169 and 170 per Lord Wright).
88 Generally, the proper inference to be drawn on the balance of probabilities depends upon a practical and reasonable assessment of the evidence as a whole (BGC Residential Pty Ltd v Fairwater Pty Ltd [2012] WASCA 268 at [51] and [54] per Pullin JA).
Evidence relevant to circumstantial case
89 It is appropriate to now address the evidence relevant to Siegwerk's circumstantial case. Most of the primary facts are not in issue.
(a) Industry practice: recommendation, trial & approval
90 Siegwerk adduced evidence from Mr Leslie Chambers, a research and development chemist. Mr Chambers worked from 1976 to 2008 in various positions in the coatings industry.
91 Siegwerk also called Dr David Hewitt, Visy's Quality Manager. Dr Hewitt had 35 years' industry and academic experience working as a resins and polymer chemist. He worked from 1994 to 2006 as a product development chemist for Visy and the predecessor owners of the relevant canning operations.
92 Mr Chambers and Dr Hewitt gave evidence of the standard industry practice by which can coatings were designed for, tested by, approved by and supplied to, customers. Following a customer enquiry, a lacquer manufacturer would make a recommendation that appeared suitable for the customer's requirements. The ingredients would remain confidential to the lacquer manufacturer, but a sample would be provided and subject to testing. The sample would be provided to the can manufacturer and cans coated with the sample lacquer would be supplied to the end user. The cans would be the subject of laboratory testing by the can manufacturer and end user. If the sample met laboratory requirements, it would then be approved for two types of trials, viz., in-line production and storage packing trials being accelerated shelf life testing.
93 The testing processes of a sample lacquer might take 12 to 18 months although Dr Hewitt agreed that the use of the SICPA lacquer (Siegwerk manufactured lacquer using a former name) at least in relation to tuna vinaigrette took between four to six months to approve. Each form of testing was integral to the approval process. The final determinant for approval was whether the sample performed to a satisfactory standard for the food manufacturer's requirements.
94 Once the sample lacquer had been judged as performing to a satisfactory standard in those tests, customer approval was given for commercial production of the lacquer.
95 Lacquer subsequently supplied was required to correspond with the approved sample. A proposed change in formulation, whether in relation to ingredients or process or place of formulation, had to be subject to customer approval, which approval process usually required the analysis and testing described earlier. The lacquer supplied to Visy and PLTP in the present case was subject to such approval processes.
96 Siegwerk submitted, which I accept, that such circumstances formed part of the background and context in which the question of causation was required to be addressed in the present case involving the substitution of DER669E with Epikote.
(b) History & development of the lacquer
97 At Siegwerk's request, Nuplex began formulating resin 3490EP from June 2000. It did so initially for the purpose of preparation of a laboratory sample. In May 2001, Nuplex made its first batch of 3490EP for incorporation into sample lacquer for Visy customer trials. On 20 February 2002, Nuplex finalised the establishment of a permanent process to formulate 3490EP for Siegwerk. Full customer approval for the sample lacquer as a coating for EOEs was later obtained. Nuplex supplied 49 batches of 3490EP to Siegwerk in the period April 2003 to November 2004. Of the 49 batches, 13 contained Epikote.
98 The in-line production and accelerated storage testing approval processes first began with an assessment of the suitability of the lacquer for use as a coating for can bodies. The separate assessment of the suitability of the lacquer for use as a coating was later extended to EOEs.
99 The history relevant to the development of the lacquer involved changes in the identity of the relevant entities which from time to time held a licence to formulate the lacquer, placed orders for the supply of the lacquer and supplied the resin 3490EP.
100 Mr Chambers traced the original development of the lacquer the subject of this proceeding from ICI (UK) and the transfer of the licence to formulate that lacquer to ICI (Australia) and others including Dulux, Orica, PPG and finally Siegwerk. Dr Hewitt traced the succession of entities that placed orders for the lacquer. Those companies — Gadsden, SA Brewing, Southcorp Packaging and Visy — conducted a can manufacturing operation from premises in Charles St, Coburg, Victoria.
101 A truncated history is reflected in the following key events:
September 1998 | Orica sells coatings business to PPG Industries |
January 1999 | PPG supplies small trial batch of lacquer, 788-R-3344, to Visy |
August 1999 | PPG sells first commercial volumes of lacquer, 788-R-3344, now referenced, 788-52161 |
April 2000 | Mr Chambers resigns from PPG and joins Siegwerk |
2000 | ICI transfers licence for lacquer to Siegwerk |
October 2000 | Siegwerk manufactures first batch of lacquer 650772 |
April 2001 | Visy successfully runs a line trial batch of lacquer 650772 |
July 2001 | Interim customer approval is given for batch of lacquer 650772 following three months of pack test trials; thereupon, Visy plans to scale-up trials of that lacquer |
January 2002 | 600 litres of batch of lacquer 650772 supplied to Visy for extended trials to produce 1 million EOEs as final trial leading to full approval |
April 2002 | Substitution of aluminium paste in lacquer formulation |
102 Mr Chambers gave evidence as to the history of his involvement in the initial recommendation of a lacquer to Mr Chris Bell, Gadsden's technical manager (a predecessor of Visy). Mr Chambers' recommendation was of an epoxy-phenolic lacquer that might be suitable for coating cans known as draw/re-draw cans, or DRDs. The acronym DRD describes the process by which a can is manufactured in two phases: (a) first, a "cup" is cut, or drawn, from tin plate; (b) second, the base of the cup is then held in place while its sides are "re-drawn" to form the can side. Mr Chambers and Dr Hewitt were each involved in the process of testing and approval of this lacquer at various times.
103 Until about 2000 the lacquer coating had been manufactured at premises in Clayton which were operated by Dulux, Orica and then PPG.
104 In 2000, ICI licensed Siegwerk to produce the lacquer 650772.
(c) Use of lacquer for EOEs
105 At some point (the time of which is unclear) Mr Chambers was also asked by Mr Bell if Visy could use the lacquer as a coating application not just for its cans but also for its EOEs.
106 As I have discussed earlier, a standard practice in the can manufacturing industry and employed by Visy was to undertake a program of testing and approval to any given product offered by a materials supplier before that product was incorporated into a process of manufacture. Following the testing and approval processes, any subsequent formulation of the product needed to comply with the sample provided for testing and approved by Visy and its customer, PLTP. Any proposed departure from that approved specification would require that the parties undertake a test program of the new proposed specification.
107 In January 2002, 600 litres of batch of lacquer 650772 was supplied to Visy for extended trials to produce 1 million EOEs as final trials leading to full approval.
(d) Test pack results
108 Dr Hewitt explained that different lacquers were originally used on cans and EOEs as follows. Initially, PPG lacquer was used on the cans while another lacquer known as organosol was used on the EOEs. A decision was then taken by Visy to conduct trials of the PPG lacquer on the EOEs. PPG was no longer able to supply lacquer from late 2003. Tests of SICPA/Siegwerk lacquer were conducted following the approval of which Visy obtained its supplies of lacquer from Siegwerk. There is an issue, which I will discuss later, as to whether and to what extent the SICPA lacquer was tested on EOEs.
109 Dr Hewitt produced the Test Pack Reports of tests conducted by Visy in relation to the lacquer being formulated by PPG and Siegwerk respectively. Those Test Pack Reports covered the period 4 August 1999 to 9 November 2005. Tests were generally conducted by storing the products at either 27°C or 38°C. The storage of a product for a 12 month period at 38°C was considered to bring a filled can to the condition that was equivalent to a four year shelf life under ambient conditions. It is to be noted that the warranty given by Visy to its customer, PLTP, was that the cans it supplied would "have a corrosion shelf life of at least two years from the date of filling for the products approved for each can, unless otherwise specified".
110 The test packs were prepared to enable analyses of performance to be made conservatively and under a wide variety of conditions (0 to 19 months), to consider the effect of a range of up to 11 tuna product types (and their respective pH levels), for the suitability of different lacquers and for cans and can ends of different sizes and designs. Usually, a change to any of these variables prompted a Test Pack analysis. Further, the results of one such analysis might prompt a test for performance using different criteria.
111 The practice of conducting trials of a customer's product using test packs was a standard industry practice. That practice was employed by Visy and it was applied to the specific requirements of PLTP for its range of tuna products. Siegwerk's lacquer formulated with DER669E was so tested and approved. It is appropriate to elaborate in some detail on this aspect as it is an important plank of Siegwerk's circumstantial case. I have drawn in part on Siegwerk's summary which was not in issue in terms of the primary results of the tests (as distinct from the secondary conclusions and significance to be drawn therefrom which in some respects were contentious).
Standard practice with test packs
112 Test Pack 493 (Bodies & Ends) was the subject of an examination on 4 August 1999 and entailed an assessment of the performance of the lacquer on 11 tuna products. The results of those tests recorded the pH levels of each of those products. One tuna product, and the product having the second lowest pH of all products tested, was the tuna vinaigrette.
113 Test Pack 504 (Bodies & Ends) was the subject of an initial examination on 30 March 1999 and then further examined after two months, six months and 12 months. The products were stored at both 27°C and 38°C. Conclusions made after 12 months' storage included:
"2. The tuna in vinaigrette cans have completely failed at both temperatures, due to the coating losing adhesion, heavy corrosion and pitting at both temperatures." (emphasis added)
114 Test Pack 515 was for the purpose of comparing the performance of two different sizes of cans in July 1999 and thereafter. Conclusions made after 12 months' storage included:
"2. The tuna vinaigrette DRD cans in both the 35 and 56 sizes failed at 38°. Both had extensive heavy corrosion and pitting on the body wall and base, while the coating on the 35mm cans was losing adhesion."
115 Test Pack 517 was for the purpose of assessing sulphide staining in September 1999 and thereafter.
116 Test Pack 518 was for the dual purpose of assessing sulphide staining and to gauge the extent of corrosion. The initial assessment was made in October 1999 and then at 12 months' storage in September 2000. Conclusions reported include that:
"4. The 38° teriyaki cans had heavy corrosion and pitting … Because of the overall amount of corrosion, particularly on the base, these cans should be classified as failed. However it has taken the equivalent of four years shelf life to reach this stage.
…
9. The lemongrass, lime & ginger FPEO ends had light staining over the end at 27°, and light to moderate staining over the end at 38°. There was also some light and occasional moderate detinning on the shoulder.
…
1. FPEO End [Tomato & Basil (4/8)]
At both temperatures the ends had light staining on the shoulder, rings and score and around the tab rivot."
117 Test Pack 519 was for the purpose of assessing a two coat grey internal coating with tuna vinaigrette and the subject of an initial examination on 24 September 1999 and thereafter. It was noted that:
"1. After twelve months storage, the two coat grey lacquer has had lacquer adhesion problems on the cans more vulnerable to corrosion. That is the 38° upright and inverted cans, together with the 27° inverted cans, had areas of bubbling and lifting coating near the base.
…
4. If the cans are stored inverted (FPEO) up with this product, there is a greater loss of lacquer adhesion, and increased corrosion near the base.
5. The FPEO ends would be acceptable."
See also the "Findings" as to the FPEO End.
118 Test Pack 520 was for the purpose of assessing a modified can base and was the subject of an initial examination on 24 September 1999 and thereafter. It was noted that after 12 months:
"2. The 38° cans had moderate to heavy pitting on the body wall and base, and are close to the borderline of acceptability. However it has taken the equivalent of four years shelf life to reach this stage.
3. The 27° FPEO ends were acceptable.
4. The staining on the 38° FPEO ends appeared to be slightly excessive, with moderate staining over the end and moderate to heavy staining around the tab rivot [sic]. However it has taken the equivalent of four years shelf life to reach this stage."
119 Test Pack 525 included a trial of tuna in vinaigrette in a modified base profile DRD can using a new Siegwerk coating (one coat and two coat sampling was undertaken). These packs were the subject of an initial examination in December 1999 and thereafter the subject of further examination after three months, six months and 12 months. The conclusions at 12 months included that:
"4. Both the one coat and two coat Sicpa/vinaigrette cans were acceptable, having some light to moderate, and moderate pitting.
5. Some vinaigrette/FPEO ends had slightly excessive staining at 38°. However, it has taken the equivalent of four years shelf life to reach this stage. …"
See also the findings as to the performance of FPEO Ends.
120 Test Pack 526 was for a number of purposes including an assessment of DRD cans and with the trial of the new Siegwerk coating (in both a single and double coat) when used with tomato and basil, lemongrass, lime and ginger and vinaigrette tuna products. These packs were also the subject of an initial examination in December 1999 and thereafter the subject of further examination after three months, six months and 12 months. The reported conclusions of this test pack analysis after 12 months' storage at page 419 included:
"1. After twelve months storage, the two coat tomato & basil cans would be acceptable, having only light to moderate pitting.
Consequently the two coat Sicpa lacquer has proven to be suitable for use with this product.
2. The one coat tomato & basil cans … would be acceptable.
Consequently the one coat Sicpa lacquer has proven to be suitable for use with this product.
3. The two coat lemongrass, lime & ginger cans … would be acceptable.
Consequently the two coat Sicpa lacquer has proven to be suitable for use with this product.
4. The one coat lemongrass, lime & ginger cans … would be acceptable.
Consequently the one coat Sicpa lacquer has proven to be suitable for use with this product.
5A. The 27° two coat vinaigrette cans … are acceptable.
5B. The 38° two coat vinaigrette cans … must be classed as a failure.
The two coat Sicpa lacquer should be acceptable to be used with the vinaigrette product to a limit of two years shelf life.
6. The one coat vinaigrette cans have failed. The cans were swollen at both temperatures, and the coating was losing adhesion. There was heavy corrosion at both temperatures, with moderate pitting at 27° and moderate to heavy pitting at 38°." (emphasis added)
See also the findings as to the performance of FPEO Ends.
121 Test Pack 530 was for the purpose of a filling trial to assess cans placed in various orientations so as to check for sulphide black staining. These packs were also the subject of an initial examination in February 2000 and thereafter the subject of further examination after three months, six months and 12 months. Conclusions after 12 months included that:
"4. All FPEO ends were quite acceptable."
See also the findings as to the performance of FPEO Ends.
122 Test Pack 536 was for the purpose of assessing a two coat grey FPEO end with five tuna products. These packs were also the subject of an initial examination in September 2000 and thereafter the subject of further examination after three months, five months and 12 months. Conclusions after 12 months included that:
"1. After twelve months storage at 38°, the lemon & cracked pepper FPEO ends were at the borderline of acceptability. There was moderate to heavy pitting, particularly on the score, together with detinning ranging up to moderate. However as the ends have now survived the equivalent of four years shelf life, they should be acceptable.
2. All remaining FPEO end variables would be acceptable …"
See also the findings as to the performance of FPEO Ends.
123 Test Pack 543 was for purposes including an assessment of a two coat grey FPEO end with six tuna products and to monitor the effects of retorting and storing the FPEO end both up and down. These packs were the subject of an initial examination after three months and six months. Conclusions after six months included that:
"1. After six months storage, the FPEO ends had patches of detinning along the score, with some mild and light pitting. After the equivalent of two years shelf life the ends would be acceptable.
The FPEO ends have proven to be suitable for use with these products."
124 Test Pack 554 was for the purpose of assessing FPEO ends and a new compound. These packs were the subject of examination after three months in June 2001, six months and 12 months. Conclusions after 12 months included that:
"1. After twelve months storage at 38°, all FPEO ends were quite acceptable. The ends have now survived the equivalent of four years shelf life."
125 Test Pack 568 was for the purpose of checking sulphur staining. These packs were the subject of an initial examination in December 2001 and then after three months, six months and 12 months. Conclusions after 12 months included that:
"1. After twelve months storage, the DRD bodies were quite acceptable, having very little corrosion …
2. The FPEO ends had a substantial amount of corrosion on the score, with moderate detinning and pitting. However after surviving the equivalent of four years shelf life, the ends should be acceptable."
Comparative tests of Siegwerk lacquer 650814 & PPG lacquer
126 Test Pack 595 was for the purpose of assessing sulphide staining using various can bodies and coatings and specifically to see whether inverting the cans would dissolve the staining. The coating 650814 was employed in the test packs designated set Variable C. Further, the coating for Variable C was assigned Visy's internal code DR30. The same internal code DR30 was also assigned for the test packs designated Variable F. These packs were the subject of an initial examination in September 2002 and then after three months and ten months.
127 The term DR30 was an internal code employed by Visy to denote the lacquer of a class that included the PPG lacquer and the SICPA lacquer code 650814. Reference to DR30 is found on many of the Test Pack Reports above and on Visy's Manufacturing Standards.
128 The conclusions and findings recorded in relation to test packs Variable C and Variable F were as follows:
(a) The initial examination in each case was that "[t]he cans were satisfactory";
(b) Examination after three months demonstrated: (a) as to Variable C: "End. There were quite a few patches of light detinning, combined with a moderate amount of light pitting on the shoulder" and, (b) as to Variable F: "End. There were a few patches of light detinning, combined with quite a few mild pitting spots on the shoulder".
(c) Examination after ten months demonstrated: "[t]he FPEO ends had light, and light to moderate pitting on the score and shoulder, but at this stage would be acceptable".
129 But the problem for Siegwerk in relying upon Test Pack 595 is that it records that what was being tested was the SICPA product on the can body, and not the ends.
130 Test Pack 597 was for the purpose of comparing the performance of cans coated with the Siegwerk DR30 grey coating against the standard PPG DR32 grey. Again this was on the can body and not the ends. These packs were the subject of an initial examination in October 2002 and then after three months and nine months. Two variables were employed: A, Control, and B, Test. Further, the Test Pack records state in relation to variable A, Control, that the PPG coatings 788-52150/788-50821 were employed, while in the case of variable B, Test, that the coating 650814 was employed. The conclusions reached upon the initial inspection in October 2002 were that all cans were satisfactory. The conclusions after three months included that: "[t]he FPEO end had some light to moderate detinning and light pitting on the score, however at this stage would be acceptable". The conclusions after nine months were based on examination of cans stored at 27°C and 38°C, as were the initial examination and three months' examination, including that:
"1. After nine months storage, there was no staining on either variable.
…
3. The FPEO end had some light to moderate detinning and light pitting on the score and shoulder, however the end would be acceptable."
131 Test Pack 607 was for the purpose of trialling PLTP tuna with onion in olive oil using the first production of a new Visy DRD can size. These packs were the subject of examination after three months in February 2003 and then after eight months and 16 months. Conclusions after 16 months were that:
"1. After sixteen months storage, the bodies were satisfactory.
2. The FPEO end (sic) had areas of light, and light to moderate staining, but would be quite acceptable."
132 Test Pack 612 was for the purpose of trialling PLTP tuna vinaigrette in 73x35 DRD cans with a DR30 internal coating on both the can body and FPEO end. In each case, two "passes" or coats of PPG lacquer, code 788-521616, were tested. These packs were the subject of examination after five months' storage in May 2003 and then 19 months in April 2005. Conclusions after 19 months included that:
"1. After nineteen months storage, there were quite a few light pitting spots on the 38° bodies, however after surviving the equivalent of over six years shelf life the bodies would be acceptable.
2. The grey FPEO end (sic) had a light to moderate amount of detinning on the score … However after nineteen months storage, the testpack results would indicate that the grey ends would be acceptable."
133 Test Pack 613 was for the purpose of trialling PLTP salmon with lemon and cracked pepper using the first production of a new Visy DRD can (size 65x41) coated with lacquer grade DR32, being SICPA lacquer, 650781/650767. These packs were the subject of examination after six months' storage in July 2003 and then after 19 months' storage in April 2005. Conclusions and findings after 19 months included that:
"1. After nineteen months storage, the FPEO ends were quite acceptable, with only the occasional mild pitting spot on the score at 27°.
…
PRODUCT
The product appeared to be satisfactory.
FPEO End
i. At 27° there was the occasional mild pitting spot on the score.
ii. At 38° there was light staining on the rings, score and around the tab rivet.
iii. There was no corrosion on the 38°ends."
134 Test Pack 626 was for the purpose of trialling PLTP tuna vinaigrette in 73x35 DR30 DRD cans with a modified base profile to overcome sulphide black staining issues on the can base. The FPEO ends were coated with lacquer grade DR30, being PPG lacquer, 788-52161. These packs were the subject of an initial examination in March 2003 and then after four months, seven months and 12 months. Conclusions reached in relation to Test Pack 626 initially, and then at four, seven and 12 month intervals, included the following:
In March 2003 (initial test):
"3. The end had some mild pitting, but would be acceptable at this stage."
In July 2003 (4 months) included that:
"3. The end had some light pitting, but would be acceptable at this stage."
In October 2003 (7 months) included that:
"2. The FPEO end had some light pitting on the score and shoulder, but after surviving the equivalent of twenty-eight months shelf life the ends would be acceptable."
In March 2004 (12 months) included that:
"3 The FPEO end had some light to moderate detinning and pitting on the score and shoulder, but after surviving the equivalent of four years shelf life the ends would be acceptable."
135 Test Pack 627 was for the purpose of trialling PLTP vinaigrette in DRD cans using BHP TFS bodies stored at 38°C. The can bodies had been coated using DR32 SICPA 650781/650767 while the FPEO ends were coated with grey DR30. Dr Hewitt asserted that the SICPA lacquer had certainly been applied to the FPEO ends in this test pack series notwithstanding that there was no reference to SICPA lacquer code 650814. As I discuss later, I have no confidence in the accuracy of this assertion. These packs were the subject of an initial examination in July 2003 after four months, seven months and 12 months. Conclusions reached in relation to Test Pack 627, initially, and then again at seven and 12 month intervals, included the following:
In July 2003 (test after 4 months' storage):
"2. The FPEO end had some mild pitting on the score, however the end would still be acceptable at this stage."
In October 2003 (test after 7 months' storage):
"2. The FPEO end had some mild pitting on the score, and occasional large patches of extensive light pitting on the shoulder, however the end would still be acceptable at this stage."
In March 2004 (test after 12 months' storage):
"2. The FPEO end had a light to moderate amount of light to moderate detinning, and a moderate amount of light, and light to moderate pitting, particularly on the shoulder. However after surviving the equivalent of four years shelf life, the ends should be acceptable."
136 Test Pack 649 was to trial DRD cans and FPEO ends both coated with lacquer grade DR30. However, different manufacturers' lacquer were used. On the can body, SICPA lacquer 650814 (wrongly identified as 6500814) was used, while in the case of the FPEO ends, PPG lacquer, 788-52161 was used. Further, it appears that the base profile of the cans had been modified in an endeavour to overcome sulphide black staining. This was the first production run of these cans. These packs were the subject of an initial examination in October 2003 and then after three months and six months. Conclusions after six months included that:
"[Vinaigrette] The FPEO ends were satisfactory.
[Lemon & Pepper] The end had one or two light pitting spots on the shoulder, however the ends would be acceptable."
137 Test Pack 659 was for the purpose of trialling 65mm, single coat organosol coating on FPEO ends on cans packed with PLTP salmon with chilli and lime. Different coats and manufacturers' lacquer were used. On the can body, two passes of SICPA lacquer 650814 were applied, and in the case of the FPEO ends one pass of organosol was used. Although these test packs had been packed before the product recall, when these packs were the subject of examination after 18 months' storage at 38°C and 27°C (that is, six years' shelf life), the report stated:
"Conclusion
1 After eighteen months storage all of the cans still had a vacuum, the FPEO ends were intact despite some moderate amount (scil of) detinning and light surface corrosion on the shoulder. … However after surviving almost two years shelf life at high temperatures, the ends would be acceptable.
2 The bodies showed variability in their performance some had extensive moderate pitting spots on body scratches but most showed no attack at all. However the bodies would be considered acceptable.
Findings
The cans showed extensive corrosion on any scratches present but were still intact." (emphasis added)
138 In summary, cans coated with 650814 were found to perform to an acceptable level after six years' shelf life.
Overview of tests
139 It is apparent that Visy conducted a series of tests on both can bodies and FPEO ends.
140 The potential for corrosion was identified as one of the reasons for testing.
141 From August 1999 the test reports demonstrated that the vinaigrette product was one of the most acidic of the tuna products: tuna vinaigrette had a 4.74pH value while tuna with lemon and cracked pepper had a pH value of 5.11; tuna with tandoori had the lowest pH value of 4.62. Further, by January 2001, it was recognised that PLTP's vinaigrette products were corrosive of the sample lacquer. Visy's test pack results thereafter demonstrated that the sample lacquer had proven to be suitable across a range of PLTP's tuna products and that one or two coats of the lacquer would provide sufficient protection of the DRD tin from the corrosive effects of nearly all tuna products.
142 An exception was that one coat of the sample lacquer would fail when the tuna product was vinaigrette where heavy corrosion was found after the product was stored for 12 months at both 27°C and 38°C. Having acquired this knowledge by January 2001, Visy set about conducting a series of further test packs.
143 The above evidence demonstrates the approach taken in relation to testing and approval of both cans and lacquers. A change in the design of a can or the source of the tin plate or the type of lacquer usually prompted a test program. The programs could run for up to 19 months' duration.
144 Siegwerk also points out, which I accept, that notable aspects of the Test Pack results set out earlier include the following aspects:
(a) From the outset, tuna vinaigrette was known to be very acidic;
(b) Cans filled with that product "failed completely" in early tests as a result of coatings losing adhesion and heavy corrosion;
(c) Sulphide staining was a persistent subject for testing;
(d) Corrosion became a constant subject of investigation. Coatings were examined for loss of adhesion, bubbling, lifting and cracking. Investigations focused on pitting and detinning;
(e) Tests were made to examine performance using one coat and also two coats of lacquer;
(f) The same test packs were the subject of initial examination and then re-examined, usually at intervals of three, six and 12 months;
(g) Testing on a new Siegwerk product began in late 1999 (Test Pack 525);
(h) By early 2000, the Siegwerk lacquer had been assessed under various tests as having proven to be suitable or acceptable in respect of those parts tested;
(i) By March and October 2003, tests were found to exhibit light to moderate pitting or detinning, including on the score line, but the performance of the lacquer and cans were judged as being acceptable;
(j) Examination of Test Pack 627 dated 17 March 2004, which was not post-product recall (4 August 2004) contrary to Siegwerk's assertion, may have shown detinning and pitting on the shoulder, but there was no record of any corrosion being found on the score line or any leakage of cans through the score line. As to this, 12 months' storage at 38°C was considered as being equivalent to four years' shelf life. By contrast, PLTP's experience of failure through corrosion and leakage was after a minimum of four to six weeks of filling.
145 The testing regime summarised above demonstrates that the requirements of a specific customer are demonstrated, by performance or failure, by in situ testing using its products in coated cans. Dr Massingill indicated that laboratory tests were not used by can coating manufacturers to qualify a resin for a container application but were merely part of a qualifying process.
(e) Approval of sample lacquer & commercial usage
146 Until April 2002, Siegwerk formulated lacquer for Visy using the code 650772. Visy had variously run in-line production tests and pack trials of the sample lacquer. Interim customer approval for use of the lacquer was given in July 2001. However, as a means of resolving a royalties dispute with PPG over the use of code 650772, in April 2002 Siegwerk was given the formulation for a new lacquer 650814 to replace lacquer 650772. The new formulation differed from lacquer 650772 in that it changed the aluminium paste component from Metana Superfine to Silveral 7NL. The function of the aluminium paste was apparently cosmetic. Nevertheless, Siegwerk was required to go through a full regime of customer approval including supplying samples of the coating for testing and approval by Visy and PLTP.
147 Siegwerk's lacquer samples were found to have performed to a satisfactory standard during these various tests. Mr Chambers' evidence was that he participated in coating trials of the lacquer and that the results of those trials were satisfactory. Interim approval was obtained in July 2001. The lacquer could not go into commercial production until the sample had been finally approved by Visy and the end-user, PLTP, such full approval being later obtained. Full testing was required for such approvals by reason of the change of supplier, the change of the supplier's place of manufacture and the change in the coating to include a different aluminium paste.
148 Following prior testing and approval by Visy, on 16 September 2003 Visy began commercial production of can bodies using 650814 lacquer, with commercial production of 650814 commencing on can ends in October/November 2003. But as I have said, and as I will discuss further, the evidence of the testing of 650814 lacquer on can ends is problematic to say the least.
149 From January 2004, PLTP filled these cans with tuna products and supplied them to Simplot. There had been six filling dates at PLTP between early January 2004 to April 2004 (the PLTP factory having closed for Christmas from December 2003 and closed again in May 2004).
(f) Toll manufacturing agreement
150 Prior to the transfer of the licence from ICI to Siegwerk, on 30 June 1999 Siegwerk and Nuplex entered into the tolling agreement.
151 The tolling agreement recorded the terms upon which Nuplex would manufacture certain products for Siegwerk including in accordance with agreed specifications. I have previously set out the relevant terms of the tolling agreement.
(g) 3490EP
152 On 11 April 2000, Siegwerk provided Nuplex with the process instructions necessary to formulate 3490EP. This was necessary because Siegwerk did not have the manufacturing facilities in Australia to make 3490EP.
153 In May 2000, Siegwerk provided Nuplex with a revised set of process instructions for 3490EP; see issue 2 of those instructions dated 10 May 2000. The instructions had been changed in May 2000 to emphasise the requirement that the supplies of DER669E must be sourced from Germany. The change was made because companies such as Dow often supply products from more than one location and manufacturing processes can differ slightly between plants. The instructions stated in part:
PROCESS INSTRUCTIONS FOR NUPLEX
SICPA CODE: 3490
FORMULATION & PROCESS INSTRUCTIONS:
Materials | %W | Instructions | |
(A) | … | … | … |
(B) | DER 669E | 30.000 | Add (B) slowly over 1 hour (Approx.) Raise to 110°C and hold for complete solution. |
(C)–(F) | … | … | … |
Note: DER 669E must be sourced from DOW (Germany). (emphasis added)
154 As appears from those Formulation and Process Instructions, 30% of the 3490EP formula was the epoxy resin DER669E. From June to August 2000, Nuplex made trial batches of 3490EP as follows:
11 April 2000 | — | Siegwerk provided Nuplex with process instructions for 3490EP |
10 May 2000 | — | Siegwerk provided Nuplex with revised process instructions for 3490EP |
8 June 2000 | — | Nuplex made a laboratory trial of 3490EP |
14 June 2000 | — | Siegwerk approved Nuplex's laboratory sample of 3490EP Customer approved Nuplex's laboratory sample of 3490EP |
10 July 2000 | — | Nuplex made up the first trial batches of 3490EP |
24 August 2000 | — | Nuplex made second trial batches of 3490EP (and was approved) |
2 April 2001 | — | Nuplex made commercial scale-up batch of 3490EP (Supervised by Mr Browning (Nuplex) and Mr Laherty (Siegwerk)) |
23 May 2001 | — | Nuplex made first batch of 3490EP for use in Visy customer trials |
29 May 2001 | — | Siegwerk approved first batch of 3490EP for use in Visy customer trials |
20 February 2002 | — | Nuplex finalised permanent production process for 3490EP |
May 2003 | — | Siegwerk approved first batch of EP3490 from Nuplex |
155 As is apparent, Nuplex samples of 3490EP had been approved for Visy customer trials on 29 May 2001.
156 Further, on 20 February 2002 Nuplex finalised the permanent production process for the formulation of 3490EP.
157 It appears that it was on about 11 June 2003 that Nuplex first manufactured 3490EP using Epikote. Conversely, there is no evidence that Epikote was ever employed by Nuplex in the formulation of 3490EP at any time before June 2003 including in the period of the testing programs that led to full customer approval.
158 Siegwerk commenced supply of the lacquer code 650814 for DRD cans in July 2003 and for the FPEO ends in about September 2003.
(h) Formulation of the lacquer/quality control
159 As noted above, DER669E made up 30% of 3490EP, which made up 93% of the lacquer.
160 Once Nuplex had delivered its batch of 3490EP, Siegwerk added six ingredients (making up the remaining 7% of the lacquer). One of the ingredients that was added by Siegwerk was a resin called Beetle resin BE651. This ingredient acted as a cross-linker in the formulation process.
161 Thus, the formulation of the lacquer occurred in essentially two stages, namely, by:
(a) formulation of 3490EP by Nuplex; and
(b) incorporation of 3490EP with the six remaining ingredients by Siegwerk including a cross-linker.
The parties' scientific evidence demonstrates that the degree of flexibility which inheres in the lacquer once it has been formulated depends on the cross-linker that is selected for use and how and when it is incorporated into the final product. I will elaborate on this later.
162 Siegwerk recorded each of the steps taken to formulate and test the quality of lacquer while each batch was being formulated. Siegwerk's practice was to record in a batch card the steps taken to mix each batch of lacquer supplied to Visy, together with the results of its quality control checks, records of which were retained on its computer. Mr Chambers gave evidence of the several tests which were made of its lacquer before delivery of that batch to Visy. Mr Chambers has explained that, although he was able to examine the batch cards at the time of the post-product recall investigations in 2004 to 2005, Siegwerk has now been placed in liquidation and despite the attempts taken to locate those batch cards, they cannot now be found. This is a clear deficiency in Siegwerk's evidence in my opinion, whatever the explanation.
163 Mr Chambers originally examined the results of the quality control tests that were recorded in Siegwerk's manufacturing records. His evidence, based upon a review of those records, was that the lacquer sold by Siegwerk to Visy complied with the quality control requirements in place at Siegwerk prior to delivery of those products.
164 As concerns the use of 3490EP in the lacquer and the use of that lacquer as a coating of cans and EOEs by Visy and the supply of those cans to PLTP respectively, the schedule which is exhibit N4 shows the placing of orders by Siegwerk, the supply of 3490EP by Nuplex, the use of base resins by Nuplex in those supplies and the substitution of Epikote for DER669E. In addition, it is apparent that:
(a) 3490EP was supplied to Siegwerk no earlier than approximately two weeks after being ordered;
(b) 3490EP supplied to Siegwerk was used to make the lacquer; and
(c) 3490EP was used by Siegwerk within one to two months of being ordered.
(i) Substitution of Epikote for DER669E
165 From June 2003 to February 2004, Nuplex supplied to Siegwerk 20 batches of 3490EP, 13 of which had been formulated using Epikote in place of DER669E. Epikote is an epoxy resin manufactured by Shell, not Dow. Exhibit N4 shows the available information about the batches of 3490EP resin supplied by Nuplex to Siegwerk during the relevant period. The Schedule records, inter alia, the batch number given to each respective batch, the epoxy resin that was used (DER669E or Epikote), the latest likely order date by Siegwerk and the dates of manufacture and delivery by Nuplex. In the trial before me, Mr Stephen Browning, Manager – Coatings Application Support, gave some evidence for Nuplex in relation to batch records, work orders and the like that was not the subject of serious challenge; the material produced was partly used for secondary evaluations that were put into evidence.
(j) Manufacture of EOEs: the score-line
166 Visy manufactured EOEs at its processing plant in Coburg. The machinery used to produce an EOE is called a conversion press. Visy operated three lines — lines A, B and C — to manufacture EOEs. The panels are double coated with the lacquer. After each coat the lacquer is baked for 15 minutes for curing to occur. There were essentially seven phases involved in the manufacture of an EOE. The first five phases entail the creation of a rivet on the face of the EOE shell or blank. During the fifth phase, the conversion press by use of a score die and anvil then creates a score line around the inside perimeter of the shell. In the sixth phase, the press creates the panels. In the seventh and final phase, the tab or ring pull is attached to the rivet.
167 The EOEs had a score line which was to allow more easily for the opening of the can by manipulating a tab that was riveted on to the face of the EOEs.
168 The score line was stamped out using a score die that was applied by a 100 tonne compression press to an anvil. Once the score line had been stamped, the tab (or ring pull) was affixed. Visy assigned a specific can code to the entire quantity of EOEs produced in any run. Dr Hewitt produced the anvil and score tool at trial which I inspected.
169 Dr Hewitt gave evidence that there was no change to the tooling specification in relation to the Conversion Press that was used to manufacture EOEs during the relevant period. Visy retained a manufacturing standard which recorded Visy's criteria for score depth tolerances. This standard, entitled Manufacturing Standard MS-406 dated July 2003, provided a series of seven progression checks during the process of manufacture of a full panel easy open can-end. At page 3-11, the progression standard for "Fifth Station — Score" is addressed for the DR30 lacquer amongst others:
Item | Ideal Dimension | Adjustment tolerance | Acceptance Specification |
DR30 | 0.075 | ±0.010 | ±0.015 |
Dr Hewitt gave evidence that these progression checks allowed for the score depth from 0.060 um.
170 Performance of the score die was monitored using a quality control system. The score die was a consumable part and thus was replaced at frequent intervals. The quality of manufacture was checked daily. Operators undertook checks of the score line at four hourly intervals. Any deviation in the quality of the score made by the compression press was reviewed by a Review Committee each day. Cross-section tests were undertaken each week. Dr Hewitt examined Visy's quality control records and found no record of any problem with the quality of scoring or the scoring tools. He also said that he had no recollection of any such problem with the score line other than that which has been identified in this proceeding.
(k) Application of lacquer
171 Until about October 2003, Visy also used a lacquer supplied by PPG on its EOEs. In October 2003, Visy commenced commercial production of cans using lacquer 650814 on both can bodies and EOEs and ceased using the PPG lacquer from that time. Dr Hewitt gave evidence as to the method by which the lacquer was applied to cans and EOEs. Visy did not maintain stocks of the lacquer to be applied to its cans and EOEs. Visy placed orders for the lacquer from Siegwerk on an "as required" basis with delivery taking place as soon as possible thereafter. Dr Hewitt gave evidence that the lacquer was supplied to Visy in 200 litre drums. Each drum had a batch number. Visy used the drums of lacquer usually within a few weeks of delivery by Siegwerk. Visy rotated its stock of lacquer on a "first-in first-out" basis.
172 Accordingly, drums were used in sequential order (first-in first-out) and their contents poured into a holding tank that had a storage capacity of about 100 litres. Visy kept this tank filled at no less than 40 litres. Once the holding tank had fallen to that 40 litres level it would be topped up with more lacquer. The operator recorded the batch number from the drum while a coating was being applied to a run of cans or EOEs.
173 The coating process had the following elements:
(a) The lacquer was transferred (pumped) from the holding tank to a reservoir;
(b) A quantity of lacquer was taken up from this reservoir by means of a ceramic Anilox Roller;
(c) The lacquer on that Anilox Roller was transferred to a Rubberised Roller;
(d) The Rubberised Roller applied the lacquer to the tin sheet;
(e) The internal surfaces of the EOEs were given two coats of lacquer.
174 The manufacturing "first in, first out" practice to use drums in a sequential order applied to both 3490EP and the lacquer 650814. Visy mixed compliant lacquer with non-compliant lacquer and applied mixed quantities of lacquer to cans and EOEs.
(l) Visy's quality control
175 Dr Hewitt also gave evidence that there was no change to the coating processes or specifications in relation to the application of lacquer to EOEs during the relevant period. Visy also employed a standard which recorded Visy's specification for the lacquer coating for a customer's cans.
176 Dr Hewitt explained the manufacturing standards which applied to the application of the lacquer to EOEs. He referred to that section of the standard headed "Application" and explained that for lacquer of grade DR30, two coatings or "passes" were applied. The coatings were assessed against a criterion of "Coating Weight". Using a sample measuring 25cm2, the two coatings were required to have a combined dry weight of 36 milligrams (+/- 4 milligrams). The adequacy of the coating film was measured by weight rather than thickness. Dr Hewitt's evidence explained how Coating Weight was employed to assess the adequacy of the film. The standard was to the following effect.
APPLICATION
Viscosity (at 26.7 C Ford 4) | 75-85 | |||
Coating Weight (mg/25.8 cm2) | J.G. Code | Semi-Wet Wt | Dry Wt | Litres/Sita |
DR30 | 18 ± 2.0 | 19 ± 2.0 | 2.34761 | |
DR35 | 18 ± 2.0 | 19 ± 2.0 | 2.34761 | |
Bake | Standard — 10 minutes @ 204°C (400°F) Line 8 Coburg — 13 minutes @ 200°C (390°F) | |||
177 Dr Hewitt described the system employed at Visy to check the lacquer coating weight. He said that it was checked by taking two twice-coated wet sample EOEs from the line, measuring the weight of a wet sample, placing the other wet sample in the laboratory oven, removing and measuring the weight of the semi-wet (i.e. baked) sample from the oven and comparing the weight of the wet and semi-wet samples. The weights are determined by the use of instruments. An operator enters the weights of the samples into Visy's computer system. Any "out of specification" sample was evaluated by the daily Review Committee.
178 Dr Hewitt explained the quality control system in place at Visy to check the coating weight of the lacquer. Dr Hewitt referred in evidence to all of the quality control records for the production of EOEs using the PPG and SICPA lacquers between March and July 2003, and between September 2003 and July 2004. For example, as concerns coating weight, the range of nominal coating weights were described as the "High Limit" and the "Low Limit" respectively. The band of tolerance for the coating weight of 21.0 and 17.0 was set out and which corresponded to the High and Low Limit for the coating weight stipulated in the standard.
179 Dr Hewitt gave evidence that the EOEs' coating weight for both PPG and SICPA lacquers was within the band of tolerance stipulated by the standard.
(m) Discovery of corrosion
180 In July 2004 and again in January 2005, cans were found to be leaking from stock that had been manufactured prior to June 2004. Visy's investigation concluded that corrosion was limited to vinaigrette based products.
181 As concerns the relevant sequence of events, it is to be noted that:
September 2003 Visy commenced commercial production using 650814 on can bodies
October 2003 PPG used all of existing raw materials and ceased further supply of PPG lacquer; Siegwerk thereafter supplied all lacquer to Visy
Visy only used 650814 lacquer on both cans and EOEs thereafter
January 2004 PLTP commenced using cans and EOEs coated with 650814 lacquer, filling them and supplying those cans to Simplot
July 2004 First report of corrosion in cans coated with 650814
August 2004 First product recall (zesty vinaigrette cans only)
Visy, Siegwerk, PLTP and Simplot commence investigation of cause of failure
January 2005 Further corrosion detected with a further product recall; the investigation continues.
182 Exhibit N4 details Nuplex's supplies of 3490EP resin that were formulated using DER669E or Epikote during the period April 2003 to August 2004, with the latest delivery to Siegwerk in November 2004.
(n) Initial investigations
183 At Visy, Dr Hewitt was among the first to receive information from PLTP of the discovery. He relayed that information to Mr Chambers at Siegwerk. In July 2004, the problem was at first thought to be isolated to the tuna vinaigrette products. Then in January 2005, it was found that the corrosion had spread to other products also.
184 After corrosion of the cans was first discovered in July 2004, Visy and Siegwerk with PLTP and Simplot undertook a collaborative investigation during which a number of reports were commissioned. PLTP's analysis at January 2005 indicated that the corrosion problem could be traced to cans that had been filled up to ten months rather than ten weeks earlier.
185 Each of Dr Hewitt and Mr Chambers produced the contemporaneous records that they had created or obtained during the course of those investigations. Those personnel, together with others from Visy and Siegwerk, attended a number of meetings to address the matter. They gave evidence that there had been no prior history of failure. Mr Chambers' record of those investigations included that during initial meetings with Visy, it was disclosed that there was evidence of score fracture or failure in 20 to 30% of cans tested, that cans were being scrutinised by PLTP and from supermarket shelves for either leaking or staining and that the "feeling is about 10% failure" (see a contemporaneous meeting note of 3 August 2004) although it is not precisely clear what the 10% relates to. An interim report dated 8 August 2004 reported upon the results of examination by Visy's Technical Centre of "a larger set of samples of Vinaigrette and other products in the Tempters range, from the various 2004 filling dates":
The objectives of the evaluations were:
to identify the incidence rate of the leakage?
ascertain what products are affected?
to determine the underlying cause of leakage and perforation?
One of the parameters employed was to examine Vinaigrette cans from ten 2004 filling dates. Twelve cans out of 107 cans were found to have corrosion or fracture at the score line:
The leakage resulted from corrosion on the score of the Easy Open End. The corrosion was inside to outside at various points around the score. The score fracture was consistent across all the filling dates even though there were various end-manufacturing dates used.
The past history of this vinaigrette product did not show any pattern of perforation.
The product had been canned successfully for the past five years. Examination of 3 test packs in the past 12 months had shown no evidence of corrosion/perforation Issues.
The corrosion of the score in 3-4 months is an exceptionally abnormal occurrence. (emphasis in original)
Siegwerk has submitted that these findings stand in contrast with the suggestion of Nuplex of "single digit" failure. I must say that the evidence led as to the frequency of failures was less than satisfactory. I will return to this later.
186 PLTP also provided a range of cans from filling dates over the five year period 1999 to 2004. While some minor corrosion was found, the score lines were found to be satisfactory. The report dated 8 February 2005 prepared by Visy identified the extent of the problem of corrosion. Siegwerk described this as "widespread in the marketplace". That label is not completely accurate.
187 In the course of those investigations, the following potential causes of corrosion were examined and progressively excluded as being a possible cause of corrosion:
(a) Food products. The corrosivity of the tuna products was excluded as a possible cause: the tests by Visy's Technical Centre, N Skodras, conducted in September 2004 confirmed that the food products were within expected parameters. An analysis of the tuna and vinaigrette that had been filled in the cans found that the content of the acid in the contents was satisfactory and typical of that found in the tuna products.
(b) Sales data. Dr Hewitt correlated the available data relating to the sale of tuna vinaigrette products. He undertook this research since products of that kind were known to have one of the lowest pH, had been identified during Test Packs as a key example of failure through corrosion and because they had been identified as the core problem of the "leakers".
(c) Defective manufacture. From August 2004, Dr Hewitt identified the following information: (1) the can codes of EOEs that had been suspected to have leaked; (2) batch numbers of the lacquer 650814 that had been poured into the holding tank when those EOEs had been coated; (3) the date on which the two coatings of lacquer had been applied by Visy. Dr Hewitt correlated such information to link the PLTP product batch codes and work back to Visy's cans and EOEs and then the Siegwerk lacquer batches. He collated that information in a table. Dr Hewitt communicated the view to Mr Chambers that the suspect batches had been made from about December 2003. At a meeting held on 3 August 2004, Dr Hewitt gave Mr Chambers a copy of his table.
(d) Quality control. Dr Hewitt examined Visy's Quality Control Records including the coating weight data for EOEs. The analysis of the manufacturing and coating quality control records at Visy was for the purpose of examining whether Visy had manufactured the cans to specification and had applied the correct film weights. The analysis confirmed that manufacturing had occurred at Visy in accordance with specifications. Dr Hewitt excluded the possible oversight of quality control errors. He also confirmed that the EOEs had been manufactured and coated with lacquer in conformity with the application standard and within the tolerances set by that standard. To this end, Dr Hewitt retained BlueScope Steel to examine the score anvil. It did so and by an email dated 5 August 2004 BlueScope Steel reported that: "[e]xamination of score anvil at x64 on stereo microscope found no sign of damage or cracking of lacquer".
(e) Request for Siegwerk review. Dr Hewitt requested that Mr Chambers undertake a review of Siegwerk's operations. Mr Chambers agreed to do so.
(f) Examination of batch cards. Mr Chambers undertook such a review and located the batch cards relating to the formulation of the suspect batches of lacquer. Mr Chambers isolated those batch cards, placing them in a box in the Siegwerk laboratory. Since then Siegwerk has gone into liquidation. Mr Chambers has made searches for those records but cannot locate them. He produced an example of such a card. During the course of those investigations, in September 2004 Siegwerk sent an email to Visy that identified certain batch numbers of 3490EP used to formulate batches of lacquer 650814 that had been applied in coatings of cans that were considered suspect. Siegwerk had wrongly assumed that Nuplex had complied with the Process Instructions and used the specified ingredients when formulating batches of 3490EP. Further, Mr Chambers has given evidence that: (1) during the course of the parties' investigation, he prepared a contemporaneous chronology of events; (2) the process of compiling that chronology entailed a "cut and paste" of various emails which he sent or received at that time; (3) one email was reproduced as part of that chronology which accurately distilled the results of investigations which he carried out at that time; (4) this reproduced email identified certain batches of lacquer that were considered to be suspect at the time of those investigations and identified batches of 3490EP and the batches of lacquer into which that 3490EP was poured.
(g) Preparation of sample cans & EOEs. Mr Chambers agreed to participate in a program for the evaluation of the performance of the lacquer code 650814. On 3 August 2004, he prepared a protocol for such evaluation. The protocol had the following elements. First, he divided the samples into two sets: (1) "650814 batches on ends ex PLTP" (using retained samples of the lacquer from batches 590111, 590112, 593405, 594406, 597954 and 598891); (2) 650814 from randomly selected batches (588031, 599691, 620486 and 620491). He arranged ten batches in total. Mr Chambers planned for lacquer from those batches to be applied in the laboratory to "coated FPEOE plate ex Coburg" — due for coating on 4 August 2004. He proposed that 5 x A4 panels of each batch would be double coated with 650814. The net effect of that protocol was to conduct tests on 5 x A4 panels for each of ten batches of Siegwerk's lacquer 650814. In addition, Visy sourced retained samples of PPG lacquer and established a protocol for making sample panels for testing of that lacquer also. Mr Chambers located and provided Visy with samples of the lacquer formulated during the relevant period. PPG likewise provided Visy with samples of its lacquer. Visy then prepared test cans and EOEs which were coated with lacquer using retained lacquer samples taken from Siegwerk and PPG respectively.
(h) Analysis of investigation results. The parties held conference calls to assess the available information. For example, on 18 August 2004 they held such a call during which the subjects "Lacquer Characteristics — Change in supply" and "Product Formulation" were discussed including that:
"Lubricant — are lube levels the same and the same type?
Crossing linking of the Film — Are they identical?
Adhesion to substrate — are they the same.
Coating chemistry ain (sic) resin and past are they the same.
These are the key attributes that need to be explored. Visy is at this time looking at the cure and the chemistry to clarify if the PPG and Sicpa supply are the same.
…
The group, particularly Bob Steele could not identify a significant product factor that should be focused on as part of the review. He felt that the key areas to concentrate on are in the area lacquer and substrate."
(i) Results of filling trials. Once samples had been prepared, they were subject to quality control checks. These Test Packs were subject to accelerated storage testing for periods of 25 days, three and six months respectively. The filling trials occurred during August and November 2004. The filling trials required that the sample cans once filled be stored for a period. The cans were stored at 38°C. They were examined in September 2004 and February 2005. Siegwerk asserted that the result of these trials showed that Siegwerk coated EOEs leaked from the score region as early as 25 days' storage at 38°C with a number more at three and six months' storage. Dr Hewitt stated in his second affidavit at [42] that after 25 days there was deep pitting which indicated that leakage could be expected in a few months. It was said that this corrosion was found to have breached the score line of the stored cans coated with Siegwerk lacquer. This is not precisely Dr Hewitt's description, but the differences do not matter for present purposes. Deep pitting and failure exhibited in the 25 day examination had not been seen before in any trials and such rapid degradation is consistent with PLTP's reports of corrosion being detected after four to ten weeks. Dr Hewitt's analysis recorded findings of severe lacquer blistering, lacquer fracture and pitting. Other sample cans, being cans coated with retained quantities of PPG lacquer, were also filled and subject to accelerated storage testing. There was an instance of failure of a PPG coated can. Siegwerk has, understandably, sought to diminish the significance of this failure.
(j) Score-line investigations. Dr Hewitt arranged for independent analysis of the condition of the score line in various samples of cans. Visy's investigation of this issue approached the matter from two perspectives:
(i) First, a supplier of tin free steel, BlueScope Steel, conducted analysis and provided a report. Visual examination via a stereo microscope and metallographic examination were undertaken. The presence of corrosion through the score line was confirmed.
(ii) Second, an investigation was made of the integrity of Visy's conversion presses and in particular the anvil and scoring tool. Service Tool International Inc of Illinois provided a consultant, Mr Hnilo, who travelled to Australia and examined Visy's tooling. The tooling was excluded as a possible cause of failure. Mr Hnilo undertook an analysis to see whether the tooling used to stamp out the EOEs was defective. The report concluded that: (1) there was no physical evidence discovered in the tooling system for the conversion system to be the root cause of the corrosion problem; (2) the coating tests showed that the Siegwerk lacquer demonstrated evidence of the coating breakdown under the score line of a significant nature.
(k) In January 2005, Dr Hewitt informed Mr Chambers of the finding that PPG and Siegwerk samples tested during the course of the investigations above revealed that there were differences in those coatings.
188 Siegwerk has submitted that these investigations demonstrate that there was a significant difference between the lacquer tested by Visy prior to approval of 650814 and the lacquer that was supplied by Siegwerk.
(o) Disclosure of substitution
189 On 21 May 2010, Nuplex produced stock enquiry records pursuant to Court orders. Dr John Scheirs, an expert called by Siegwerk, ascertained the fact of substitution of Epikote for DER669E by identifying and tracing the ingredient codes referred to in these documents.
190 Correlating the matters identified by Visy, Siegwerk, PLTP and Simplot at the time of their investigations in August to September 2004 above, with the occasions on which Epikote has now been disclosed as having been used to formulate 3490EP, the following appears as I have previously set out:
Suspect Cans (Can Code) | Coating dates by Visy | Siegwerk Lacquer Batch Number | Date Received by Siegwerk (Nuplex Delivery docket) | Nuplex 3490EP Batch Number | Ingredient of 3490EP |
4009 | 5 December 2003 | 590112 | 1 October 2003 | 309024 | Epikote |
4022 | 5 December 2003 | 590112 | 1 October 2003 | 309024 | Epikote |
4043 | 5 December 2003 | 590112 | 1 October 2003 | 309024 | Epikote |
4062 | 21 January 2004 | 594406 | 16 December 2003 | 311034 | Epikote |
4082 | 4 February 2004 | 597954 | 19 January 2004 | 401011 | Epikote |
4086 | 21 January 2004 | 594406 | 16 December 2003 | 311034 | Epikote |
191 In summary, Siegwerk has submitted that the combined weight of all the above evidence supports the proposition that EOEs that leaked through internal corrosion had been coated with a lacquer formulated using Epikote or batches of lacquer that contained DER669E and Epikote that had been admixed in the holding tank and, accordingly, that the substitution of Epikote for DER669E was a cause of that corrosion. The elements of its argument are as I have set out earlier at [27] to [38].
ANALYSIS of circumstantial case
192 Siegwerk's circumstantial case is that there was a successful period of use of its SICPA lacquer and of the PPG lacquer which had previously been used by Visy to coat can ends, followed by can failures arising only after Nuplex utilised the alternative resin. In my opinion, its circumstantial case does not rise to the level of discharging its onus of proof on causation whether separately or in combination with its scientific expert evidence and theories that I will discuss later. Moreover, there are various matters that are at odds with its thesis.
193 First, and as a general matter, Siegwerk did not carry out what Nuplex has described as "side by side" testing of Epikote-based lacquer and DER-based lacquer. It had the ability to do so but chose not to do so. Rather, Siegwerk sought to establish its case quite indirectly and utilising nuanced polymer chemistry theory that is necessarily uncertain. The absence of Siegwerk availing itself of a more direct way to prove its case is not of assistance to its circumstantial case.
(a) Cans with lacquer using DER669E resin also failed
194 Second, the fact that cans produced with the DER669E resin also failed is against Siegwerk's circumstantial case. Where the question is whether it can be concluded that, but for the change of resin, the can failures would not have occurred, evidence that corrosion occurred on cans manufactured with DER669E is against Siegwerk's case thesis.
195 Annexure DH7 to Dr Hewitt's affidavit enables me to conclude that the cans identified by PLTP as batch 4050 were coated with SICPA lacquer batch number 593405, which was in turn identified by Mr Chambers (see his affidavit of 17 November 2014 at [44]) as having been produced with DER669E. If cans coated with DER-based lacquer also failed then this points against the use of Epikote being the cause of failures. The evidence of failure of cans from batch 4050 further appears in:
(a) exhibit N5, which comprises 14 separate complaints from Simplot's customers. The can batch 4050 is identified on each of those complaints; and
(b) defective cans identified in the course of the Visy investigation, as recorded in exhibit N3 (email from Jessop to Dr Hewitt of 5 August 2004).
196 There is also further evidence provided by the ALS Laboratory Group report dated 17 March 2010 (exhibit N1) in relation to work that was commissioned by Dr Scheirs in March 2010; this had been referred to by Dr Scheirs in his second report dated 9 September 2010. It provides some evidence of failures in cans lined with lacquer produced with the DER base resin. The last batch of EP3490 manufactured using Epikote was received by Siegwerk in February 2004 (exhibit N4). It is unlikely that the can examined by ALS from batch 4322 (filled on the 322nd day of 2004 (derived from the code 4322), that is, 18 November 2004) was lined with a lacquer manufactured using Epikote. It is to be noted that the coating had failed in the region of the score line and the end was corroded. The most probable scenario is that the failure is to be correlated with the use of DER669E rather than Epikote.
197 Further and more generally, the product failure occurred over a period where both the specified and unspecified base resins were used. There is little direct evidence linking the use of the unspecified base resin and can failures. Indeed, to the extent that "suspect" lacquer was identified, and at the time of the failures at least some of that lacquer was manufactured with an identified and specified resin (see exhibit 2), it would appear that several of the lacquer batches identified at the time as "suspect" were manufactured using DER669E (see for example batch number 311010).
198 In summary, if failures were experienced with lacquer manufactured using the DER product, then this points against the cause of failures being the use of the substitute resin. For completeness, I should say that from time to time Siegwerk approbated and reprobated on the accuracy of various documents (schedules, annexures, work orders, batch documents and the like) as to whether they accurately recorded that DER669E resin had been used for lacquer in failed cans. I am satisfied that there is probative evidence, as I have set out, demonstrating that the use of DER669E could also be attributed to or at least correlated with failed cans.
(b) Failure to carry out pack testing of the SICPA product
199 Third, Siegwerk has made much of the importance of proving the performance of a lacquer before any change in its formulation is approved. But pack testing of the kind carried out by Visy is not an effective means of reducing the risk of sporadic failure of a very small proportion of cans.
200 There has been a debate between the parties as to the relevant failure rates in the present case. In my view there is a lack of detailed and probative information concerning the number of can failures and their timing. However, it would appear that the number of failures was relatively very small by comparison with the number of cans produced. Some of the evidence demonstrates that Visy was producing in the region of 170,000 can ends per day. Indeed, Dr Hewitt gave evidence that Visy could produce 80,000 ends per hour. Further, Dr Scheirs and the other experts have treated the failures as "sporadic". Further, the evidence demonstrates that as the limits of the "window of operability" are approached, sporadic defects, probably associated with variability in the impact of the scoring tool, are likely to emerge. That may be an explanation for the failures. It also explains why the pack tests are non-determinative of the adequacy of the film. Even though the cans tested were within appropriate parameters, that does not eliminate the risk of sporadic failure.
201 I should also say that the evidence led by Siegwerk as to the frequency of failure was less than satisfactory. Siegwerk sought to adduce oral evidence in chief on the subject from Dr Hewitt that I would give little weight. It was not set out previously in his affidavit. It was general and vague and my reservations remain as I intimated to the parties during the hearing.
202 Further, and in any event, as Nuplex rightly submits, no significant pre-production pack testing of the effectiveness of SICPA lacquer on can ends was ever carried out. The majority of the Test Packs to which Siegwerk has referred (and as I have set out in detail earlier) do not relate to trialling epoxy phenolic lacquer on can ends. The Test Packs identified by Siegwerk as being evidence of successful trialling of the SICPA product with respect to tuna products were Test Packs 595 and 627. But Test Pack 595 records that what was being tested was the SICPA product on the can body (not the ends). Further, during the cross examination of Dr Hewitt it became apparent that Test Pack 627 was not trialling SICPA lacquer on can ends but was trialling BHP tin free steel using DR30 on the ends. DR30 was accepted by Dr Hewitt as being Visy's internal nomenclature for both the PPG product and the SICPA product. The test was not conducted for the purpose of proving the SICPA product on the ends. I agree with Nuplex that it cannot be established that the SICPA lacquer was used for the purpose of the test on the can ends. Further, the manufacturing standard that was in place during the time of commercial production of the SICPA lacquer was not in place at the time of Test Pack 627. Accordingly, the manufacturing standard (which includes coating weight) did not govern that testing phase.
203 Further, as Nuplex submitted, it should be noted that although Dr Hewitt stated that it took between 12 and 18 months to qualify a product for use, the SICPA lacquer was approved approximately four to six months after the testing had commenced. Further, the SICPA product had been in commercial use for some six months by the time the final Test Pack was opened in March 2004.
(c) The Visy QA procedures
204 Fourth, Siegwerk has placed reliance upon satisfaction with the Visy QA procedures. But it is not established that those procedures were adequate to avoid sporadic can failures with DER669E-based lacquer applied at the reduced film thicknesses. Failures occurred in cans coated with the DER-based lacquer. This supports the proposition that the procedures were not definitive in avoiding sporadic failures. Further, even if it is assumed that the production tolerances were adequate to ensure the successful use of the coating applied at the thicknesses apparently employed with the PPG lacquer, that does not support the proposition that they would serve that purpose once the coating thickness was reduced.
205 Generally, Siegwerk's case appears to be premised on a narrow "window of operability" so that slight changes of circumstances could result in sporadic can failures. But even if it could be assumed that the production tolerances incorporated in the Visy QA procedures were adequate to ensure the successful use of the coating applied at the thicknesses employed with the PPG lacquer, there is no reason to suppose that they would serve that purpose once the coating thickness was reduced. Visy was operating at the edge of the specified tolerances. Further, score depth tolerances were exceeded from time to time. Such circumstances provide a reasonable hypothesis for causation for the can failures.
(d) Post-failure testing
206 Fifth, some of the post-failure testing provides a doubtful basis for distinguishing between the performance of lacquers produced with DER669E and Epikote. It does not appear to be possible to definitively identify when the SICPA lacquer used for the purposes of the trial was manufactured.
207 Further, the testing examined the condition of the score line and appeared to demonstrate failure at the score line. That is not supportive of the proposition that the failures can be confidently attributed to the use of Epikote.
208 Further, while Siegwerk has demonstrated the use of Epikote during the period which it has nominated as the relevant period, it has not demonstrated that Epikote was not also utilised in the period which Siegwerk asserts was a period of successful use of SICPA lacquer.
(e) Differences in lacquers — alternative hypotheses
209 Sixth, Siegwerk has not adduced any coherent evidence that the PPG lacquer was equivalent to the SICPA lacquer. The formulation of the PPG lacquer has not been revealed. Accordingly, any period of successful use of the PPG lacquer is of problematic value to support the circumstantial case.
210 But from what is known, the lacquers were not equivalent. The use of an alternative aluminium paste was a known difference. Further, there were relevant differences in the can ends produced during the time that they were coated with the PPG lacquer as compared to those produced with the SICPA lacquer which were unrelated to the use of the alternative resin. Moreover, until the claim brought against Siegwerk by Visy settled, Dr Scheirs, Siegwerk's expert, maintained that the failures were the result of the fact that coating thicknesses had been materially reduced and that there were material inconsistencies in the operation of the scoring machine used to stamp the can ends. Dr Scheirs has now conveniently abandoned those views, but the potential significance of those factors is supported by Mr Jim Haig, an expert called by Nuplex. It is appropriate to elaborate on these aspects at this point as well as an issue concerning viscosity.
Coating thickness variation and the "window of operability"
211 There was a generally unexplained reduction in film coating thickness as between the SICPA and PPG cans.
212 The only significant investigation of the film thicknesses evident in cans lined with the SICPA lacquer was carried out by Dr Scheirs. The results of his inspection show a marked difference in film thickness. When the further reduction in the thickness of the film beneath the score line, associated with the rigours of the scoring process, is taken into account, film thickness was reduced to about 3.3 to 6 microns. Dr Scheirs adopted a range of film thickness reduction of 40–50% in his 13 March 2015 report, though he applied it to assumed SICPA lacquer film thicknesses (8 to 10 microns) that do not reflect the results of his investigations which revealed SICPA film thicknesses ranging from 6.6 to 9.8 microns.
213 Dr Scheirs' attempt in his affidavit sworn 14 November 2014 to retract his earlier conclusions concerning the comparative film thicknesses of PPG and SICPA lacquers on the basis of the "expected variability of the analytical techniques" was unconvincing and impacted on his reliability generally.
214 I am not in doubt that the reduced film thickness enhanced the risk that the film would be cracked in the scoring process. As Dr Scheirs noted in his 2006 report when it suited his then hypothesis:
While a minimum internal coating thickness for this application has not been established, in my opinion there would be a critical coating thickness below which the scoring operation would cause intermittent damage to the coating in the score region. A thicker coating is more likely to withstand deformation induced during the scoring process.
215 In my view, this change in film thickness provides a reasonable alternative hypothesis for the can failures.
The change of aluminium paste
216 The change in aluminium paste is another factor that provides a reasonable possible explanation of any apparent correlation between the change from PPG to SICPA lacquers and can failures.
217 Mr Haig identified the potential significance of poor flake dispersal on a film of the thickness being employed by Visy. Having regard to the size of the aluminium flake used in the SICPA lacquer (40% of flakes exceed 10 microns in length and some could be as large as 20–30 microns) they were potentially significant in the context of a film the thickness of which may well have been locally reduced to 3.5 microns.
218 A conglomeration of flakes is capable of bridging two coats of film if protruding from the first coat. Further, in a film of that thickness, a conglomeration of aluminium flakes might present a region of weakness from which cracking could propagate.
219 Whether the role of the aluminium flakes in the failure mechanism has been established through testing or not, that additional difference is not supportive of Siegwerk's circumstantial case.
Viscosity
220 Mr Haig also advanced a theory based upon viscosity questions. But he accepted that he was speculating on the issue and that it was a possibility to be explored. Dr Scheirs considered the viscosity issue to be relevant only to coating thickness and had no other scientific significance.
221 Siegwerk's quality control addressed viscosity. Its records denote a viscosity test described as "3.1 VISCO", for which certain specification details were provided. The parameters for the viscosity specification had been varied. In the period 11 April 2002 to 30 September 2003, the viscosity check was conducted using a Ford Cup within a parameter of 80 to 100 seconds and from 9 October 2003 within a parameter of 65 to 95 seconds. The lacquer passed the viscosity test. Dr Hewitt explained that as long as the lacquer was sufficiently viscous to allow an unconstrained feed, that was the end of the issue. I agree.
222 In my view, the viscosity hypothesis (as producing a relevant change causally linked to the failure mechanism) can be put to one side.
(f) PPG lacquer failure
223 Seventh, against Siegwerk's thesis is the fact that prior supply of PPG lacquer (even if its substantive equivalence is assumed in Siegwerk's favour) for filling trials was also linked with lacquer failures (see Dr Hewitt's affidavit of 19 February 2015 at [40] and his annexed report of 18 March 2005; see also the Visy report for the November 2004 filling trials (SICPA v PPG Coating)).
The parties' experts
224 It is now appropriate to turn to the case advanced on the science of polymer chemistry. But before addressing the competing theories, it is necessary to make some observations concerning the expert evidence.
225 Both parties tendered before me a wealth of expert evidence which travelled far beyond that put to Gray J. The expert evidence before me was of a higher quality, sophistication and complexity than that which had been adduced before his Honour, although much of that earlier evidence was also retendered before me. As this is a retrial, it is neither necessary nor appropriate to refer to either his Honour's findings or the Full Court's findings on the then limited material before them. Much of that analysis, as it turns out, has now been superseded.
226 I must say that on the whole I found Nuplex's experts on polymer chemistry (Professor Per Zetterlund and Dr Richard Brinkhuis) to be more technically rigorous than Siegwerk's experts on that same topic (Dr Frank Jones and Dr John Massingill). On the broader expert evidence dealing with failure mechanisms, Siegwerk's expert, Dr John Scheirs, and Nuplex's expert, Mr Jim Haig, were reasonably well matched at one level, although Dr Scheirs' evidence was, in my view, compromised in ways that I will later describe, including a substantial shift in his position from an earlier report. Dr Scheirs was also an expert in polymer chemistry, but in my opinion not in the same technical class as Messrs Zetterlund, Brinkhuis, Jones or Massingill; that assessment is based upon the more diffuse subjects he sought to cover, his performance in the concurrent evidence session and various issues with his evidence that I will shortly discuss.
(a) Siegwerk's experts
227 Siegwerk called Dr Frank Jones, Dr John Scheirs and Dr John Massingill.
Dr Frank Jones
228 Dr Frank Jones completed his PhD in chemistry in 1962 from Duke University. He has been working in academic and industry positions involved with coatings for 45 years. He has held senior academic positions, although scaled back from 2000. He has previously acted as an expert witness. He has published extensively in the field of coatings and the underlying polymer technology with over 200 publications and 25 patents.
229 Dr Jones is a distinguished and respected expert in this field. He is also a co-author of "Organic Coatings Science and Technology" (Wiley, 2007 (3rd ed)) and has served as Chairman of the Division of Polymeric Materials Science and Engineering of the American Chemical Society (1997).
230 But notwithstanding Dr Jones' long and distinguished career, I must say that observing him in the concurrent evidence session matched against Professor Per Zetterlund and Dr Richard Brinkhuis for Nuplex, I was left with the impression that he was not as sharply focused and quantitatively skilled as they were. His evidence on the paper of Neal Langley, "Elastically Effective Strand Density in Polymer Networks" (1968) 1 (4) Macromolecules 348, left me with the impression that he may not have fully understood equation 6 (and relatedly equation 7), alternatively that it did not provide support within the context of the paper for the assistance that he may have sought to derive from the paper. I also have difficulty with the reliance in his first report on the Leeder Consulting results. Such results were later accepted not to be reliable. On one view, he ought not to have relied on these results and his expertise should have led him to put such results to one side from inception. It should have been well apparent to a person skilled in the field that the molar mass distribution curves reported by Leeder Consulting did not resemble common Mw distributions for the types of polymers under consideration.
231 Generally where there has been a significant technical difference between the evidence of Dr Jones on the one hand or Professor Zetterlund and Dr Brinkhuis on the other, I have preferred the evidence of the latter experts. Having said that, I was assisted by Dr Jones' general discussion of polymer chemistry theory, and I have adopted his description of some of the theory from time to time. It was also necessary to have regard to the complete text of "Organic Coatings Science and Technology" (Wiley, 2007) (kindly provided to me by the CSIRO Library Network System), particularly Chapters 2 and 13, to supplement the deficiencies in the extracts that were appendices II and III to his first report.
Dr John Massingill
232 Dr John Massingill received his PhD in chemistry from Texas Christian University in 1968. He spent 25 years at Dow Chemical Company, Texas, as a research and development chemist. He then, as he described it, "retired to academia" and "gradually moved to entrepreneurial activities". He has been actively involved in coatings for over 33 years. He obtained substantial experience at Dow Chemical in epoxy resins and generally can and coil coatings. In 2000 he became the Director of the Center for Coatings and Bio-Based Technology at Texas State University and held that position until 2008. In 2009 he retired to run his own company. He has published extensively in peer reviewed journals and has numerous patents and patents pending.
233 There is little doubting Dr Massingill's expertise, but there was one area of his evidence that it is appropriate to comment on at this stage. Professor Per Zetterlund for Nuplex commented on several of Dr Massingill's papers and concluded that they provided some support for the proposition that flexibility can in fact increase with decreasing molecular weight; alternatively expressed, increased molecular weight may produce a decrease in flexibility. He used these papers in part to say that one cannot take for granted that a higher molecular weight of an epoxy resin will give higher flexibility of the cured product in a specific case. Dr Massingill responded that the quotes from his papers were taken out of context and missed the main theme of his papers. For the reasons given by Dr Brinkhuis in his report (from page 8), in my view Professor Zetterlund rightly used these papers in the context that he was considering. Dr Massingill's misplaced criticism of how his own papers were used left me in some doubt with his reliability. Neither Professor Zetterlund nor Dr Brinkhuis were challenged in cross-examination on their use of Dr Massingill's papers.
Dr John Scheirs
234 Dr John Scheirs describes himself as a polymer consultant. He obtained his PhD in applied chemistry from the University of Melbourne in 1991. He has worked for Exxon Mobil as a senior chemist and product development engineer, particularly working with polyethylene. He has then for an extended period worked as a polymer consultant, but for a time (1998 to 2000) worked as a Technical & Process Manager for Coca-Cola Amatil in their Beverage Packaging Division. He has published extensively, including the books "Compositional and Failure Analysis of Polymers" (Wiley, 2000) and "Polymer Recycling: Science, Technology and Applications" (Wiley, 1998). But notwithstanding this background, in my view other polymer chemists who gave evidence (Messrs Jones and Massingill for Siegwerk and Messrs Zetterlund and Brinkhuis for Nuplex) had technical expertise that carried greater weight with me. It is also fair to say that Dr Scheirs' evidence had a broader scope in dealing generally with failure analysis rather than concentrating upon the subtleties of polymer chemistry.
235 There were various difficulties with Dr Scheirs' evidence, two of which are noteworthy at this point:
(a) First, Dr Scheirs has given numerous reports and expressed varying views over time as to the failure mechanism. In 2006, when he was commissioned to give a report, he expressed the view that the failure mechanism could be attributed to different coating thickness and scoring issues. For example, he noted at page 6 in his 17 March 2006 report:
The thickness of the PPG and Sicpa coatings as applied by Visy are not the same. The Sicpa coating applied by Visy is relatively thin (at typically 7 – 8 microns). Three internal lacquer coats instead of the two (as was used by Visy) would have been preferable to resist the damage caused by the scoring operation for this demanding application. In comparison, the PPG coatings of various cans was found to be thicker (at typically 10 – 12 microns) and the Gold coatings were vastly thicker (at approx. 20 microns). While a minimum internal coating thickness for this application has not been established, in my opinion there would be a critical coating thickness below which the scoring operation would cause intermittent damage to the coating in the score region. A thicker coating is more likely to withstand deformation induced during the scoring process.
(b) True it is that in 2006 he may not have known of the resin substitution. Nevertheless this was his objective hypothesis based upon his expertise. He has, of course, now stepped away from this.
(c) Second, his initial reliance upon the Leeder Consulting data calls into question his reliability.
(b) Nuplex's experts
236 Nuplex called Professor Per Zetterlund, Dr Richard Brinkhuis and Mr Jim Haig.
Professor Per Zetterlund
237 Professor Zetterlund was a professor at the Centre for Advanced Macromolecular Design (CAMD), School of Chemical Engineering, University of New South Wales.
238 In 1994 he was awarded a Masters of Science in Chemical Engineering by the Royal Institute of Technology, Stockholm, Sweden. He received his PhD in polymer chemistry in the area of cure kinetics of unsaturated polyester resins from the University of Leeds, United Kingdom. From 1998 to 1999 he held the position of Postdoctoral Fellow at Griffith University, Brisbane, Australia. From 1999 to 2003 he was an Assistant Professor in the Department of Applied & Bioapplied Chemistry at Osaka City University, Japan, and from 2003 to 2009 he was an Associate Professor in the Department of Chemical Science & Engineering at Kobe University, Japan. From 2009 he has held his current position. His work has involved research in the following areas:
(a) kinetics/mechanisms of radical polymerisation;
(b) controlled/living radical polymerisation (CLRP);
(c) radical polymerisation in aqueous dispersed systems;
(d) implementation of CLRP in dispersed systems;
(e) nanoparticle synthesis;
(f) radical polymerisation in superficial carbon dioxide; and
(g) modelling and simulations of radical polymerisation processes.
239 Since around June 2013, Nuplex and the UNSW (with Professor Zetterlund as one of three investigators) have worked together on collaborative research on polymer nanoparticles with gradient morphology for environmentally friendly aqueous coatings applications. The project is a formal collaboration between Nuplex and the CAMD. The project relates to the morphology and structure of novel water borne resins developed by Nuplex. This work has not impaired his independence, contrary to Siegwerk's assertions.
240 Professor Zetterlund was highly qualified and I had no reason to doubt the reliability of his evidence. His evidence addressed Dr Jones' principal conclusions. Although he had less experience than Dr Jones, nevertheless I found his evidence to have a sharper and more probative technical focus. Moreover, as he rightly pointed out, the Leeder Consulting data was "very odd" and flawed, yet Dr Jones had relied on it. In my mind that affirmed Professor Zetterlund's reliability. So too did his more astute observations on the Langley paper and his use of Dr Massingill's papers.
Dr Richard Brinkhuis
241 Dr Richard Brinkhuis was not strictly an independent expert. He held the position of Manager, Chemistry Laboratory, Nuplex Innovation Center at Nuplex in the Netherlands. As part of his evidence, he carried out and reported on tests on a sample of the resin described as "Epikote 1009 Resolution Performance Products, 27/8/12 DME-S-4930". He carried out the tests over August to December 2014 with the assistance of Dr Martin Bosma and others. Some criticisms have been made by Siegwerk of these test results, but I consider such criticisms to lack substance. The tests were carried out using a rigorous scientific method, albeit that with any laboratory testing they have limitations. But whatever the limitations, these tests were probative as to the results they reported on. I should also say of Dr Brinkhuis that he had a PhD in polymer chemistry from the State University of Groningen which was awarded in 1991. His experience in this field was extensive. During 1992 to 2004 he worked at the Akzo Nobel Central Research, Arnhem, and thereafter at the Nuplex Innovation Center (when Nuplex acquired Akzo Nobel Resins in 2005), researching powder resins, water-borne resins, hyperbranched resins, high solids resins, rheology modification, polymer networks and biobased polymers. He has extensively published in peer reviewed journals and is a co-author of various patents. His evidence was measured, technically accurate and helpful. His affiliation with Nuplex in my view did not substantially detract from the probative value of his evidence. He was what I would describe as a scientist first. His leading expertise and experience in the precise field of polymer chemistry under discussion in this case could not be doubted. Indeed when one reflects on the depth and sophistication of his responses in the Joint Report dated 22 April 2015 for the expert conclave between himself and Dr Massingill and compares them with the responses of Dr Massingill, this further fortifies my assessment of the expertise of Dr Brinkhuis and my general preference for his analysis.
Mr Jim Haig
242 Mr Haig was a materials scientist employed by UniQuest, the commercial arm of the University of Queensland. He was also a principal consultant in an entity described as UQ Materials Performance. His specialty was in the area of non-metallics science. He graduated with a Bachelor of Applied Science (Applied Chemistry) in 1975 from the Queensland Institute of Technology. He had been employed as an analytical chemist and then as a senior materials scientist within the Queensland government relating to its regulation of the power industry; in that context his expertise was utilised in paint and other non-metallic materials. His work has involved investigating the degradation and quality of polymeric materials. His evidence was objective and of assistance, although Dr Brinkhuis and Professor Per Zetterlund were more highly qualified on the science of polymer chemistry. Mr Haig was dealing, however, with the broader topic of other potential failure mechanisms. He made appropriate concessions concerning some of those possibilities not proceeding beyond reasonable hypotheses and, in one case, speculation concerning viscosity changes. Limitations in his evidence were not a function of any lack of expertise or objectivity but rather more due to the nature of the subject area on which he was asked to opine. He principally responded to Dr Scheirs' failure analysis. He also responded to Dr Jones in part dealing with the relevance and significance of different molecular weights.
scientific concepts — some terminology
(a) Molecular weight
243 Because individual polymer (macromolecule) chains usually differ on the amount of polymerisation and molar mass, one usually talks of a distribution around an average value, known as a molecular weight distribution or a molar mass distribution. In simple cases, the distribution resembles a skewed Gaussian distribution; in other cases the distribution is more complex. Different average values can be calculated, which vary depending upon the statistical method used. It is worth explaining the different values. But first, when one is referring to molecular mass or weight, one is referring to the mass of the polymer molecule, which is the sum of the mass of each atom in the molecule. I do not need to elaborate further or explain the concept of relative molecular mass and Dalton units for present purposes. I should also say in this area that the concepts of mass and weight are used interchangeably, although strictly there are differences; the former is solely a function of the amount of matter, but the latter must also factor in gravitational effects.
244 Mn is the number average molecular weight (or molar mass). Polymer chains, even of the same type, will vary in size. The number average is simply the arithmetic mean of the masses of the polymer molecules calculated by summing the products of the numbers of molecules and their molecule weights and dividing by the sum of the number of molecules in the sample.
245 Mw is the weight or mass average molecular weight (or molar mass). This metric provides a weighted calculation (second power average) such that larger polymer molecules will make a greater contribution to the calculated average value. It should be noted that the ratio of Mw to Mn is described as the Polydispersity Index for the particular polymer. In substance, it represents the breadth and generally characteristic shape of the molecular weight distribution curve. Mw is a very important factor controlling the strength of films that are not cross-linked. But when films are cross-linked, complexity arises concerning how Mw and cross-linking interact. One needs to consider, inter alia, issues of cross-link density and Mc as I will later explain.
246 Mz is the z–average molecular weight (or molar mass) calculated as a third power average. The Mz value is more sensitive to higher molecular weights for the molecules in the polymer. Generally, the ranking of the various average molecular weights is Mn < Mw < Mz < Mz+1. Mz+1 is yet a further averaging metric that has been referred to in the literature and described in this case. This metric is even more sensitive to higher molecular weights. I do not need to elaborate further on Mz and Mz+1 for present purposes.
247 Mc is the number average molecular weight between cross-links. One can distinguish between two macromolecules (primary chains) and the cross-links that join them. Mc relates to the segments of the primary chains between the cross-links. The terms "cross-linked polymers" and "network polymers" are sometimes used interchangeably. I will elaborate on cross-linking in the next section.
248 Mn is a useful property if one is interested in the number of molecules present in a polymer sample, but where the size of the molecules is not a concern. The other point to note is that if a resin is made up of molecules all of which are the same size, then Mn would equal Mw. Mn is also the usual metric used when discussing cross-link density.
249 EEW is the epoxy equivalent weight and is measured using nuclear magnetic resonance. It can be used to determine Mn in most cases.
250 Tg is the glass transition temperature. It is usually measured by differential scanning calorimetry (DSC). It is the temperature where a thermosetting polymer changes from a hard rigid or glassy state to a more pliable, compliant or rubbery state. Tg is a temperature range over which the mobility of the polymer chains increases significantly. This may be due to cross-linked polymer chains having multiple degrees of freedom. The potential vectors (magnitude and direction) are a function of the applied thermal energy. Tg for a polymer (epoxy resin) is a function of its chemical structure, type of hardener and degree of cure. Generally speaking, according to the Fox-Flory equation, as Mw increases, Tg increases. I have referred to a thermosetting polymer, but I should contrast this with a thermoplastic polymer where there are no cross-links; such a polymer does not undergo cross-linking reactions and becomes plastic (softens) when heated.
251 As I have indicated, flexibility is itself a term of some imprecision and the experts have treated it in terms of the capacity of the coating to cope with tensile, compressive, flexural and shear stresses. It is a separate concept to that of adhesion.
252 It is agreed that the typical effect of Tg on flexibility for polymers is that generally as Tg goes down, flexibility goes up and vice versa; but there are some exceptions.
253 There is an inverse relationship between cross-link density and Mc. As cross-link density goes up, Mc goes down. If Mc goes down, Tg goes up. As Tg goes up, flexibility goes down. In summary, as cross-link density goes up, flexibility goes down. It also follows that as cross-link density decreases, flexibility may go up. As cross-link density decreases, Mc increases. As Mc increases, Tg goes down and flexibility goes up. One other point should also be noted at this point, and it is of some importance. If Mn increases, this usually produces an increase in cross-link density, leading to flexibility decreasing. Conversely, if Mn decreases, this usually produces a decrease in cross-link density, leading to flexibility increasing.
(b) Cross-linking
254 The epoxy resins in the present case are manufactured from epichlorohydrin and bisphenol A. The epoxy resins produced are polymer molecules that have hydroxyl (–OH) reactive groups which are regularly spaced along the polymer chain. The evidence is that the hydroxyl groups are the primary reactive sites for cross-linking. The molecules also have epoxy groups at each end. As I have described earlier, an epoxy group (or epoxide) is a three membered cyclic ether with an oxygen atom bound to two carbon atoms in the form of an equilateral triangle. These are also potential reactive sites.
255 Cross-linking is achieved by using another chemical, usually a resin. In the present case this appears to have been a form of phenolic-formaldehyde resin. When the coated metal is stoved at high temperature, the cross-linkers form bonds with the epoxy resin, tieing the polymer molecules together. Under acid catalysis, the cross-linkers react with the hydroxyl groups along the backbone of the epoxy molecules to produce the cross-links. Some reactions can also occur with the epoxy groups at the end of the polymer molecules.
256 Before proceeding further I should also note that a model for phantom networks has been developed. Sperling, Introduction to Physical Polymer Science (2006, 4th ed), explains the concept of "phantom network" in the following terms:
It must be remarked that considerable controversy exists over the existence of physical cross-links … A theory has been proposed by Flory … using mathematics of a simplified network, called the "phantom network".
The model consists of a network of Gaussian chains connected in any arbitrary manner. The physical effect of the chains is assumed to be confined exclusively to the forces they exert on the junctions to which they are attached.
A mathematical model is used to factor in chemical cross-links of posited arbitrary functionality, but no physical cross-links. This is relevant to trapped entanglement theory that I will come to.
257 A controversial issue in the case is the connection between the average molecular weights of the epoxy resin, cross-linking and flexibility. Siegwerk contends that higher molecular weights before cross-linking will lead to better flexibility. So, if you take a resin of a particular type of polymer with an Mw of say X and compare it with another resin of the same type of polymer with a higher Mw, the latter will have higher flexibility. But it now accepts that this depends upon the type, amount and ratio of the cross-linker and the optimised formulae for cross-linking in each case. Now there are a number of controversial areas. If in a formula of resin you only alter the Mw of the resin but do not vary (i.e. reduce) the amount of cross-linker, there is support for the proposition that if you increase the average molecular weight with the type of resin, you may increase inflexibility. In other words, if you use a resin with higher average molecular weights (as compared with the previous resin used), then you should reduce the amount of cross-linker (as compared with the previous amount used with the previous resin having a lower average molecular weight) in order to maintain the same degree of flexibility. The flip side is that if you have a formula and the only change made is to reduce the average molecular weight of the polymer, you may in fact increase flexibility. This second point is important. Many times, Siegwerk has contended for propositions to the effect that a higher average molecular weight for an epoxy resin before cross-linking will lead to better flexibility in "optimised" formulae of cross-linking. At one level that may be true, putting to one side the Kojima curves for a moment. But I am dealing here with causation where the evidence only suggests that the epoxy resin was substituted, but not the cross-linker, whether as to type, amount or ratio. So, I have a situation where, on Siegwerk's hypothesis, the substitute resin (Epikote) had a lower average molecular weight (assume this in Siegwerk's favour for the moment, although this is also controversial and an assumption which in my view Siegwerk has not established on the balance of probabilities) as compared with DER669E but where the cross-linker type, amount or ratio had not been changed (or relevantly its amount or ratio reduced). But in that scenario the science suggests that rather than the lower Mw resin (Epikote) reducing flexibility, its use may have increased flexibility. In the present case, if the substitute resin has a lower average molecular weight (the working assumption for the moment) but you have left the amount of cross-linker as it was for the higher average molecular weight, then you may have increased flexibility, all else being equal. Now Siegwerk says that if the substitution had been known, the cross-linker amount or other aspects may have been changed to be "optimised". Perhaps. But I am looking at the question of causation, as posed by the parties, as to whether this particular substitute resin produced increased inflexibility (the Siegwerk thesis) on the science. And the evidence for this substitute resin is that at best for Siegwerk, only the Mw of the resin was changed, but not the type, amount or ratio of cross-linker or indeed any other variable of the formula. On that hypothesis, the reduced average molecular weight for Epikote may have increased flexibility or the level of flexibility may have stayed the same as for the DER669E.
258 Let me elaborate on three theories relevant to cross-linking as usefully explained by Dr Jones in his evidence, putting to one side for the moment his ultimate conclusions. They are the following:
(a) The theory of rubber elasticity;
(b) The theory of trapped entanglements;
(c) The theory of network perfection.
Rubber elasticity theory
259 This theory attributes elasticity to flexible chains within a three-dimensional cross-linked polymer network. When the material is at rest, these chains adopt a coiled configuration that is the most favourable thermodynamically. But when the material is subjected to force (such as stretching a rubber band) the flexible chains extend. When the force is removed, they return to their favoured configuration unless constrained. Highly elastic materials are capable of being stretched 500% or more. The theory was originally developed for rubbers, but it has been applied successfully to cross-linked epoxies.
260 How does elasticity relate to the flexibility of coatings? When a coating is attached to a metal sheet and the sheet is deformed, the coating stretches. The coating, however, cannot return to its original configuration. Its ability to adapt to the new shape is called "flexibility". High flexibility requires a high level of elasticity. Another coating requirement is strong adhesion. Without it, the coating will simply fall off when the sheet is deformed. Epoxy-based coatings usually have good adhesion.
261 For the rubber elasticity theory, flexible chains in the polymer network can be in three situations:
(a) The chains can be connected to the cross-links at two points; these are the "elastically effective" chains. To be effective, these chains cannot be too short.
(b) They can be connected at only one point, with the chain forming a "dangling end" or "pendant chain". Alternatively, they can be connected twice to form short loops. Dangling ends and loops are dead weight within the network, adding nothing to its elasticity.
(c) They are not connected at all. Such chains are called the sol fraction (sol = soluble) and can be extracted from the rubber by solvent. The sol fraction may also include pairs of short chains connected at a single point.
262 To make a highly elastic rubber, during cross-linking one needs to get a high proportion of the molecules to form elastically effective chains, with low proportions of dangling ends, loops, and sol.
263 The theory goes that in the case of epoxy resins, the higher the molecular weight of an individual molecule, the more likely it is to cross-link at two or more widely separated points to become part of an elastically effective network; there are some controversial aspects of this proposition.
264 The standard theory of rubber elasticity requires that the elastically effective chains cannot be too short. The theory defines the quantity Mc (as I have previously set out) as the number average molecular weight of elastically effective chains between cross-links. Higher Mc correlates with higher elasticity and higher flexibility. Lower Mc correlates with lower elasticity and lower flexibility.
265 The higher the molecular weight of epoxy molecules, the less cross-linker they require to form a network and the more likely they are to form a high proportion of elastically effective chains. Dr Jones sought to explain this in his November 2014 report in the following terms:
To visualize why high molecular weight epoxy molecules are so important, consider the following simplified example: Imagine two idealized epoxy resins, one consisting entirely of molecules with molecular weight = 1192 g/mol ("low") and the second consisting entirely of molecules with molecular weight = 8860 g/mol ("high"). The low resin has exactly three hydroxyl groups per molecule, while the high resin has exactly 30. A given weight of the low resin has eighteen times as many ends as the high resin. Now we add an idealized cross-linker that can connect two hydroxyl groups to form a cross-link. Arbitrarily, we add enough of this crosslinker to connect 20% of the total hydroxyl groups. After stoving, what will the cured coating film look like? In the case of the low resin, substantial percentages of the molecules will remain unreacted [to form sol] or will react only once, forming dangling ends. Furthermore, the highest Mc the short chains can attain is about 568, a level that is at best marginally effective for flexibility and at worst totally ineffective. But in the case of the high resin, a large percentage of the molecules will react at least twice, forming elastically effective chains. And, the high resin can readily form structures with Mc in the thousands. The film made from the low resin will be weak and brittle, while the film from the high resin will be tough and highly flexible.
Trapped entanglements theory
266 The classical theory of rubber elasticity has been extended to include the possibility of trapped entanglements. Long-chain amorphous polymer chains are likely to become entangled. Such tangles restrict the "flow" of the molecules and in some respects mimic chemical cross-links, although the tangles are less rigid. During cross-linking of entangled polymers, some of the tangles are trapped and act like additional cross-links.
267 Entanglements partly explain why phenoxy resins are elastomeric and arguably may require only small amounts of cross-linker to optimise elasticity.
268 The high molecular weight molecules in type-9 epoxy resins (ranging up to 100,000 Daltons) are also capable of entanglements, although the number of tangles is probably reduced by the presence in the resins of small molecules that dilute the large ones but cannot entangle as well.
269 Dr Jones asserted that the high molecular weight molecules in an "optimised epoxy resin coating formulation" disproportionately enhance flexibility by a combination of cross-linking and trapped entanglements. Of course, the expression "optimised epoxy resin coating formulation" conceals many difficulties, given that I am addressing causation where Epikote was substituted for DER669E with all else remaining unaltered.
Network perfection theory
270 A hypothetical perfect network has monodispersed Mc, i.e. all the elastically effective chain segments are the same length. In other words, it is homogeneous with respect to Mc. At the other extreme is a heterogeneous network with the same average Mc but with a large variation in chain segment lengths. Network perfection theory predicts that the homogenous network will be tougher. Dr Jones opined that assuming network perfection theory applies here, it predicts that substitution of Epikote (assuming its lower EEW and lower Mw, Mz and Mz+1) into a formula optimised for DER669E will reduce flexibility. I am not enamoured with his theory or conclusions at all. My impression was that this was all quite tenuous to say the least.
the Scientific questions
271 It is useful to deal with the issues in the sequence and with the questions as formulated by Siegwerk, but with some modifications.
(a) Did the cans fail because there was a loss of integrity (cracking) of the epoxy-phenolic coating (lacquer) on the inside of the can, under the score line of the easy-open ends, which allowed the contents of the can to come into contact with the steel of the can?
272 It is common ground that there was a loss of integrity (cracking) of the epoxy-phenolic coating (lacquer), the cracking happened on the inside of the can, under the score line of the easy-open ends and the cracking caused the contents of the can to come into contact with the steel of the can. Contact between the contents of the can and the steel caused perforation, loss of contents and corrosion. Further, it appears to be accepted that there was a high rate of strain imposed on the coating on the underside of the score line by the anvil and die during the scoring process. Scoring or engraving of a pre-cut line on can ends can produce hairline fractures of the enamel coating on the inner surface.
(b) Was there any significant difference in the properties of Epikote and DER669E? Did they include that:
(i) the molecular weight of DER669E was higher than the molecular weight of Epikote;
(ii) DER669E contained a greater proportion of high molecular weight chains;
(iii) DER669E had a broader molecular weight distribution;
(iv) the epoxy equivalent weight (EEW) of DER669E was higher than the EEW of Epikote; and
(v) the glass transition temperature (Tg) of DER669E was higher than the Tg of Epikote?
273 The experts agreed that the gel permeation chromatography (GPC) testing that had been performed (save for that undertaken by Leeder Consulting) was of good quality and reliable. GPC is a reliable method to profile the molecular weight distribution of epoxy resins. They also agreed that all of the molecular weight indicators (being Mn, Mw, Mz and Mz+1) in the particular samples tested (I stress this because these "point" measurements do not take into account the distribution curve analysis that must be considered) were higher for DER669E than Epikote. As I have indicated, Mw, Mz and Mz+1 are in effect weighted to the presence of high molecular weight chains. They also agreed that it was not likely (on the basis of these point measurements) that a commercial batch of DER669E from Germany would have lower Mn, Mw, Mz and Mz+1 values than the tested Epikote batch. That of course does not address the batch variability questions that I will discuss. It also does not rule out the two being the same or very similar.
274 Before proceeding further, I note that the test results of Leeder Consulting were unreliable. The distributions did not reflect the theoretical shape of the MMD (molar mass distribution) curve of a linear polymer and the Mn, Mw and Mz were all positioned on the low molecular weight side of the MMD. Although I have included them in the following table, they can be put to one side. As I have said earlier, Dr Scheirs' and Dr Jones' initial reliance on such tests does not give me unqualified confidence in their reliability to say the least. They ought not to have been used; it is to be noted that they were an essential foundation of the previous trial.
275 The data in evidence can be tabulated as follows:
GPC analyst | Epoxy | Mn | Mw | Mz | Mz+l | PDI | |
Dr Brinkhuis Nuplex Innovation Centre | Epikote | 5634 | 17410 | 33725 | 53503 | 3.09 | |
DER669E | 5745 | 19290 | 40330 | 67756 | 3.36 | ||
% DER669E is greater than Epikote: | +1.9% | +10.8% | +19.4% | +26.6% | +8.7% | ||
Dr Scheirs University of QLD (24/02/15) | Epikote | 7774 | 17443 | 42701 | 87062 | 2.24 | |
DER669E | 7655 | 20182 | 57137 | 121171 | 2.64 | ||
% DER669E is greater than Epikote: | –1.5% | +15.7% | +33.8% | +39.2% | +17.8% | ||
Dr Scheirs University of QLD (02/03/15) | Epikote | 6728 | 17028 | 43191 | 89883 | 2.53 | |
DER669E | 7023 | 19893 | 57740 | 124657 | 2.83 | ||
% DER669E is greater than Epikote: | +4.4% | +16.8% | +33.7% | +38.7% | +11.8% | ||
Dr Burford University of NSW | Epikote | 7108 | 13296 | 22998 | 34550 | 1.87 | |
DER669E | 7904 | 15515 | 28024 | 42743 | 1.96 | ||
% DER669E is greater than Epikote: | +11% | +16.5% | +22% | +23.7% | +4.8% | ||
Dr Scheirs Leeder Consulting | Epikote | 3901 | 8425 | 10914 | 2.16 | ||
DER669E | 4401 | 11215 | 17770 | 2.55 | |||
% DER669E is greater than Epikote: | +12.8% | +33% | +63% | +18% | |||
Molecular weight
276 This evidence demonstrates to some extent (the qualification of which I will explain in a moment) that DER669E has a higher Mn than Epikote (except the row in the table above being Dr Scheirs University of QLD (24/02/15)). Mn as I have said is the number average molecular weight which measures the number of chains and is also a good measure of the number of chain ends; each chain (assuming linear rather than branched) has two ends.
277 The results show to some extent (the qualification of which I will explain in a moment) that the Mw, Mz and Mz+1 of DER669E are higher than they are for Epikote.
278 Siegwerk has emphasised the differences in molecular weights and molar mass distributions between DER669E and Epikote as shown in the above tabulated results. But in my view the evidence establishes that such differences are no greater than the differences that could reasonably be expected between batches of the same type of resin (i.e. intra DER669E batches). Alternatively expressed, Siegwerk has not shown that the differences between Epikote and DER669E inter se are greater than the differences that could be expected between batches of DER669E if that had been supplied in accordance with the contractual standard.
279 Dow has published a range for the Mn of DER669E of 5000 to 8000. The Mn range for Epikote appears to be 4550 to 7700. The Mn ranges were not published, but Dr Jones calculated the Mn ranges from the published EEW ranges. Mn is approximately twice EEW. I will explain EEW later.
280 As Dr Brinkhuis pointed out, there is no reason to suppose that resins at the top or at the bottom of the published ranges will be commonplace. There will be a distribution of molecular weights across samples of the products, weighted towards the middle. Over time, it is likely that a batch of DER669E resin would be delivered, the molecular weight of which was below the mean molecular weight of any Epikote resin. There is a sensible likelihood that, at some stage, DER669E resin of a lower molecular weight than any Epikote resin used by Nuplex, was used in the production of EP3490.
281 This perhaps can be demonstrated pictorially. Reproduced below are overlain molar mass distributions obtained from GPC testing of samples of the two resins and similar data from two batches of "identical" resins (Epon 1009F) produced by the same supplier that Dr Brinkhuis gave evidence of.
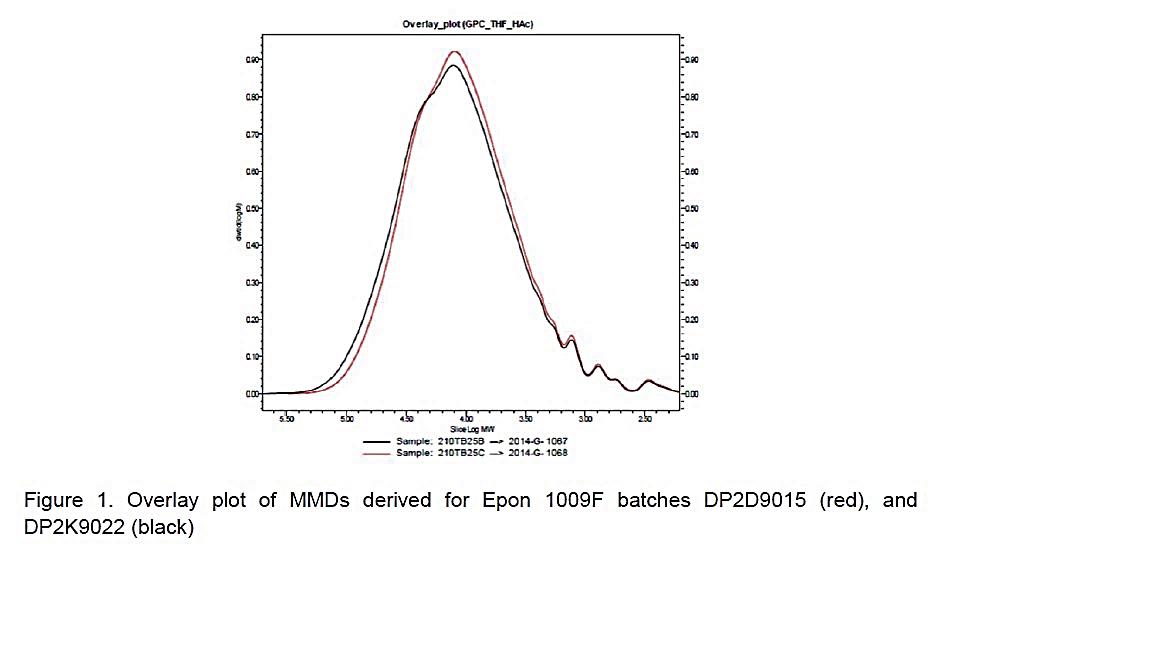
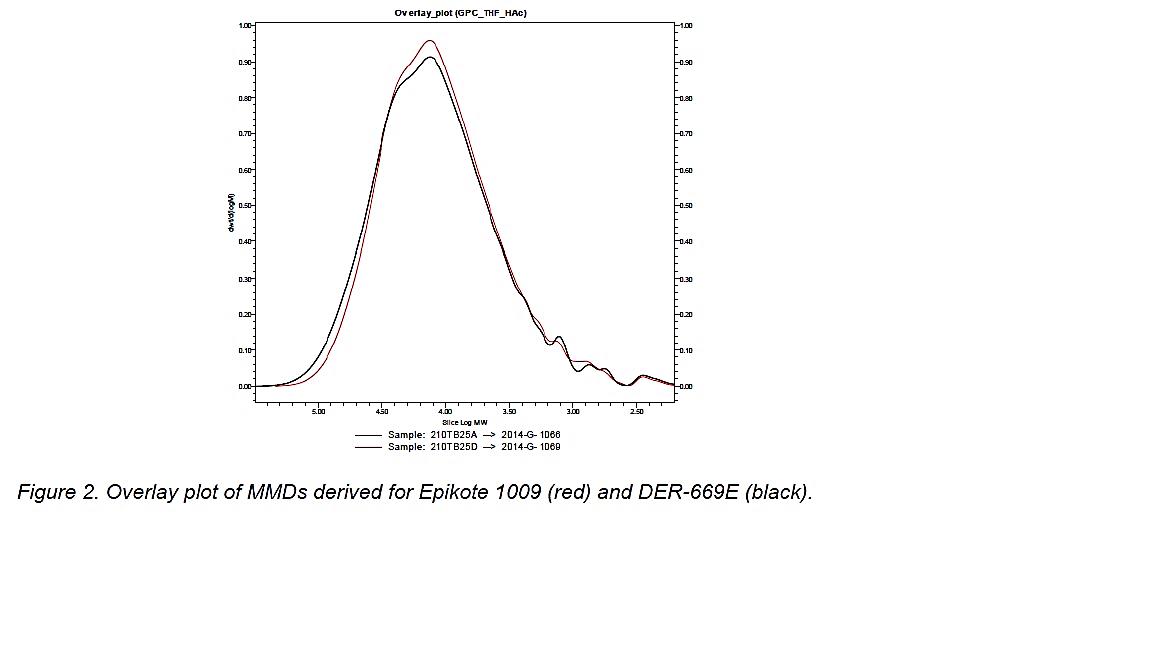
282 The evidence demonstrates that the differences between an Epikote resin and a DER669E resin are unlikely to be greater than variations between batches of "identical" resin. That conclusion in my view significantly undermines Siegwerk's scientific case theory at its inception. Criticisms have been made of Dr Brinkhuis' analysis. It was, for example, suggested by Dr Jones and Dr Scheirs that a representation of an overlay of molecular mass distributions on a logarithmic molecular weight scale could be misleading as it would minimise the visibility of differences. In my view the criticism had no substance and was disposed of by Dr Brinkhuis in appendix E to his report.
283 Second, as Nuplex points out, if the observed differences between tested samples of DER669E and Epikote were sufficient to materially impact on the performance of the lacquer, then such impacts could equally be expected in the event of the uniform use of the prescribed DER669E product given the variability in the DER669E range.
284 Third, Siegwerk did not establish the quantitative impact of the observed molecular weight differences derived from the limited testing that was conducted. Rather, it resorted to qualitative observations from its experts to the effect that the recorded differences were "very substantial", "major" or "significant". I agree with Dr Brinkhuis' criticisms of such nebulous language. Further, there are other problems with such adjectives. If a user of "identical" resins must expect molecular weight differences between batches greater than those observed upon testing of samples of DER669E and Epikote, then the likelihood that those molecular weight differences are of practical significance is remote. In other words, the accuracy and application of such epithets to the differences is belied.
285 Fourth, and relatedly, is the question of whether Mn, Mw or Mz should be regarded as the most significant measure of molecular weight particularly when one is looking to assess cross-link density and Mc. Siegwerk's experts sought to downplay the significance of Mn, but I was not convinced. No publication of any detailed theory was proffered for my analysis. Further, it is inconsistent with the approach of Flory and his associated formula for the calculation of cross-link density. Cross-link density is calculated as a function of Mn. I note that Dr Jones said in the concurrent evidence session that efforts have been made to arrive at an appropriate adjustment of that calculation to take into account Mw or Mz. But I agree with Nuplex. That does not suggest that Mn has been supplanted as the primary indicator of cross-link density. I accept the evidence of both Professor Zetterlund and Dr Brinkhuis on this aspect.
286 Dr Brinkhuis explained why Mn is the most significant parameter in the prediction of cross-link density. As the number average molecular weight, it is the best measure of the number of end groups which is, in turn, the feature of the material which most directly influences cross-link density. The end groups do not facilitate cross-linking. Thus, the lower the Mn, the higher the proportion of end groups and the lower the cross-link density in the cured product. Conversely, the higher the Mn, the higher the cross-link density.
287 Relatedly, Dr Massingill suggested in evidence that the difference in average chain length (that is, the average number of repeating units) between two epoxies will be reflected in an identical proportional difference in the number of hydroxyl groups available for cross-linking (or adhesion). But in a given mass of material there will be a greater number of chains in a lower molecular weight material than in a higher molecular weight material. For cross-linking, any difference in the number of available hydroxyl groups is influenced by the difference in the number of end groups. There has been no real attempt by Siegwerk (other than bare assertion) to demonstrate that any difference as exists in the number of hydroxyl groups as between the DER and Epikote resins is of any material significance. It is Mn that "drives" the property of cross-link density. I do not recall any detailed literature on this topic setting out such a theory, let alone a robust theory.
288 Finally, the differences in the Mn of the DER669E and Epikote 1009 samples tested are in my view very modest. Indeed, GPC analysis conducted by the University of Queensland (before the figures were "recalculated" by Dr Scheirs and Dr Jones) demonstrated a higher Mn for the Epikote sample than the DER sample. A similar result was obtained in the Nuplex testing for one of the two Epikote GPC tests. The other Nuplex test revealed a difference in Mn of only 1.9% between Epikote and DER. The difference in Mw is around 10.8% and the difference in Tg is 2.3° (see later table for Tg).
289 I will discuss the EEW measurements, which are a proxy for Mn, later.
Proportion of high molecular weight chains
290 As I have said, if an epoxy resin is made up of polymer molecules that are not the same length, then Mw will differ from Mn. Again, Mw is a weighted average molecular weight and takes into account not just the number of molecules but also the size or weight of each polymer molecule. If Mw is greater than Mn, then the resin has more high weight fractions. Mw is concerned with the length of the constituent chains and therefore the weight of the chains.
291 As I have earlier indicated, the Mz value is even more sensitive to the extent a molecular weight distribution curve is skewed toward the highest molecular weights.
292 Siegwerk points out that the differences in Mw (10.8% to 16.8%) and particularly Mz (19.4% to 33.8%) demonstrate that DER669E contains a higher proportion of high molecular weight chains than Epikote. It contends that the magnitude of these differences is significant and not "very minor". It is said that the major difference between the two epoxy resins is that DER669E contains a substantially greater proportion of higher molecular weight chains than Epikote. Leveraging off such metrics, it reiterates its point that higher molecular weight chains are essential for adequate flexibility.
293 Again this is all very well, but I am not satisfied on the balance of probabilities that even using Mw or Mz that the differences across different resins (DER669E and Epikote) exceed the variations in batches to be expected for the same resins. In any event I am not satisfied that the Mn analysis referred to earlier should be so readily set aside.
Does DER669E have a broader molecular weight distribution than Epikote?
294 As I have earlier indicated, the ratio of the weight average (Mw) and number average (Mn) molecular weights is called the polydispersity index of the polymer and reflects the breadth and shape of the molecular weight distribution curve.
295 In the tested cases referred to earlier, DER669E has a higher PDI than Epikote.
296 Siegwerk asserts that the difference between Epikote (polydispersity of 2.16) and DER669E (polydispersity of 2.55) is a "big" difference; but this seems to be based upon the unreliable Leeder Consulting data. According to Dr Jones, the theoretical lower limit for PDI for very high molecular weight polymers made by step growth polymerization (the kind used for epoxies) is 2.00 or a bit less than 2.00 for the epoxy resins relevant here. One impact of branching of the polymer molecules is to increase PDI. It is asserted that Epikote is probably about as close to an unbranched "linear" epoxy as is practical in large-scale batch production, while DER669E has a much broader molecular weight distribution, at least partly attributable to more branching.
297 It is said that the tabulated results are consistent (based on the tested cases) with DER669E having a higher proportion of high molecular weight chains than Epikote.
298 Again, these tested cases have the limitations, in terms of what can be concluded from them, as discussed earlier. But in any event, I accept the evidence of Professor Zetterlund on this aspect who considered the PDI values to be very similar (see his report at [17] and [18]) based upon the most probative testing being the Nuplex results (which I accept).
Epoxy equivalent weight (EEW)
299 Nuclear magnetic resonance measurements were obtained for the epoxy equivalent weight of the two resins.
300 EEW, which can also be described as weight per epoxide, is approximately half the Mn because each chain has two epoxy end groups (Mn = 2(EEW)). Thus, EEW is a direct method of counting the chain ends. EEW can be used to correlate with Mn for epoxy resins, but not always.
301 The data is as follows:
NMR analyst | Epoxy | EEW |
Dr Brinkhuis Nuplex Innovation Centre (1st test) | Epikote | 2549 |
DER669E | 3163 | |
% DER669E is greater than Epikote: | +24% | |
Dr Brinkhuis Nuplex Innovation Centre (2nd test) | Epikote | 2570 |
DER669E | 3229 | |
% DER669E is greater than Epikote: | +26% | |
Dr Scheirs Chemical Analysis | Epikote | 2395 |
DER669E | 3417 | |
% DER669E is greater than Epikote | +42% | |
302 Dr Jones calculated that the EEW of DER669E (Germany) is about 30% higher than that of Epikote. He said this confirmed that the resins were quite different and that the difference was very substantial. Mr Haig said that he thought the difference in the EEW values was closer to 20%. In response, Dr Jones said that the 30% difference was a reasonable way to interpret the data, but that if the difference was only 20%, it was still quite significant.
303 Siegwerk asserts that the accuracy of EEW data produced by NMR spectra is superior to the accuracy of Mn data produced by GPC. Thus, the NMR results in the present case indicate that the Mn of DER669E is (on average) 30% higher than that of Epikote.
304 In my view, the EEW data is not consistent with the similarities of Mn measured by GPC. This is unusual. The apparent inconsistency could be attributed to:
(a) errors in measurement of Mn by GPC;
(b) differences in end-group chemistry between the two resins (although there is no direct evidence to support differences in end group chemistry in the resins studied);
(c) additional differences between the resins that were not reflected in the GPC or EEW data (with such differences being likely because Shell and Dow use different processes).
305 I am not confident in using the data for EEW given these discrepancies.
Glass transition temperature
306 DSC is used to measure a polymer's glass transition temperature (Tg). Glass transition occurs as the material is heated.
307 As I have said earlier, the Tg is the temperature where a thermosetting polymer changes from a hard, rigid or "glassy" state to a more pliable, compliant or "rubbery" state. When the temperature becomes high enough, large-scale motions of the molecules in the material begin and the material's physical properties change.
308 The ultimate Tg of uncured epoxies is determined by a number of factors: the chemical structure of the epoxy resin and its molecular weight. As I have explained earlier, the Tg is not a discrete thermodynamic transition but a temperature range over which the mobility of the polymer chains increases significantly. The convention is to report a single temperature defined as the midpoint of the temperature range.
309 The data is as follows:
DSC analyst | Epoxy | Tg |
Dr Brinkhuis Nuplex Innovation Centre | Epikote | 83.1°C |
DER669E | 85.4°C | |
°C DER669E is greater than Epikote: | +2.3°C | |
Dr Scheirs University of QLD (2nd test) | Epikote | 82.62°C |
DER669E | 86.17°C | |
°C DER669E is greater than Epikote | +3.55°C | |
310 The experts agree that the differences in Tg in the test data of the samples reflect that DER669E has a higher molecular weight than Epikote.
311 The Tg of polymers is influenced by the molecular weight of a polymer. The relationship is described by the Fox-Flory equation. As the molecular weight of the polymer increases, the glass transition temperature also increases. The Flory-Fox equation applies generally to amorphous, uncross-linked polymers such as epoxy resins. The exact numbers in the curve vary from polymer to polymer, but the general shape is the same for most polymers. This is because polymer ends have much more freedom of movement than polymer middles. The more ends, the lower the Tg. Thus, a polymer with fewer ends has both higher Tg and higher Mn. As Mn increases, there are fewer ends.
312 The test results show a difference of 3.55°C (according to Dr Scheirs' tests) or 2.3°C (according to Nuplex's tests) between the Tg of the two epoxy resins. Siegwerk asserts that differences of this magnitude reflect "significant differences" in the two resins. The relationship between Tg and Mn in a typical polymer is that in the vicinity of Mn = 5000, the curve flattens out (known as the Flory-Fox equation). So, it is asserted, a 2.3°C difference in Tg between type-9 resins correlates with a substantial difference in Mn. It is said that because of the dependence (i.e., steep initial gradient) of the Fox-Flory equation curve and its logarithmic x-axis, small differences in Tg of the epoxy signify large differences in molecular weight. Whilst this is true to some extent, I am inclined to the view that Siegwerk has put an exaggerated position.
313 Further, an indication of the dimensions of the curve for epoxy resins is provided by data from Bistrup and Day. These authors relate Tg to Mw, not to Mn. As predicted by Flory-Fox, the curve begins to flatten out as molecular weight increases. It is said that this confirms that a 2.3°C increase in Tg reflects a "substantial increase" in molecular weight. Again, in my view Siegwerk has exaggerated its position.
314 Generally, Siegwerk asserts that the difference in Tg between the two epoxy resins is consistent with the observed differences in EEW, Mw, Mz, and Mz+1. It is said that as with the GPC and EEW data, DSC data shows that Epikote and DER669E are different resins and they differ in ways that would cause substitution of Epikote for DER669E into the Siegwerk formula to make a less flexible coating. I do not accept such assertions.
315 Generally, in my view Siegwerk has exaggerated the extent of the differences and their significance.
Interim conclusion
316 At this point, it is convenient to draw together a number of interim conclusions.
317 First, the tabulated differences for the metrics Mn, Mw, Mz, Mz+1 and PDI for each of Epikote and DER669E may be accepted as accurate, save that the Leeder Consulting data should be put to one side. Further, if it is necessary to say so, I consider the Nuplex testing to be the most accurate.
318 Second, I would put the EEW data to one side as being inaccurate.
319 Third, I would accept the accuracy of the Tg data.
320 Fourth, even accepting the tabulated differences, Siegwerk has not demonstrated to my satisfaction that the variations between the test samples across Epikote and DER669E are greater than the variations that would be expected in intra batches of DER669E.
321 Fifth, I was not helped by Siegwerk's qualitative adjectives or epithets in describing the differences.
322 Sixth, I do not see why utilising the Mn data is not otherwise appropriate.
323 In summary, I remain unpersuaded by Siegwerk that the Epikote supplied had significant differences to the DER669E expected to be supplied if the tolling agreement had been performed, accepting that DER669E would have been supplied with individual batch variability within the broad ranges previously indicated. Further, I accept the evidence of Professor Zetterlund who described the resins as "extremely similar" (see his report at [9] and [13]) notwithstanding the tabulated differences in the various metrics that I have discussed.
(c) Was the consequence of any differences in the properties of the epoxy resins that if DER669E was used as an ingredient in formulating a lacquer, the formulator would have been able to produce a more flexible coating whilst using less cross-linker?
324 Siegwerk asserts that it is "well-known" in the coatings industry that higher molecular weight epoxies impart greater flexibility to cross-linked coating films than lower molecular weight epoxies. It is said that the higher the molecular weight of the epoxy resin before cure, the higher the flexibility after cure (with appropriate cross-linker levels and with other factors being equal). It is said that the weight of evidence in the published literature and polymer theory all indicate a "near certainty" that a decrease in molecular weight gives poorer flexibility in the situation being considered here.
325 Siegwerk accepts however that there will be an optimum range of epoxy resin molecular weight (for a given set of cure conditions). If the molecular weight (Mn or Mw) is too low, there will not be sufficient cross-linking between chains and flexibility will be poor (too loosely connected network). Whereas if the epoxy molecular weight is too high, a point is likely to be reached where the cured product will be brittle (because of too much cross-linking). But the cross-linker/resin weight ratio can always be adjusted. It is said that part of the craft of formulating can coatings is to adjust the proportions of resin and cross-linker (and other ingredients and conditions) to attain the optimum levels of all the application and film properties required for a specific application. It is asserted that "decades of experience" have shown that when a very high level of flexibility is required the best approach is to use epoxy resins of the type in question with broad molecular weight distributions (high Mw, Mz and Mz+1) and relatively low levels of cross-linker. Low cross-linker levels prevent the film from becoming too brittle, which is the approach said to be taken with the Siegwerk lacquer (where the cross-linker/epoxy weight ratio is at most about 15/85).
326 Siegwerk has elaborated its position in the following terms:
(a) First, there is extensive evidence in the published literature that supports the proposition that high Mw, Mz and Mz+1 improve flexibility. The higher the molecular weight of the original epoxy resin (before curing), the higher the flexibility of the corresponding cured epoxy-phenolic coating. Moreover, the longer chains statistically do more of the "heavy lifting" in terms of flexibility and adhesion. The longer the chain, the higher the probability that elastically effective chains during the cross-linking will be formed.
(b) Second, the main contribution of the Langley paper was to explain that Mw, Mz and Mz+1 were important measures of molecular weight distribution and the elastic effectiveness of the chains.
(c) Third, polymer theory supports the proposition that high Mw and Mz lead to more flexible epoxy films. The theory of rubber elasticity offers what Siegwerk describes as a "satisfying" explanation for it. Other theories such as the theory of trapped chain entanglements and the theory of network perfection also support this proposition. I have said earlier that I was not enamoured with Dr Jones' network perfection theory.
(d) Fourth, a difference in the Mw and Mz of the parent epoxy will affect coating flexibility which will manifest itself in micro-cracking in instances where higher demands are placed on the coating as tooling wears, as coating thickness is controlled to lower limits and more aggressive fill content makes the coating more susceptible to stress corrosion cracking.
(e) Fifth, the higher molecular weight fractions of epoxy resins are capable of entangling and when they are cross-linked some of the entanglements will be trapped and will function as phantom cross-links. This makes it possible for the formulator to use less cross-linker and achieve the same level of flexibility.
(f) Sixth, the higher molecular weight molecules in a resin contribute disproportionately to the flexibility of epoxy/phenolic can coatings. Therefore, when comparing epoxy resins, Mw and Mz (and possibly even Mz+1) will correlate better with flexibility than Mn. Mw and Mz (and possibly even Mz+1) are more important than Mn for flexibility of cross-linked epoxy can coatings because the higher molecular weight epoxy molecules contribute the most to flexibility. The Mz value is even more sensitive.
(g) Seventh, Kojima and others say that higher molecular weight and particularly higher Mw enable the formulator to formulate more flexible coatings. It is an established principle in can coating formulation. It is not that the higher molecular weight guarantees more flexibility per se; it is that the formulator can optimise the formulation without using excessive amount of cross-linker. Thus, when an epoxy with lower molecular weight is introduced, the formula goes out of balance and moves one way or another along the Kojima curve or its analogue. The consequences would then be negative as a whole for the performance of the coating.
(h) Eighth, when the goal is highly flexible can coatings, formulators know to employ epoxy resins with the highest molecular weights (Mw, Mz, etc.) that are compatible with the other requirements for the coatings. For highest flexibility, formulators might well choose epoxies with even higher molecular weight than DER669E, but they are constrained by other requirements such as the correct viscosity. Among these is the need for commercially practical application characteristics. Application requires a certain range of viscosity and solids ("solids" being the weight of the liquid coating minus the weight of all volatile solvents and other substances that volatilize during cure). Increasing molecular weight, especially Mz and Mz+1 (as would be done by adding phenoxy resin) is known to be beneficial for flexibility, but each increment of added phenoxy increases viscosity at a specified solids level. Thus, this expedient can be used only to a limited extent.
327 Siegwerk asserts that as a consequence, because DER669E had more higher molecular weight epoxy chains than Epikote, substituting one for the other would have had an adverse effect on the flexibility and overall performance of the coating.
328 I reject many of Siegwerk's arguments, although some of its theoretical propositions are not in issue.
329 First, the original thesis of Siegwerk's experts was to the effect that, all other things being equal, the use of a base resin of lower molecular weight will serve to reduce the flexibility of the cured film which is produced therefrom. This original position was erroneous. Although a higher molecular weight material will cure more efficiently, the result is a more densely cross-linked structure which is harder and less, rather than more, flexible (assuming no other change in the formula).
330 Second, the relationship between Mw and flexibility at various cross-linker levels is illustrated in figure 7 to one of Dr Massingill's 1990 papers (see later). This figure illustrates that flexibility decreases with increasing Mw. At a fixed cross-linker level of 15%, the T-bend value at an Mw of 41,000 is 8, for an Mw of 14,000 it is 4.5 and for an Mw of 8,000 it is 2.5. The lower values denote higher flexibility.
331 Third, as Nuplex correctly points out, it is accepted that Mc (molecular weight between cross-links) is inversely proportional to cross-link density (a proposition accepted by all of the experts). Increased Mc (lower cross-link density) produces greater flexibility.
332 Fourth, Siegwerk's experts have now had to finesse their position. They now assert that higher molecular weight resins can be used to produce more flexible films through "optimisation" of the amount of cross-linker employed. Both Nuplex and I accept that truism. But there is a major difficulty for Siegwerk. The evidence establishes that the amount of cross-linker used in batches of lacquer produced from the DER base resin was identical to that used in batches of lacquer produced from the Epikote base resin. If it is assumed that the DER was of higher molecular weight, then the expected result based upon network theory is that cured film produced from DER would be more densely cross-linked and less flexible than a film produced from Epikote, all else being equal.
333 Fifth, Siegwerk has sought to promote the position that it can be assumed that the SICPA lacquer was optimised for maximum flexibility. But this is too simplistic. For coatings used in applications of this kind, "optimisation" cannot be equated with maximum flexibility. There is a balance to be struck between flexibility and other traits, such as toughness, chemical resistance and viscosity. Some properties might be advantaged by high molecular weights and other properties advantaged by low molecular weights. Optimisation will require compromise. In any event, I am descending into hypotheticals at this point. In the present case, I am addressing factual causation where the only variable modified was the substitution of the epoxy resin with no other change.
334 Further, the suggestion by Dr Jones that the molecular weight of the lacquer was such as to place it in an area of the Kojima curve where increased Mc served to reduce flexibility should be rejected. His earlier evidence was that a film with an Mc above 4,000 (on the Kojima Figure 7) would be "undercross-linked and unable to meet all requirements of a can coating" (report of Dr Jones of 11 March 2015, part 2, at page 13) and that "this part of the curve is irrelevant to real-life can coatings" (report of Dr Jones of 12 November 2014 at page 27). Further, as Dr Brinkhuis explained, the Nuplex testing of films made from the two base resins included establishing the Mc of the material through measurement of the sol fraction; that is, by adopting the Kojima methodology. The result of that testing produced a value for the Mc of the films which could be meaningfully compared with that depicted in figure 7. The result is evidence that the likely consequence of the difference in the molecular weights of the available sample resins was the production of a slightly more flexible film.
(d) Was it the fact that because the formulator of a coating that had DER669E as an ingredient would have been able to produce a more flexible coating whilst using less cross-linker, there would have been more hydroxyls left over to provide for better adhesion of the coating?
335 Higher Mw epoxy molecules have a greater number of hydroxyl groups on the longer chains. These hydroxyl groups provide adhesion to the container surface via hydrogen bonding and also sites for cross-linking. The higher thermal properties of the longer chain and the greater number of hydroxyls allows the use of less cross-linker for corrosion protection, leaving more hydroxyls to provide better adhesion. With adhesives, the major reactivity of the epoxy occurs through the terminal epoxide group. But with can coatings, the major reactions occur through the secondary hydroxyl groups which hang from the main chain. Those pendant hydroxyl groups are the active sites for cross-linking of can coatings. The number of pendant hydroxyl groups is reflected in the number of repeat units, which is the part of the structure (set out at the start of my reasons) that is enclosed by parentheses with a subscript n, the number of repeat units.
336 Adhesion of epoxies relies upon two mechanisms:
(a) The first mechanism is the chemical interaction of those pendant hydroxyl groups with the substrate/metal. Metals generally have oxide layers and there will be, for example, hydrogen bonding between the two. As the chains are lengthened, more repeat units are added. Each repeat unit has an hydroxyl group. Although these hydroxyl groups are used for cross-linking, the residual or left over hydroxyl groups are available for adhesion. Thus, if there is a larger number of hydroxyl groups, some may be consumed in the cross-linking reaction, and the balance may contribute to adhesion.
(b) The second mechanism is referred to as a "lock and key" form of mechanical anchoring of the epoxy coating into pits or irregularities (imperfections in the metal grain structure) within the metal to form a physical mechanical anchor.
337 In the present case, based upon the point studies, there is about a 6.6 hydroxyls per chain difference between the two resins on average. That means that for every ten polymer chains of the DER669E, it would take 11 chains of the Epikote to have the same number of hydroxyls. Although one ends up with the same amount of hydroxyls, in the case of the Epikote it has shorter chains with fewer (about 10% fewer) hydroxyls, leaving a 10% less chance (so Siegwerk asserts) of having the correct cross-linked density and the correct adhesion if substitution occurs.
338 It is said that if there are fewer hydroxyl groups to use for cross-linking or for adhesion, and the ratio of cross-linking agent is kept the same, then the properties of the epoxy, either as a cross-linker or to adhere, are reduced.
339 This theory is all well and good, but four points. First, it assumes that the variation in the test samples of Epikote and DER669E is greater than expected individual batch differences for DER669E. Second, it makes various assumptions concerning the cross-linker. Third, the conclusion expressed in terms of "10% less chance" hardly goes anywhere to establishing causation. Fourth, and as I have said earlier, shorter chains lead to a decrease in cross-link density that ultimately may enhance flexibility.
(e) Additional tests were conducted by Nuplex using free-standing films that it had prepared from 3490EP intermediate. Was the value of the results of these tests limited because of the absence of a crucial cross-linker in the films that were prepared for testing? In any event, did the results show that the films made from DER669E had:
(i) a lower sol fraction than the films made from Epikote;
(ii) a higher cross-link density than the films made from Epikote; and
(iii) a lower Mc than the films made from Epikote?
340 Nuplex prepared free-standing films using the EP3490 intermediate solution. Using these films, Nuplex then conducted a range of tests. Only Nuplex conducted testing on cured films of the lacquer.
341 Dynamical mechanical-thermal analysis (DMTA) measures physical properties of polymeric materials. It can be applied (with some difficulty) to detached coating films. DMTA can separately measure the viscous (E") and elastic (E') behaviours of a single material. DMTA can furnish reproducible values for Tg (measured by two different conventions) and for cross-link density of the materials. Among several ways of measuring cross-link density, DMTA is considered the best available method.
342 The results of the Nuplex tests are as follows:
Resin | Sample code | Sol Fraction | Tg-1 (max. tan delta), °C | Tg-2 (max E"),°C | Crosslink Density mmole/cc | Mc, g/mol |
DER669E | 210TB-31 | 114.2 | 104.2 | 0.13 | 9200 | |
Epikote | 210TB-32 | 15% / 16% | 113.6 | 103.2 | 0.11 | 10900 |
DER669E | 210TB-33 | 13% / 12% | 116.2 | 106.9 | 0.13 | 9200 |
343 In all except one measurement, the film using Epikote 1009 had a lower Tg than the film using DER669E. That is suggestive of greater flexibility.
344 The cross-link density tests demonstrated that the cured film manufactured using Epikote 1009 had a lower cross-link density (0.11 mmole/cc) than the two films manufactured using DER669E (0.13 mmole/cc) which is suggestive of greater flexibility.
345 The sol fractions (molecules that had not cross-linked) of each of the films were measured and the results used to calculate the Mc of each of the samples. The Mc of the cured film manufactured using Epikote 1009 was higher than that of the two DER669E samples which is suggestive of greater flexibility.
346 Finally, the storage modulus (the elastic portion of the modulus closely related to flexibility) of the films was assessed and the predicted impacts of the observed differences (as described above) confirmed. The film produced from Epikote 1009 had lower E than either DER film, suggesting greater flexibility.
347 Siegwerk asserts that in conducting the relevant tests on the free-standing films, Nuplex omitted one of the cross-linkers (namely butylated melamine formaldehyde resin: BE-651) in the formulation of their laboratory prepared EP coatings and this tended to invalidate their experimental data on the cured coatings due to under cross-linking. It is said that because one of the two cross-linkers in the Siegwerk coating was omitted, the films Nuplex tested were under cross-linked (as reflected by the high Mc values) and their properties were "far from those of satisfactory can coatings".
348 Further, according to Siegwerk, as Dr Massingill has explained, the films tested by Nuplex were much thicker than the can coating and on a different substrate, both of which affect coating properties.
349 In my view, the Nuplex results are probative of the conclusion that Epikote had greater flexibility. Whilst Siegwerk's points are not wholly lacking in merit, I do not consider that they undermine the results and the principal conclusions to be drawn therefrom. In that regard, I accept what Dr Brinkhuis said in answer to questions 11 and 12 in the joint expert report produced from the conclave with Dr Massingill.
(f) Even if the results of the film testing were valid, when taken together with the earlier test results that measured the molecular weight of the respective epoxy resin samples, did they demonstrate that:
(i) there was a difference in the cross-linking ability of DER669E and Epikote; and
(ii) the substitution of Epikote for DER669E would have upset a formulation that was optimised for maximum formability?
350 The experts agreed that:
(a) an increase in the molecular weight of an uncured epoxy will result in a decrease in the Mc of the cured coating, which in turn leads to an increase in the Tg of the cured coating (assuming a constant epoxy:phenolic ratio);
(b) the general rule with polymers is that flexibility increases as Tg goes down, but there could be exceptions for epoxies with some literature suggesting that for epoxies an increased stiffness of backbone leads to a decrease in Tg;
(c) there is an inverse relationship between cross-link density and Mc (as cross-link density goes up, Mc goes down);
(d) the effect of a decrease in Mn of the epoxy resin at a given cross-linker level is that in terms of elastically effective chains, it will reduce cross-link density meaning that with everything else being equal, as Mn goes down, Mc goes up, and cross-link density goes down;
(e) for good elasticity, the formulator needs the right degree of cross-linking — not too little and not too much;
(f) if one starts on the left-hand side of the "Kojima curve", then an increase in cross-link density will make Mc go down, which will make the enamel rater value (ERV) go up, which means a decrease in flexibility.
351 The results show that the films made from Epikote had a lower cross-link density, a higher average weight of elastically effective chains between cross-links (Mc), and higher sol fractions than the DER669E films.
352 Siegwerk asserts that the sol fraction data results show that DER669E has superior cross-linkability than Epikote because the latter contains more small chains that are less likely to become cross-linked into the film. It is said that such fragments become part of the sol fraction. It is said that the sol fraction results support the conclusion that the two epoxy resins are different in their film forming abilities. In my view, Siegwerk is seeking to finesse too much. The lower Mn, reduced cross-link density and higher Mc for Epikote in my view drive the conclusion that Epikote was likely to produce a more flexible film.
353 Siegwerk has asserted that whilst substitution of Epikote for DER669E increased Mc, it probably would have increased it out of the range for optimum performance. It is said that substitution of Epikote into the Siegwerk formula upset the carefully established balance of molecular weight and cross-linker, thus compromising film properties including flexibility. It is said that the lacquer formula was very carefully optimised to have the right amount of cross-linker for DER669E and because of its higher molecular weight DER669E was more capable of entanglement and therefore requires less cross-linker.
354 Accordingly it is asserted that by substituting Epikote for DER669E (Germany) into the formula, Nuplex created the following significant likely consequences:
(a) The cross-linker level would no longer be optimum as there would be insufficient cross-linker for optimum flexibility.
(b) Because of its lower EEW, Mw, Mz and Mz+1, Epikote probably could not have attained the level of flexibility attainable with DER669E.
(c) Because the Siegwerk formula was optimised for DER699E from Germany, substituting Epikote threw the formula out of balance, with inferior film properties, including inferior flexibility, being the almost inevitable result.
(d) It was highly likely that the cross-linked network structure of the final lacquer would have been affected by substitution of different epoxies with different EEW values.
(e) Changing the resin Mw in an optimised coating formulation without changing the cross-linker level would affect the coating flexibility.
355 It is also said that the substitution must also be understood against the background that relatively small changes in formulation can have large effects on the effective cross-link density. In addition, small changes in effective cross-link density can have large effects on coating performance.
356 Accordingly, Siegwerk submits that in summary, a change in the epoxy resin in a commercial formula that had been optimised for applications requiring excellent flexibility would very likely have reduced flexibility when the resin that was substituted (e.g. Epikote for DER669E) had lower molecular weights of all types. Resin molecular weight must be modified with cross-linker level for optimised performance with a lower weight resin. Higher Mw epoxy resin with cross-linker adjusted gives better flexibility. But to take full advantage of higher molecular weight epoxy resins, one must adjust formulations to lower curing agent levels to obtain the optimum combination of flexibility and protection. Changing to lower Mw Epikote without adjusting the curing agent level would have created a new non-optimised formulation with less flexibility and protection for the intended application and can contents. The cross-linker needed to be increased in order to achieve the same flexibility as if a higher molecular weight with a lower amount of cross-linker had been used; before the substitution, the higher molecular weight of the epoxy resin meant that less cross-linker could be used, thus achieving a better film.
357 I do not accept Siegwerk's assertions.
358 First, even if practical equivalence of the molecular weight of the resins is not accepted, the literature and studies upon which all of the experts have relied demonstrates that the substitution in the production of the SICPA lacquer of a lower molecular weight resin for a higher molecular weight resin was likely to result in improved, rather than impaired, flexibility.
359 Second, there is reference in Siegwerk's submissions to industry acceptance of the proposition that higher molecular weight resins produce more flexible films. But that level of generality is not helpful.
360 It has been recognised that in thermoplastic materials, that is, those which do not rely upon chemical cross-linking of molecules for their rigidity, higher molecular weight resins will produce more flexible films.
361 It has also been reported that, in the process of optimising films through adjustment of the molecular weight of the base resin and the amount of cross-linker used, achieving required levels of flexibility is aided by the use of higher molecular weight resin.
362 But neither of those propositions demonstrate that the likely effect of substituting a lower molecular weight resin for the specified DER669E resin in the production of the SICPA lacquer is the production of a less flexible film. The studies relied upon by all experts demonstrated that the use of a lower molecular weight resin while maintaining the same level of cross-linker would be likely to:
(a) reduce the cross-link density of the cured film;
(b) increase the molecular weight between cross links (Mc); and
(c) improve the flexibility of the film.
363 Third, in the joint report produced following a meeting of the experts, Messrs Zetterlund, Jones and Scheirs agreed (Mr Haig not commenting) that assuming an epoxy phenolic resin has a constant ratio of epoxy to phenolic, an increase in molecular weight of the uncured epoxy will lead to a decrease in Mc and an increase in Tg of the cured coating. Those experts also agreed that the effect of Tg on flexibility is that a decrease in Tg results in an increase in flexibility. Conversely, an increase in Tg results in a decrease in flexibility. The evidence shows that there was a constant ratio of epoxy (85%) to phenolic (15%) for the 3490EP resin regardless of whether the base resin was DER669E or Epikote.
364 Messrs Zetterlund, Jones, Scheirs and Haig also agreed that there was an inverse relationship between cross-link density and Mc. As cross-link density increases, Mc decreases.
365 Professor Zetterlund and Dr Jones (Dr Scheirs and Mr Haig not commenting) also agreed that the paper by Langley shows that the parameter that is dominant in determining cross-link density from polymer physics network theory is Mn. Accordingly, all things being equal, as the Mn of the base resin increases so does cross-link density of the cured film. Dr Jones also opined that it is very likely that a theory built on Mw or Mz would yield a similar conclusion as that based on Mn, namely as the values of that Mw or Mz increase, cross-link density also increases. Dr Jones also added that the longer epoxy chains in the resin (higher molecular weight measured by any convention) are more likely to form a higher cross-link density.
366 Messrs Zetterlund, Jones, Scheirs and Haig also agreed that as Mn decreases, cross-link density decreases and Mc increases.
367 In summary, if the difference in molecular weights of the DER669E and Epikote resins was sufficient to result in any material difference in flexibility, then it would have been to improve rather than impair flexibility. Let us assume that Epikote had a lower Mn. This in all likelihood would have produced a decrease in cross-link density, leading to an increase in Mc and a decrease in Tg (as compared with DER669E), and therefore leading to greater flexibility.
(g) Are type-9 resins made from different manufacturers drop-in equivalents? Is it the fact that Epikote was not a drop-in equivalent for, or interchangeable with, DER669E?
368 I accept that epoxy resins from different manufacturers are not drop-in equivalents. All the experts agreed that type-9 epoxies are not directly interchangeable as you cannot predict in-service performance without performing a full side-by-side investigation.
369 Substitution of one type-9 epoxy resin for another in an epoxy-phenolic system cannot necessarily be expected to have the same reactivity or to necessarily have similar curing characteristics and coating flexibility. Further, substitution may result in different network structures having different levels of flexibility.
370 I also accept that in the container coatings industry, it is not industry standard to use type-9 epoxy resins interchangeably in a system without having to check its effect on coating parameters such as adhesion, flexibility, retortability, and chemical (packaged product) resistance. Even small changes in formulation should be thoroughly tested.
371 To be equivalent, a purchaser of two epoxy resins for critical end use such as can coatings would want to know that the two resins were made from closely similar raw materials using the same catalyst and closely similar processes. Variations in any of these factors can result in non-equivalent resins. If all these factors are the same, the resins will have closely similar Mn, Mw and Mz. Even then, coatings with the two resins may need to be tested before large-scale substitution.
372 Dr Massingill gave evidence to the following effect which I generally accept:
(a) When substituting a Dow resin for a Shell resin, the following criteria were considered as a starting point in trying to qualify the resin for an application that was created and optimised with a competitor resin:
(i) an Mw difference ~10% with GPC graphs that practically overlap throughout the Mw range, with an almost identical polydispersity index (visible differences greater than a line width at both the high and low Mw ranges indicate potential causes for performance differences);
(ii) an EEW difference of ~10%;
(iii) softening point within about 5°C;
(iv) resin viscosity;
(b) Other factors that were important to consider included the following:
(i) whether the resin was made by the taffy process or by fusion;
(ii) the hydroxyl equivalent weight;
(iii) the number of the terminal epoxy groups that had been hydrolyzed;
(iv) the ortho-bisphenol A content;
(v) the monomer content;
(vi) the oligomer content;
(vii) the polymer content;
(viii) the catalyst residue;
(ix) hydrolysis of the resin constituents;
(c) In resins with 1–25 monomers in a chain, differences in Mw were significant and could be seen in the resulting coatings. Resins are a mixture of monomers, oligomers, polymers. All of these constituents have competing effects on coatings performance. The monomers and low oligomers are extractable from the coatings, affecting taste and leaving holes in the coating which affects coating integrity and corrosion resistance. The oligomers affect cross-linking which affects Mc, flexibility, adhesion and corrosion resistance. The highest Mw polymer in the resin affects Tg as well as flexibility and adhesion which affects corrosion resistance.
373 I generally accept that Epikote would not have been treated by a purchaser as a drop-in equivalent or substitute for DER669E without precise testing. But to say as much does not establish causation. Siegwerk has to show that in the present case the Epikote varied in material ways from the DER669E that would have been supplied (with the variations expected in individual batches of DER669E) and that those differences were the or a cause of the failure mechanism. In my view, it has not discharged its onus on either aspect.
(h) Even if their physical properties and analytical chemistry suggested that Epikote and DER669E were equivalent, could their equivalency and qualification in coating performance be established without pack testing?
374 The experts agreed that if a type-9 epoxy resin is to be substituted for another, then ultimately pack trials are necessary. So much can be accepted.
375 I also accept that epoxy resin substitution should only be conducted after a thorough evaluation of the window of operability of the coating. It should not be assumed that quality control testing could possibly predict the coating's ultimate performance under commercial production conditions that are not static.
376 I also agree that substitution of epoxies on the basis of technical data sheets alone is unsafe. Generally, I agree that changes in the formula should be thoroughly tested including pack tests.
377 I also generally agree that laboratory tests that mimic real world physical challenges are not used by container coating manufacturers to qualify resins for a container application. They are only used to determine whether to start a qualification process. Equivalence and qualification is shown by performance in actual use.
378 I also accept that there are a number of tests that ordinarily are conducted for any new coating or any coating with an ingredient change. First, there are laboratory simulation tests of toughness. This can be done by conducting a T-bend test in which the coated metal is bent over on itself again and again up to about ten times. Failure is evaluated visually for cracks with and without a corrosive dye and by passage of electricity by salt solution that penetrated unseen cracks to the metal. Second, there is chemical corrosion resistance testing which is also done in the laboratory. Many coatings pass the flexibility test but fail the corrosion test. Third, a trial run on an actual container production line needs to be conducted. Resins can pass all laboratory tests but fail on the plant line. Once a formulation has passed the trial run, any change in ingredients (including a change in resin, cross-linker, catalyst, pigment, etc.) requires a new set of tests. Fourth, storage stability tests are also required to see if the formulated coating does not change too much during shipping and storage.
379 As I say, I generally agree that substituting Epikote in place of DER669E was a change that required testing, but no testing was performed because the users were not aware of the substitution.
380 Now I can agree with all such propositions, but none of them establish causation. At best they show that absent testing, a heightened risk was brought about by the substitution.
(i) In the premises, was the substitution of Epikote for DER669E a probable cause of the loss of integrity (cracking) of the epoxy-phenolic coating (lacquer) on the inside of the cans and the eventual corrosion?
381 In my view, Siegwerk has not demonstrated that the unauthorised substitution of Epikote for DER669E was the most likely cause of the failure of the tuna cans.
382 I do not need to make a positive finding as to what was the cause. But there is at least one reasonable hypothesis available concerning Visy's coating processes, thickness and scoring. Indeed even Siegwerk accepts that Visy operated at the edge of the operating window. Visy applied the Siegwerk lacquer as an 8–10 micron coating and after deformation by the scoring process the coating thickness reduced further (4–6 micron). It is clear from the Visy quality control records that they were close to the limit of the operational window for the coating system. It is evident from the Visy coating logs that they ran their coating thickness at the lower end of the applied coating thickness specification. Siegwerk asserts that when DER669E was substituted by Epikote, the lower flexibility imparted by this epoxy caused the system to fall outside of the operating window (the tipping point) leading to cracking of the lacquer and subsequent acidic attack of the metal cans. In my view, as I say, it has not established this theory on the balance of probabilities.
the Scientific literature
383 Given the experts' reliance upon the scientific literature and in order to partly facilitate comprehension of some of the concepts being discussed, it is useful to reproduce some relevant but non-exhaustive passages, particularly those in relation to the Kojima papers. But the reader need not linger on this section if the above discussion is sufficiently clear.
(a) Neal Langley, "Elastically Effective Strand Density in Polymer Networks" (1968) 1 (4) Macromolecules 348
384 The article by Neal Langley explains the value of Mw and Mz in terms of Pw and Pz in terms of assessing the elastically effective strand density of polymer networks.
385 The abstract of the article is as follows:
A new expression is derived which relates the density of elastically effective strands in a polymer network to the densities of random cross-links, main-chain scissions, and entanglements and to the molecular weight distribution of the initial linear polymer. Methods are recommended for characterizing the cross-link and scission densities from measurable sol fractions and for determining the entanglement density empirically. The strand density can be evaluated quite easily for the random and uniform initial molecular weight distributions.
386 In equation (6), and the unnumbered equation immediately underneath, Langley uses "Pw" and "Pz" to relate that to the concentration of elastically effective chains. Where P is proportional to molecular weight.
387 Langley also explains that sol fractions do not assist in cross-linking.
To include lightly cross-linked networks, eq 1 should be generalized by excluding from consideration the appreciable fraction of polymer (sol fraction) not bonded to the continuous gel network, and thus unable to contribute to v. [Langley states that v is the "number of elastically effective network strands per unit volume" on page 1 of his article.]
(b) Ha Pham and Maurice Marks (of Dow Chemical Co), "Epoxy Resins" in Ullmann's Encyclopaedia of Industrial Chemistry (2012), 155
388 The encyclopaedia contains an overview of solid epoxy resins (SERs) based on diglycidyl ether of bisphenol A (DGEBA):
6. Solid Epoxy Resins Based on DGEBA
High molecular weight (MW) SERs based on DGEBA are characterized by a repeat unit containing a secondary hydroxyl group with degrees of polymerization, i.e., n values ranging from 2 to about 35 in commercial resins; two terminal epoxy groups are theoretically present.
The epoxy industry has adopted a common nomenclature to describe the SERs. They are called type "1", "2" up to type "10" resins, which correspond to the increased values of n, the degree of polymerization, EEW, MW, and viscosity. Examples of SERs are D.E.R. 661, 662, 664, 667, 669 resins from Dow Chemical, and Epon 1001 to 1009 series from Resolution. A comparison of some key properties of LERs and SERs is shown in Table 5.
SERs based on DGEBA are widely used in the coatings industry. The longer backbones give more distance between cross-links when cross-linked through the terminal epoxy groups, resulting in improved flexibility and toughness. Furthermore, the resins can also be cured through the multiple hydroxyl groups along the backbones using cross-linkers such as phenol-formaldehyde resoles or isocyanates to create different network structures and performance.
389 Further, there is an explanation of the relationship between cured epoxy resin structure and properties:
17.1. Relationship Between Cured Epoxy Resin Structure and Properties
…
The structure between the cross-linking position and the distance between any two of these points are important characteristics. Molecular weight between cross-links (Mc) and cross-link density are terms developed to describe "distance" between cross-link points. The concept originated with the rubber elasticity theory developed for the lightly cross-linked elastomers and has been adopted for use with epoxy thermosets with mixed success. The cured epoxy system derives its properties mostly from a combination of cross-link density, monomer structure and the curing process.
390 Further, there is a discussion of Tg and crosslink density. The concepts of "flexiblization" and "toughening" referred to in the following quote can be related to the Kojima curve with "flexiblization" being at the "right" side of the curve, and "toughness" being at the "left" side of the curve:
19.5. Toughening Agents and Flexiblizers
…
Flexiblization can enhance elongation of the system but is often accompanied by a reduction of glass-transition temperature, yield stress, and elastic modulus.
…
Toughening refers to the ability to increase resistance to failure under mechanical stress. Epoxies derive their modulus, chemical, and thermal resistance properties from cross-link density and chain rigidity. Increasing cross-link density to meet higher thermal requirements (Tg) often comes at the expense of toughness.
391 Further, there is an explanation of the desirable properties of higher molecular weight SERs:
20.2.2. Metal Container and Coil Coatings
Metal container and coil coatings represent a major outlet for epoxy resins considering there are more than 100 billion beverage cans and 30 billion food cans produced annually in the United States. …
Higher molecular weight SERs (EEW 2000–4000), which contain predominantly secondary hydroxyl groups, are used in these coatings where maximum resistance to chemicals, good flexibility, freedom from off-taste, good thermal stability, blush (hydrolysis) resistance, and the ability to hold corrosive foods and beverages are needed.
(c) Shunji Kojima, "Flexibility of Epoxy Coatings Part 1: Determination of Molecular Weight of Network Chains" (1996) 36 Polymer Engineering and Science 218; Shunji Kojima and Yoshiki Watanabe, "Flexibility of Epoxy Coatings Part 2: The Relationship with the Degree of Cure" (1996) 36 Polymer Engineering and Science 224
392 The experts have given considerable attention to this two-part article relating to the flexibility of epoxy coatings. Part 1 discusses and proposes a new procedure to determine Mc using the theory of the partitioning of components. The epoxy resin used was Epikote 1009. The cross-linker was a phenolic resin. Part 2 discusses the evaluation of the flexibility of epoxy coating films cross-linked by a phenolic resin. There are a number of relevant passages.
393 Siegwerk has referred to the discussion in Part 1 (page 222) about molecular weight and Mc:
This suggests that the network structure with a higher Mc will be formed by using a higher molecular weight. This finding is supported by the fact that the flexibility of an epoxy coating film is improved by the use of an epoxy resin with a higher molecular weight.
…
(3) The higher the molecular weight of the original epoxy resin, the molecular weight of the network chains in the cured film tends to be higher. This explains the fact that more flexible films can be obtained using epoxy resins with a higher molecular weight.
394 It has also referred to the discussion in Part 2 (page 226) about Mc and sol fractions:
Figure 5 shows the Mc corresponding to the distribution as a function of Ws [sol content in a cured film]. The Mc for a given value of Ws increased significantly by eliminating lower molecular weight components. In other words, the network structure with a certain value of Mc can be obtained with less Ws, which will reduce the migration of these materials into canned foods and beverages.
395 Siegwerk has also referred to the discussion about chain ends (Part 2, page 227):
The imperfection of the network structure, i.e., the concentration of chain ends including branches, derived from higher molecular weight components is assumed to be low compared with that derived from lower molecular weight components. Thus, higher molecular weight components may form a network structure with higher perfection at similar Mc. In other words, imperfection may be increased by the introduction of lower molecular weight components.
396 Further, reference has also been made to figure 7 in Part 1 which shows how Mc varies with cross-linker content:
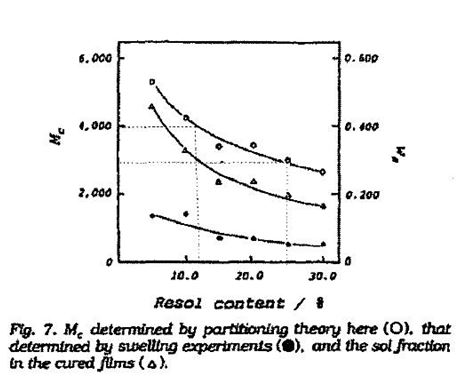
397 Kojima shows Mc is affected by many variables: the epoxy resin, phenolic content and curing conditions. Figure 7 shows how Mc for one particular system, cured at one particular set of conditions changes with one variable i.e. phenolic cross-linker contents. The epoxy resin was Epikote 1009, the curing conditions were three minutes at 210°C for a 10 μm thick coating. The secondary graph, sol fraction, Ws vs phenolic (Resol) content follows a similar trend as Mc, suggesting that the amount of sol, that is, the amount of free molecules which are not cross-linked into the network structure, affects the mechanism of cross-linking and hence affects Mc.
398 Further, Kojima examined the sol molecules and their size distribution (Part 1, Figure 6). The molecular characteristics of the sol from a 10 or 15% phenolic coating, to a 25% phenolic coating are very different (Part 1, Figure 6) as is the difference in actual sol content (0.3 to 0.2 from blue lines in Figure 7 above). It would be expected that these differences would have a significant impact on the network structure and hence the coating flexibility despite both coating compositions having Mc within the "assumed" optimal range 3,000 to 4,000.
399 Thus far these extracts provide some limited support for some of Siegwerk's theories.
400 But let me draw attention to other data and graphs in Part 2. It is important that these should be set out.
401 In Part 2 pages 226 and 227, the following extracts and graphs 6 and 7 appear. The graphs show ERV plotted against Mc. ERV stands for Enamel Rater Value. It seems to be common ground that the lower the ERV, the more flexible the coating.
402 Let me set out the graphs first:
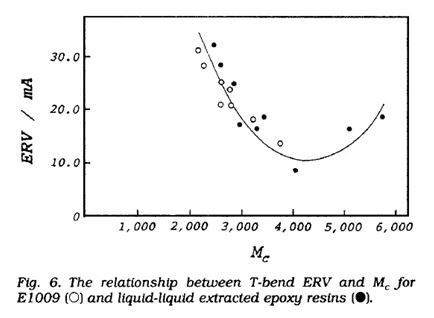
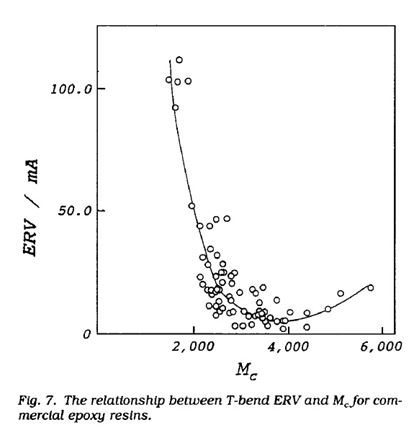
403 What these graphs demonstrate is that optimum flexibility, that is, when ERV is at a minimum, is in the range Mc = 3,000 to 4,000. But once Mc increases above 4,000, then ERV increases and optimum flexibility starts to diminish.
404 So, for example, the article explains in relation to figure 6:
Figure 6 shows the evaluated results of flexibility by an enamel-rater as a function of calculated Mc. The ERVs were well expressed as a function of Mc, which possess a minimum at around Mc = 4,000. In the lower Mc region, the network structure appears to be too tight and rigid; whereas in the higher Mc region, it appears to be loose and imperfect. Thus, it appears important to control Mc to obtain optimum flexibility of the cured coating films, but not Ws.
405 The article explains for figure 7:
Although the data scatter slightly, ERVs appear to be expressed as a function of Mc. The minimum in ERV appears at Mc = 3,000 to 4,000. These Mc values are assumed to be the best to achieve the optimum flexibility for those compositions.
406 So Kojima supports two propositions:
(a) First, increasing Mc to around 3,000 to 4,000 may enhance flexibility.
(b) Second, once Mc increases beyond 4,000, optimum flexibility starts to diminish.
(d) David Bauer, "How to Calculate Crosslink Structure in Coatings" (1988) 60 Journal of Coatings Technology 53
407 This article illustrates:
(a) the sensitivity in cross-linking density/levels on the overall coating performance, and
(b) the subservience of network theory over actual testing of the performance of a coating.
408 The following passages are particularly apt:
It is possible to calculate a number of different kinds of "effective" crosslink densities. Bauer, et al., have used a quantity they termed the elastically effective crosslink density to correlate cure with solvent resistance. The correlation was basically empirical. Miller and Macosko have used the model to calculate the crosslink density which in principal [sic] correlates with the rubbery modulus of the coating. This crosslink density has been termed the weighted concentration of effective strands. … The theory that relates this effective crosslink density to the rubbery modulus requires that the chains between links be Gaussian. This is only true at low crosslink density and breaks down at the high crosslink densities typical of coatings. Hill and Kozlowski have measured the rubbery modulus for model systems and practical coating formulations. Their measurements indicate that both calculated crosslink densities are proportional to the measured modulus though the proportionality constant does not agree with theory. The agreement is, in fact, closer for the elastically effective crosslink density than it is for the weighted concentration of effective strands, even though the latter value is "more correct" in theory.
…
Probably the most important application of the network structure programs is to determine the effect of various formulation changes on effective crosslink density. For example, the effect of molecular weight (Figure 4), polydispersity (Figure 5), and diluent (Figure 6) can all be investigated rapidly. Similar variations in crosslinker structure or kinetics can be studied. A key conclusion of these and earlier studies is that relatively small changes in formulation can have large effects on the effective crosslink density. In addition, small changes in effective crosslink density can have large effects on coating performance (e.g., less than a 5% change in crosslink density can cause intercoat adhesion failure).
Although the network programs will never replace physical testing of formulations, they allow the formulator to more closely zero in on promising approaches and to avoid poor ones.
409 Gaussian chains are those molecules long enough to adopt a random coil configuration. There are an enormous number of different ways in which a chain can be curled around in a relatively compact shape, like an unraveling ball of twine with lots of open space, and comparatively few ways it can be more or less stretched out. So, if each conformation has an equal probability or statistical weight, chains are much more likely to be ball-like than they are to be extended — a purely entropic effect. In an ensemble of chains, most of them will, therefore, be loosely balled up. This is the kind of shape any one of them will have most of the time.
(e) P.S. Sheih and J.L. Massingill, "Fundamental Studies of Epoxy Resins for Can and Coil Coatings I. Adhesion to Tin Free Steel" (1990) 62 Journal of Coatings Technology 25
410 The abstract and introduction to the article is as follows:
Adhesion of high molecular weight epoxy can coatings to tin free steel was found to be dependent on the ratio of weight average molecular weight to epoxide equivalent weight of the epoxy resin used. …
Wet and dry adhesion of epoxy can coatings can be optimized by adjustment of the epoxy resin parameters molecular weight and epoxide equivalent weight. This can be done by selection of the raw materials used in the advancement reaction.
INTRODUCTION
Epoxy coatings are widely used for food and beverage cans because of their excellent combination of flexibility, adhesion, toughness, chemical resistance, and corrosion resistance. Higher molecular weight resins are used for these applications because of their superior flexibility. The molecular weight of the epoxy resin generally affects the softening point, melt viscosity, and solution viscosity of the epoxy resin, as well as the physical and chemical properties of the cured coatings prepared.
411 The authors explain their research in the following terms:
Our research has concentrated on designing advanced epoxy resins with increased flexibility and an optimized combination of dry and wet adhesion for cans using phenol/formaldehyde resoles as curing agent. In this paper, we discuss the factors affecting adhesion at epoxy/metal interfaces and examine the correlation found between epoxy resin properties and adhesion as measured by a T-peel test.
412 Further, the authors explain that available hydroxyl groups are important for adhesion to metal:
Aliphatic hydroxyl and ether groups in advanced epoxy resin contribute a high degree of polarity to the coatings. These groups serve as sites for the formation of strong hydrogen bonds … between epoxy molecules and substrates such as metal oxides and certain plastics.
… During curing, the coating system becomes mechanically embedded in the metal oxide structure.
413 Further, in Table 2 there is reference to a number of different molecular weight values and the adhesion measured in kg/5mm. The second and third values in the "dry" adhesion column in the table are relevant here:
(a) the Mw value of 15.8 (row 2) is comparable to Epikote 1009, and
(b) the Mw value of 19.1 (row 3) is comparable to DER669E.
414 In the column entitled "dry", the DER equivalent molecular weight has higher and therefore better "dry" adhesion properties than the Epikote equivalent molecular weight.
415 Further, the authors explain the impact of higher molecular weight on adhesion strength:
Weight Average Molecular Weight and Epoxide Equivalent Weight
Our study of the effects of advanced epoxy resin properties was very illuminating. Table 2 indicates that wet adhesion decreases rapidly to catastrophic levels with increasing molecular weight. This demonstrates the dependence of adhesive strength on flow viscosity as mentioned previously. Higher Mw would increase viscosity and could decrease wettability of the substrate. Dry adhesion, however, is more complicated. Dry adhesion increases with increasing molecular weight up to about Mw 20,000 and then decreases slowly (see Table 2). This behaviour is perhaps due to a combination of crosslink density, glass transition temperature, and, possibly, surface tension of the cured epoxy surface. Figure 4 demonstrates that when Mw is kept in the relatively narrow range of 13,000 to 16,000, the dry adhesion remains constant in spite of a wide variation of epoxide equivalent weight (EEW) from 2,000 to 3,500. … Therefore, in order to optimize both dry and wet adhesion strength, both Mw and EEW must be considered.
Mw/EEW Ratio
In the effort to optimize both dry and wet adhesion in the same resin, we found that the ratio of Mw/EEW could be very useful (Table 3). The overall adhesion for the system studied is optimized when the ratio of Mw to EEW is between 3.5 and 5.
416 Further, the summary of the article at the end is as follows:
Adhesion of epoxy/metal interfaces has been investigated. Variations in basic properties of advanced epoxy resins as well as bisphenol A have been shown to have significant effects on adhesion in the system studied. Weight average molecular weight and epoxide equivalent weight (or EEW) are the key factors affecting both dry and wet adhesion. Components of LER, such as a-glycol and hydrolyzable chloride, as well as the ortho isomer of bisphenol A, were found to be important to adhesion performance. Bimodal systems demonstrated an excellent agreement on the Mw effect with the findings from normal resin distribution. The key parameter to have a good coating resin with optimum wet/dry adhesion is Mw/EEW control in order to obtain good wettability and interfacial bonding.
417 But I accept the evidence of Dr Brinkhuis on this paper. As he points out, the paper targets adhesion phenomena rather than flexibility. Moreover, molecular weight effects of the epoxy resins used in a crosslinking formulation are addressed, especially by table 2 of this reference:
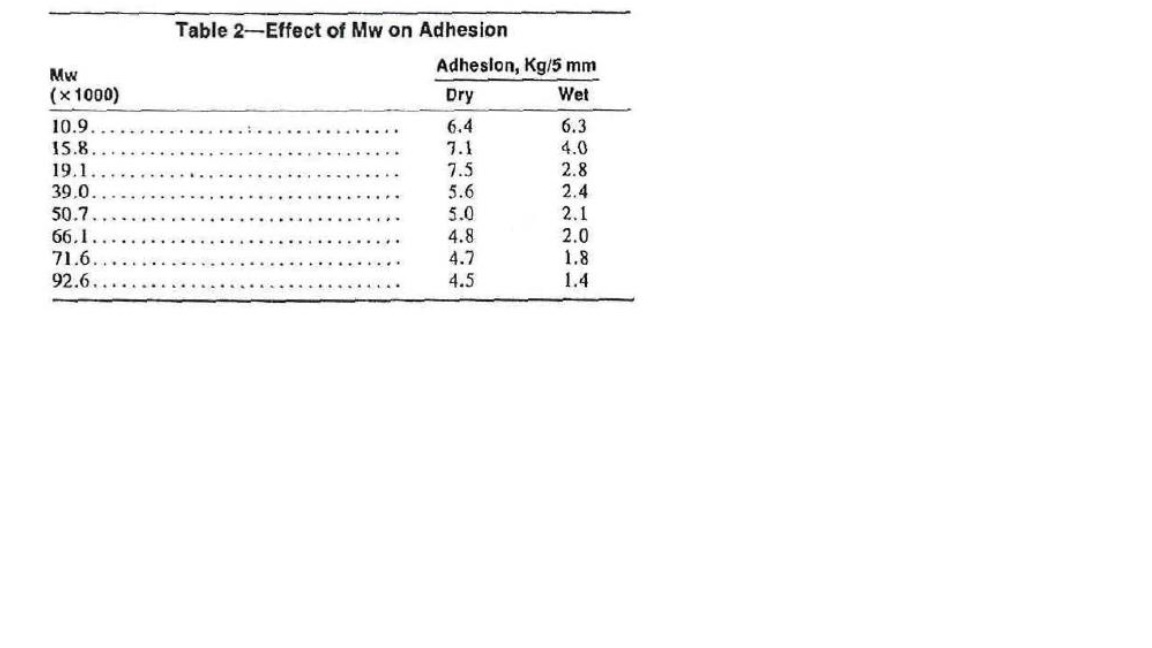
418 As is apparent from the table, too high values of Mw are found to be detrimental to the observed adhesion. Further, it is said:
Our study of the effects of advanced epoxy resin properties was very illuminating. Table 2 indicates that wet adhesion decreases rapidly to catastrophic levels with increasing molecular weight. … Dry adhesion increases with increasing molecular weight up to about Mw 20,000 and then decreases slowly (see Table 2).
(f) J.L. Massingill and P.S. Sheih et al "Fundamental Studies of Epoxy Resins for Can and Coil Coatings II. Flexibility and Adhesion of Epoxy Resins" (1990) 62 Journal of Coatings Technology 31
419 The abstract to the article is as follows:
Epoxy coatings with improved flexibility and adhesion have been made using epoxy phosphate esters in solvent-borne formulations. Performance of these coatings in wedgebend tests are 35-100% improved over conventional solid epoxy resins. Aliphatic modification of the epoxy backbone also improved wedgebend test performance of coatings, but resistance of the coatings to water and solvent deteriorated as the level of aliphatic backbone modification increased. Modification of the aliphatic hybrid resins with phosphoric acid overcame the water sensitivity of the coatings in some cases. Coating flexibility on tin free steel can be either proportional or inversely proportional to the molecular weight of the epoxy resin used, depending on the particular steel substrate used. This was true for commercial solid epoxy resins as well as for new experimental resins such as the epoxy phosphate esters and the aliphatic modified resins.
420 Further, the key findings are set out as follows:
The immediate need for more flexible epoxy resins caused us to evaluate advanced products from commercially available aliphatic epoxy resins. …
Interesting results were found when the bisphenol A resins were studied. At comparable crosslinker levels in the can formulation in Table 3, we found that wedgebend flexibility was inversely related to resin epoxide equivalent weight when using TFS #1 (Figure 3). Similarly, Figure 4 shows the inverse relationship of resin molecular weight and wedgebend flexibility at two crosslinker levels, while Figure 5 shows a similar relationship for resin molecular weight and reverse impact resistance of epoxy-phenolic coatings. The cured coatings from Figures 3 to 5 all had excellent solvent resistance of about 100 MEK double rubs or more, except for those coatings based on the low EEW 4-type resin which had less than 10 MEK double rubs (Figure 6). These observations lead to the recognition that experimental resins need to be compared to resins of similar molecular weight in order to draw valid conclusions about the possible effect of various resin modifications.
The inverse relationship between EEW and resin "flexibility" seen in Figure 3 was somewhat surprising because we know that higher molecular weight resins are used in industry to improve the flexibility of coatings. Also, a study of uncured resin coatings showed that the higher the molecular weight of the resins, the greater is the resistance to reverse impact (Table 5).
421 Amongst these findings, the following Figure 7 and commentary explains that coating flexibility varied with cross-linker level. Figure 7 shows that for higher Mw resins, optimum flexibility can be achieved with little cross-linker, and that for lower Mw resins, more cross-linker needs to be added to achieve optimum flexibility.
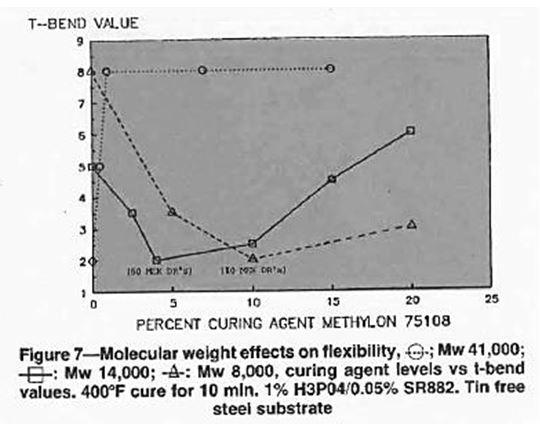
A study of epoxy-phenolic clearcoat T-bend flexibility versus crosslinker level was instructive. We found that coating flexibility varied (Figure 7) with changes in crosslinker level, and that an optimum level could be determined for maximum flexibility. In general, it seems that a given coating flexibility can be reached with less crosslinker when using resins with higher molecular weight. The flexibility of epoxy-urea formaldehyde coatings is determined by the crosslinker level and can be optimized also. Too low and/or too high a crosslinker level can reduce coating flexibility. The performance of high molecular weight "phenoxy" resins in flexibility tests rapidly decreases as crosslinker level is increased from zero. This is probably due to poor adhesion caused by poor flowout and rapid gellation of formulations containing these resins.
422 Further, the conclusions are as follows:
Remarkable improvements in wedgebend flexibility of epoxy-phenolic container coatings have been obtained by modifying commercial epoxy resins with phosphoric acid. These improvements are postulated to result from better adhesion due to the phosphate ester and increased molecular weight by chain extension through the reaction of resin terminal hydroxyl groups with crosslinker.
Incorporation of dipropylene glycol units and propylene glycol units into the experimental advanced epoxy resin backbone does increase the flexibility of coatings made from those resins. Water sensitivity of the dipropylene glycol modified resins was reduced by changing to propylene glycol modified experimental epoxy resins. Maximum wedgebend flexibility performance was reached with only 5–10% propylene glycol units incorporated into the resin backbone.
For the formulations tested and under the conditions tested, the wedgebend, T-bend, and reverse impact flexibility of epoxy-phenolic clearcoats, and epoxy-urea pigmented coatings, can be either inversely proportional or directly proportional to the molecular weight of the advanced epoxy resin used depending on the particular metal substrate used. This is true for commercial bisphenol A advanced resins as well as for new experimental resins containing propylene glycol units in the backbone of the resin.
XU 71899.00L experimental modified advanced epoxy resin solid solution imparts an outstanding combination of flexibility, corrosion resistance, and adhesion to epoxy-phenolic coatings. It may be useful in operations where coated metal is formed into end products such as container ends, draw redraw cans, and draw with ironing cans that are necked in; and general industrial parts for the automotive, appliance, and building industries.
423 Again, Dr Brinkhuis made pertinent observations on this paper.
424 The paper explicitly discusses the disputed correlation of epoxy resin molecular weight and flexibility of a coating prepared from a formulation with a phenol formaldehyde resin crosslinker. Flexibility is quantified e.g. by the length of the coating failure in a wedgebend test (ASTM D 3281-4; a higher value being a more negative result). In this paper, figures 3 and 4 give the results for a formulation containing 20% of the crosslinking resins, vs. the epoxy equivalent weight (figure 3), or the molecular weight of the epoxy resin (figure 4). In both cases, a strong correlation is seen with more damage upon deformation as molecular weight (or epoxy equivalent weight) increases:
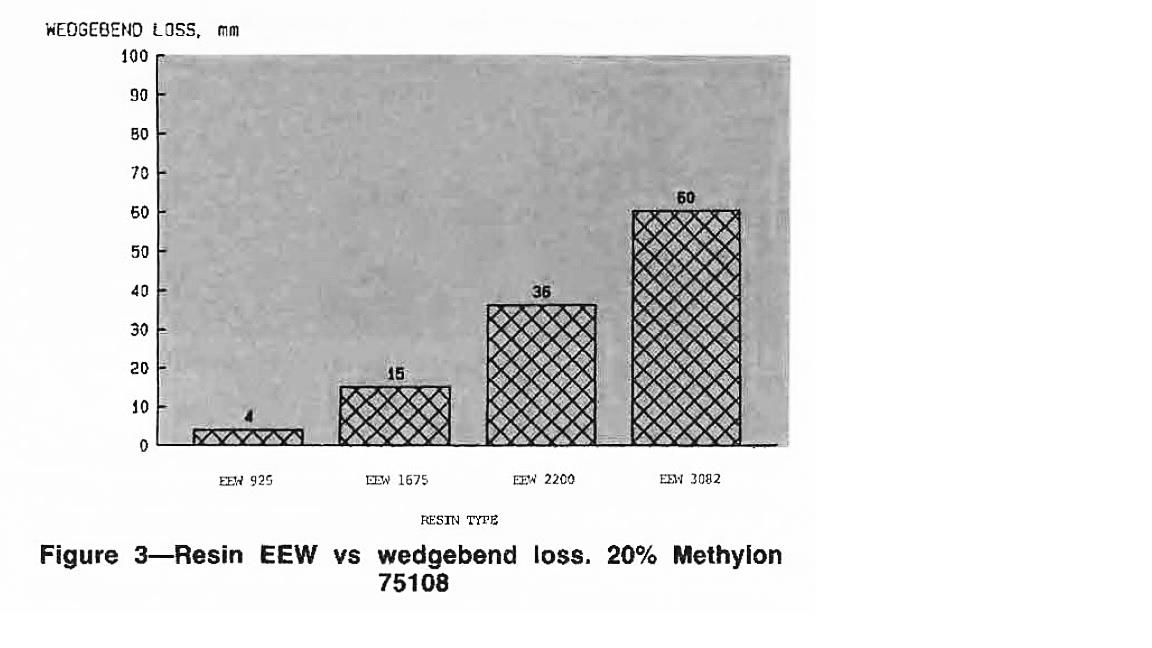
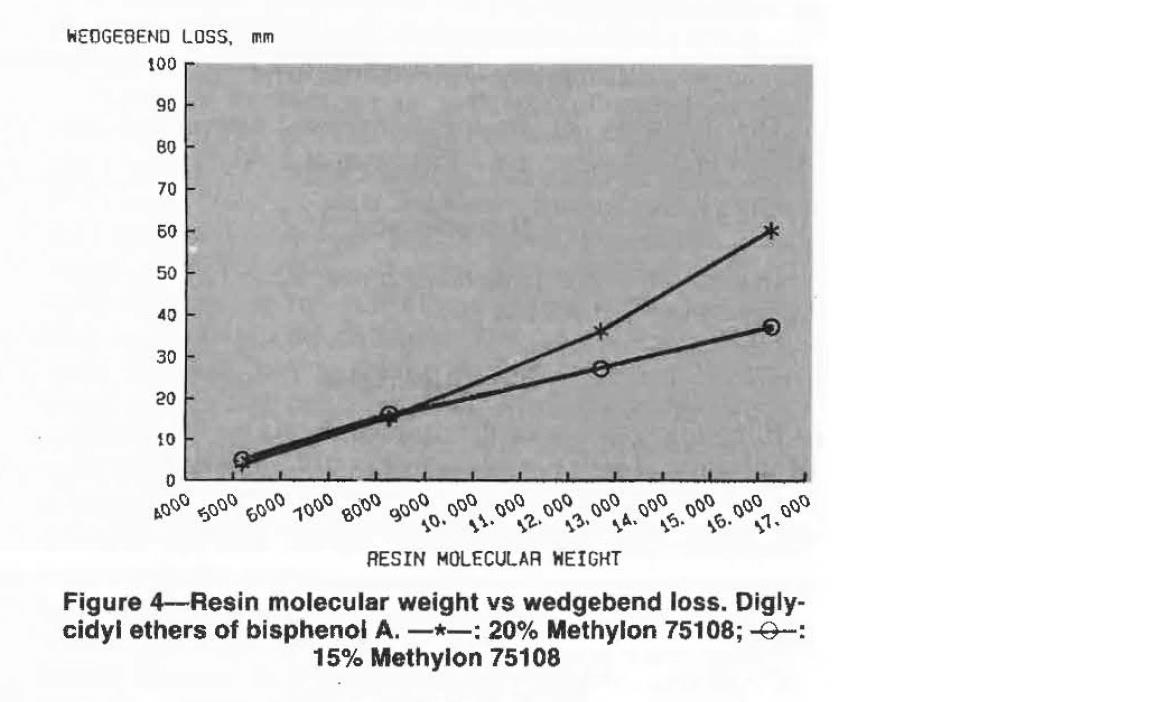
425 Figure 4 from this paper also demonstrates that flexibility is more critical if more cross-linker is used (so, more critical at higher cross-link densities).
426 Further, flexibility loss with raised epoxy resin molecular weight is illustrated by reverse impact data (high values being positive) in figure 5 of this publication:
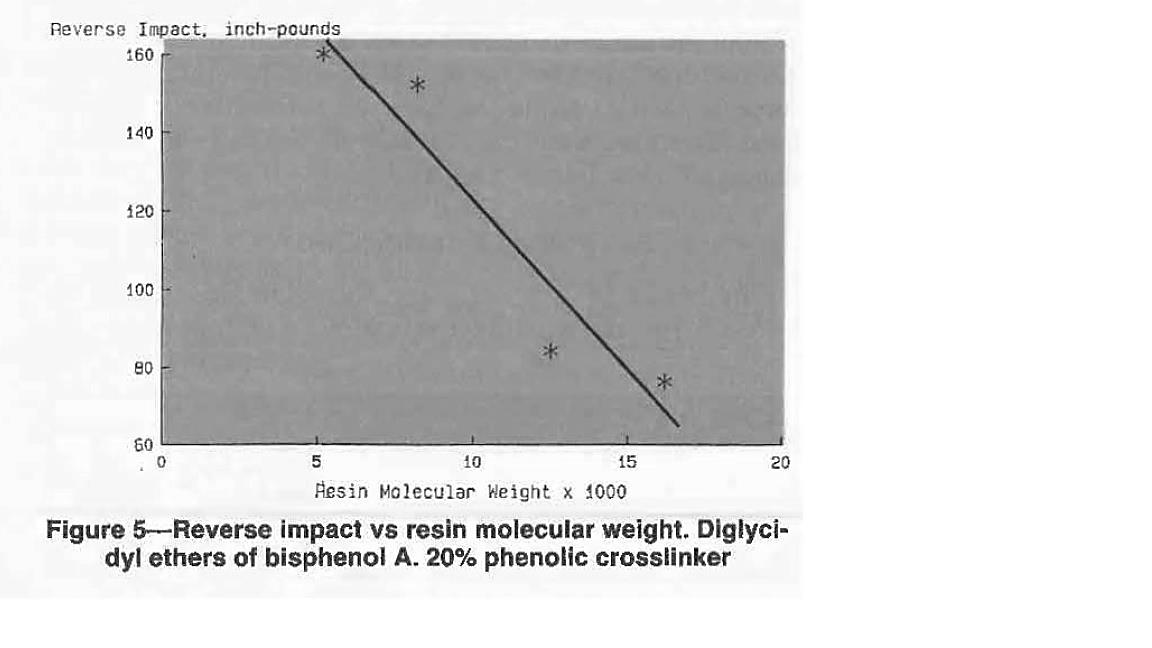
427 On page 35, one can read:
At comparable crosslinker levels in the can formulation in Table 3, we found that wedgebend flexibility was inversely related to resin epoxide equivalent weight when using TFS #1 (Figure 3). Similarly, Figure 4 shows the inverse relationship of resin molecular weight and wedgebend flexibility at two crosslinker levels, while Figure 5 shows a similar relationship for resin molecular weight and reverse impact resistance of epoxy-phenolic coatings.
428 Somewhat further, it addresses the "prejudice" that high molecular weight resins should improve flexibility, and relates such statements to effects observed for uncured coatings:
The inverse relationship between EEW and resin "flexibility" seen in Figure 3 was somewhat surprising because we know that higher molecular weight resins are used in industry to improve the flexibility of coatings. Also, a study of uncured resin coatings showed that the higher the molecular weight of the resins, the greater is the resistance to reverse impact (Table 5).
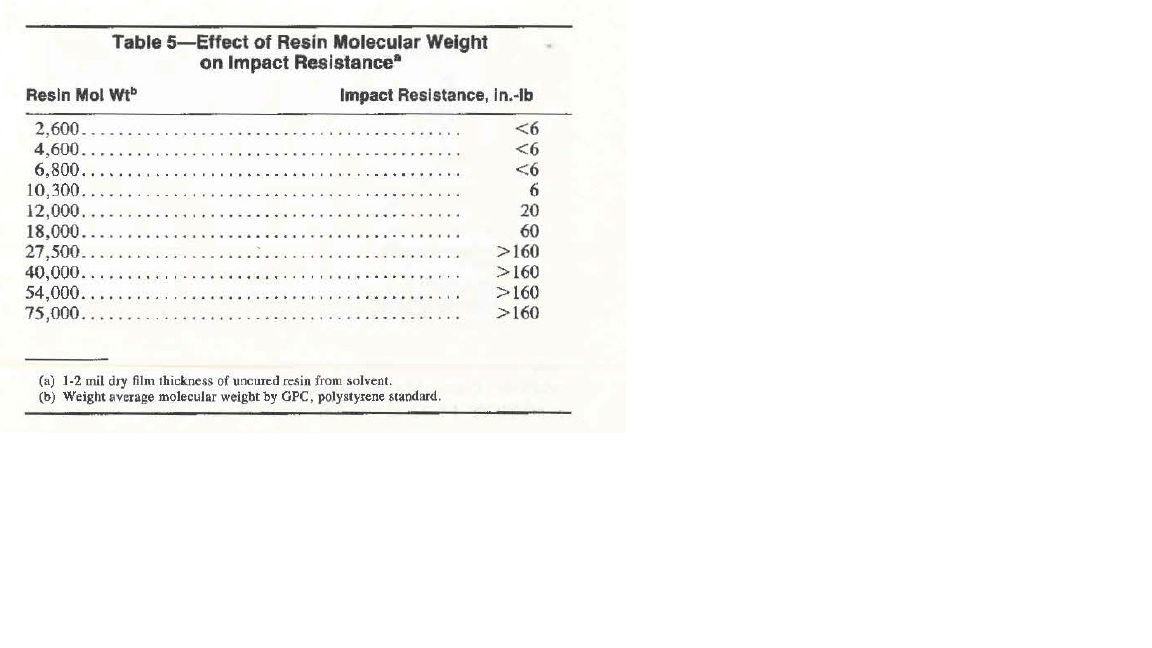
429 This correlation of the effect of the level of crosslinking on the optimal molecular weight of epoxy resins from flexibility perspective is very well illustrated by figure 7 of this publication. A high T-bend value is an indication for a poorer result.
430 The optimal value for the level of crosslinking depends on the epoxy resin molecular weight. For an Mw of 8000, it is found at 10–15%; for an Mw of 14,000 it is found at 5–10%, and for an Mw of 41,000, best results are found without any crosslinking. At crosslinker levels of 10–20%, best flexibility results are observed for the Mw 8000 material:
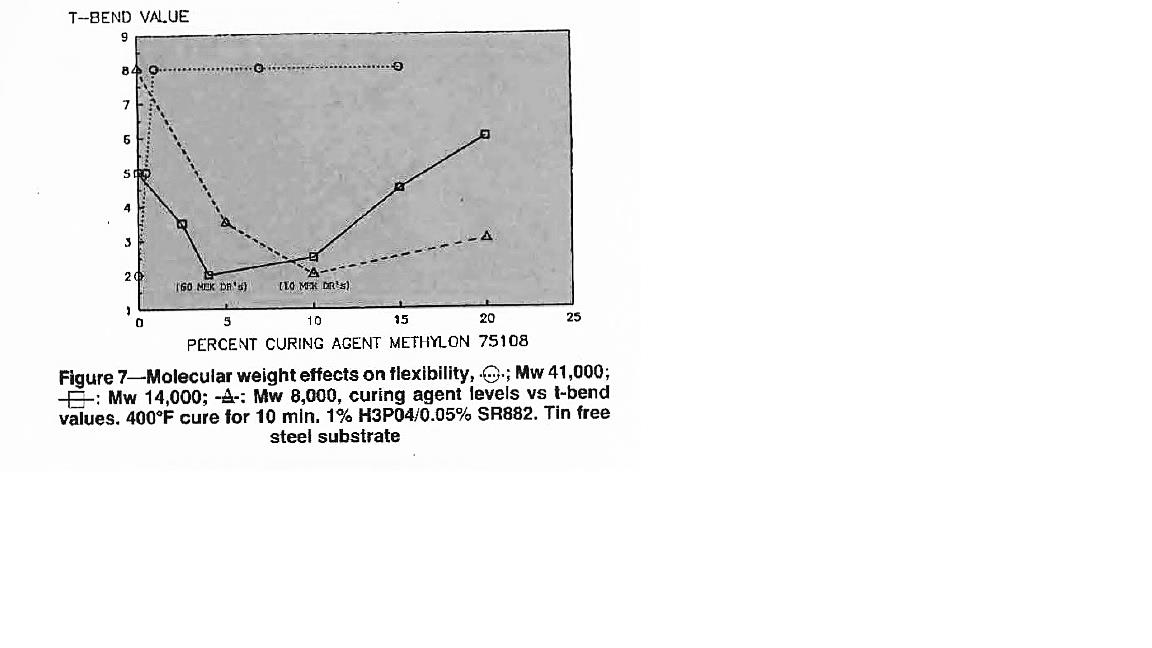
431 Page 37 reads:
A study of epoxy-phenolic clearcoat T-bend flexibility versus crosslinker level was instructive. We found that coating flexibility varied (Figure 7) with changes in crosslinker level, and that an optimum level could be determined for maximum flexibility. In general, it seems that a given coating flexibility can be reached with less crosslinker when using resins with higher molecular weight. … Too low and/or too high a crosslinker level can reduce coating flexibility. The performance of high molecular weight "phenoxy" resins in flexibility tests rapidly decreases as crosslinker level is increased from zero.
432 Figure 8 shows the relation between flexibility and resin molecular weight, now after an aliphatic modification. Again, vulnerability is seen to increase with higher molecular weights:
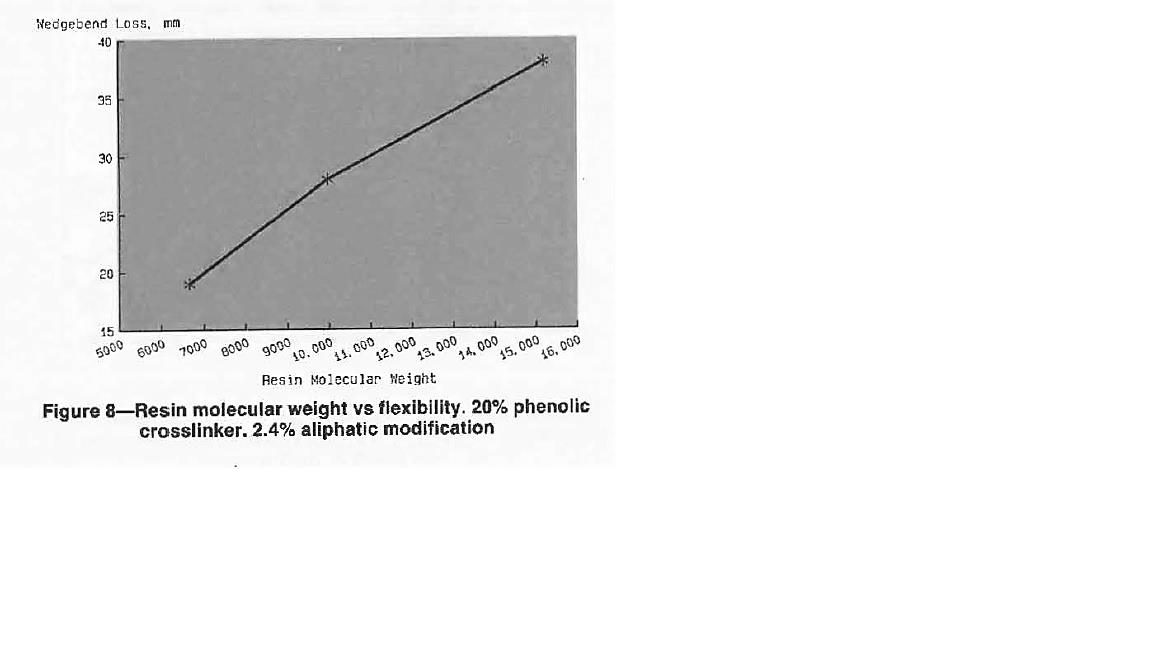
433 Page 37 reads:
Figure 8 shows that the inverse relationship of molecular weight and wedgebend flexibility on TFS #1 observed for the commercial solid epoxy resins also holds for a series of experimental resins containing 2.6% propylene glycol in the backbone.
(g) J.L. Massingill Jr and R.C. Whiteside, "Formability Improvement of Epoxy Can and Coil Coatings I. Blends of Epoxy Phosphate Esters" (1993) 65 Journal of Coatings Technology 65
434 The introduction to the article is as follows:
The can and coil coating industry needs coatings with better formability characteristics combined with acceptable protective properties. Two-piece can technology is expected to eventually replace most of the three-piece can technology in the U.S. The two-piece technology is very demanding on the applied organic coatings. Draw-Redraw (DRD) is a process for making two-piece cans in which a circular blank is drawn through a die to form a cup and then the cup is redrawn through a second and sometimes a third die to produce a can of desired dimensions. Since the DRD process uses precoated metal, there is a need for more formable can coatings that can withstand the stress associated with the can formation process. …
The stamping of a can or can end is a severe flexibility test and is the definitive method for evaluating the flexibility of can coatings in rapid deformation conditions. Formability of coatings on metal surfaces results from several characteristics of the coating such as adhesion to the metal, flexibility, extensibility, and slip. The effect of resin properties on coating adhesion to tin free steel was reported earlier. … Above Mw 20,000, increasing resin molecular weight decreased both dry and wet adhesion. The effect of resin molecular weight on T-bend and wedgebend flexibility of coatings on tin free steel was also reported earlier. The metal substrate was shown to affect the test results dramatically. The flexibility of epoxy coatings by these tests can be either directly proportional or inversely proportional to the molecular weight of the resin used, depending on the particular metal substrate used, and the molecular weight of the resin tested. Coating flexibility varied with changes in crosslinker level, and an optimum level of crosslinker could be determined for maximum flexibility. Higher molecular weight resins need less curing agent to reach optimum properties. …
We also report the evaluation of coatings using a can stamper and compare the results with wedgebend results for the same coatings.
435 The article refers to testing of DER669E which is said to have an EEW of 3,000 and an Mw of 18,000.
436 The authors make the following comment about resin molecular weight:
To take full advantage of higher molecular weight epoxy resins, one must adjust formulations to lower curing agent levels to obtain the optimum coating combination of flexibility and protection.
437 In relation to this paper, Dr Brinkhuis points out that it again illustrates the impact of the molecular weight of the epoxy resin on the flexibility in a cross-linked formulation, as expressed by wedgebend failure length in figure 3 reprinted from this paper:
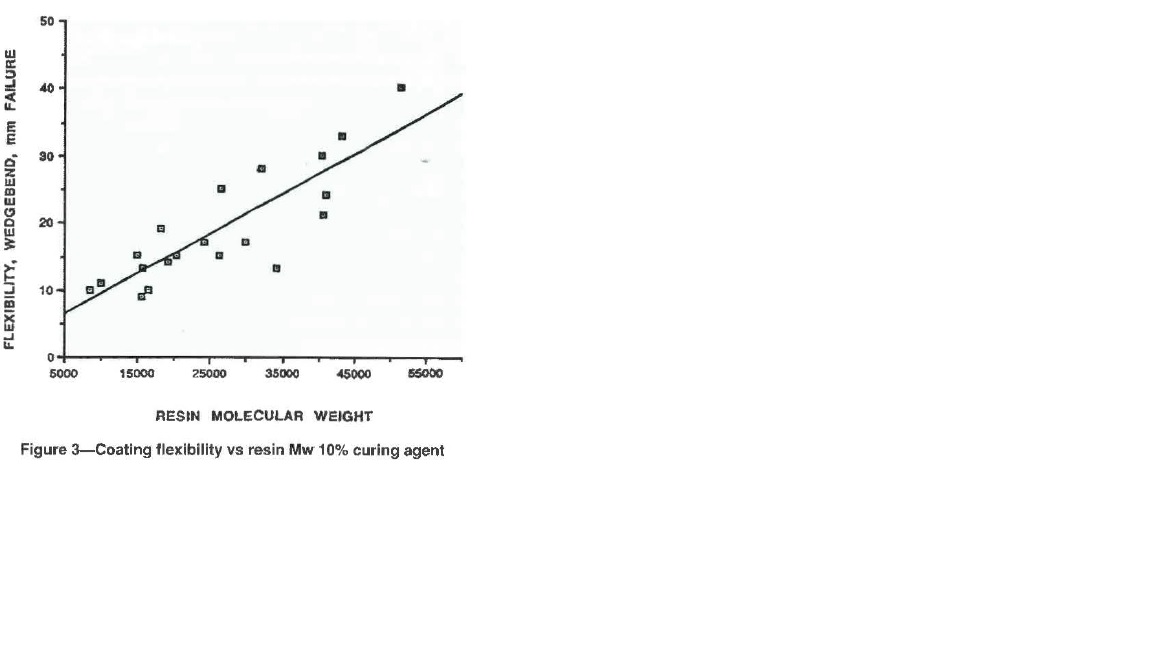
438 Page 69 reads:
Coating wedgebend flexibility on Weirchrome decreased with increasing resin Mw (Figure 3) at a constant level of curing agent, for the molecular weights tested. To take full advantage of higher molecular weight epoxy resins, one must adjust formulations to lower curing agent levels to obtain the optimum coating combination of flexibility and protection.
439 As Dr Brinkhuis points out, this may imply not using any crosslinker at all for the highest molecular weights.
440 In yet a further paper co-authored by Dr Massingill (R.C. Whiteside, P.S. Sheih, J.L. Massingill, "High Performance Epoxy Resins for Container Coating Applications based on In-Situ Advancement Technology" (1990) 62 Journal of Coatings Technology 61–67) and discussed by Dr Brinkhuis, epoxy-phenolic formulations are compared including a high molecular weight phenoxy resin, a "9-series" epoxy resin which was DER669E, and two experimental resins of molecular weight slightly lower than DER669E. Figures 5, 6 and 7 of this DOW paper report the wedgebend failure length (high is negative) for these resins, for three different cross-linker levels. In all cases, the high molecular weight epoxy (phenoxy) has a poorer flexibility performance compared to the other resins of lower molecular weight.
441 The conclusion that Dr Brinkhuis drew from the four Massingill papers, which conclusion I accept, is that the use of higher molecular weight epoxy resins is only favourable in formulations in which no or very limited amounts of cross-linker have been used. At higher cross-linker levels, an increase of molecular weight of the epoxy resin may turn out negative for flexibility and adhesion.
(h) Bruce Burton and James Bertram, "Design of Tough Epoxy Thermosets" in Charles Arends, Polymer Toughening (1996) 339
442 The introduction to the article is as follows:
It is generally accepted by those who work with thermosetting polymers that as the glass transition temperature (Tg) of the polymer increases, it becomes more brittle. … The reduction in yield stress upon going to lower Tg systems appears to provide increased ductility, in spite of the resin's higher modulus.
443 The authors explain the relevance of Tg to crosslink density and chain stiffness:
In some applications areas, increased toughness and Tg are simultaneously desired. Since increased crosslinking tends to increase a polymer's Tg but decreases its toughenability, ways were sought to maintain high glass transition temperatures while reducing crosslink density, thus increasing polymers' toughness at a given Tg.
…
Somewhat curiously, increasing the stiffness of the polymer backbone need not lead to higher moduli or yield strength values for epoxy thermosets. In recent years it has become increasingly recognized that for epoxy thermosets the relationship between the glass transition temperature and modulus often runs counter to that generally reported for thermoplastic polymers. Specifically, the modulus of a wide variety of epoxy resin systems has been seen to decrease as their Tg's increase. … It is believed that the density decreases with increasing Tg (due to increased crosslinking) because the increase in unoccupied volume that is frozen into the glass, by virtue of the higher glass transition temperature, is greater than the decrease in unoccupied volume that is caused by polymerization shrinkage at the curing temperature.
444 Third, the authors explain that changing Mc sometimes affects Tg:
Misra et al. reported that for the cured epoxy systems in their study, changing the distribution of Mc (molecular weight between crosslinks) affects Tg (sometimes), the slope of the transition region (dynamic mechanical spectroscopy), the shape of the tan δ peak, and, especially, the characteristic creep time of the polymer.
(i) Leslie Sperling, Introduction to Physical Polymer Science (2006, 4th ed)
445 There is an explanation of dangling ends:
9.10.3 Network Defects
There are two major types of network defects: …
(b) loose, dangling chain ends, attached to the network by only one end …
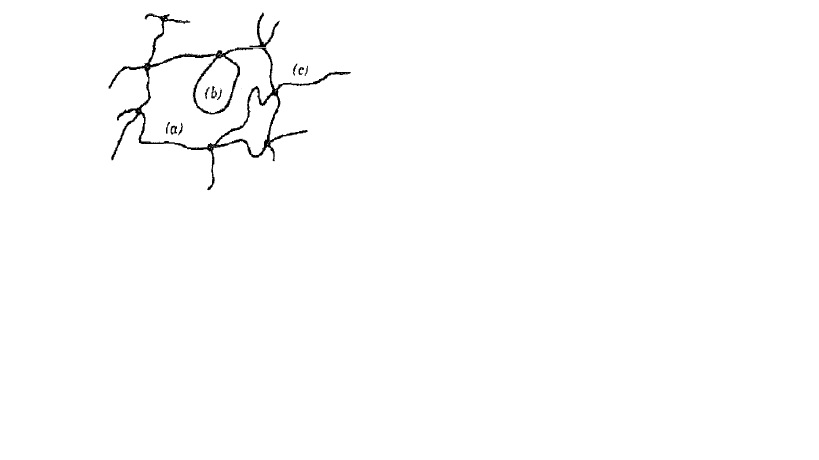
Figure 9.19 Network structure and defects: (a) elastically active chain, (b) loop, and (c) dangling chain end.
446 It is to be noted that dangling ends are different to "wasted cross-links" which are two cross-links that are too close together and which therefore act as one, rendering the other "wasted".
447 Second, retractive stress, which is the ability to recoil, is explained:
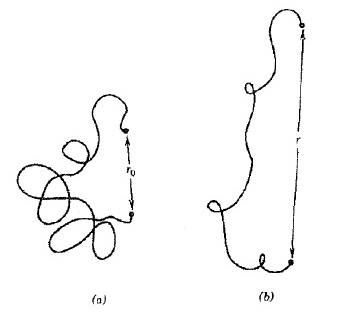
Figure 9.4 A network chain segment: (a) relaxed, with a random coil conformation, and (b) extended, owing to an external stress.
Conclusions on scientific evidence
448 In summary, I am left in a considerable state of uncertainty on the science.
449 At best, Siegwerk has put forward evidence that raises only a reasonable hypothesis that:
(a) there were material differences between the Epikote supplied and the DER669E that could have been expected to have been supplied if the tolling agreement had been complied with;
(b) such differences may have impacted adversely on the flexibility of the lacquer.
450 At the least, Nuplex has put forward evidence that raises a reasonable hypothesis countering each such proposition.
451 On any view, Siegwerk's polymer chemistry thesis does not rise to the level of the required balance of probabilities. I will address what I would describe as the combination case in the next section.
452 Further, if it is necessary to say so, in terms of the competing scientific hypotheses, based on the scientific evidence I found Nuplex's hypothesis in both of the dimensions indicated to be more likely than Siegwerk's hypothesis in both dimensions.
Combination of circumstantial case and scientific evidence
453 It is appropriate to consider the circumstantial case and the scientific evidence in combination in order to assess whether Siegwerk has discharged its onus to establish causation.
454 Let me make the following points based upon my reasoning set out earlier.
455 First, I accept that by the substitution of Epikote for DER669E, Nuplex may have increased the risk of the resin supplied and therefore the lacquer being defective in the absence of detailed testing. But an increase in risk does not of itself establish causation, including the requisite material contribution.
456 Second, I also accept that in some cases, it may be appropriate to infer causation, including the requisite material contribution, from the foundation of an increase in risk. But this is not such a case. There is good and sufficient reason not to so conclude. All of the deficiencies in the circumstantial case that I have referred to earlier is one reason, including that lacquer with DER669E was associated with cans that failed and there were other plausible alternative hypotheses for the explanation of failure other than the substitution. The other reason is that the science is quite unclear; alternatively, if it is necessary to decide, I prefer Nuplex's scientific hypothesis in both dimensions in any event.
457 Third, I do not consider that Siegwerk's case, separately on either the circumstantial case or the science or collectively, rose to the level of shifting any evidentiary onus on to Nuplex. But, if it did rise to such a level, then in my view Nuplex discharged such an onus in:
(a) demonstrating that there were facts which tended against Siegwerk's circumstantial case, including other reasonable explanations for the can failures; and
(b) propounding a better case on the science to the effect that at the level of reasonable hypothesis, its hypothesis in the two dimensions set out was more likely.
458 Relatedly, I reject Siegwerk's creation of an "onus of exculpation" to the extent that it was propounded in terms such as to impose a legal onus on Nuplex to disprove causation.
459 Fourth, this is not a case where Siegwerk disproved all other reasonable causation scenarios and explanations for the can failures such that all that was left was its own case thesis; see my earlier discussion on coating thickness and the aluminium flakes. Indeed, Dr Scheirs had the coating thickness theory in the frame, at least at one stage when it suited him and Siegwerk.
460 Fifth, the present case is not a case where multiple competing causes have been established on the balance of probabilities with the question of disentanglement then arising.
461 Sixth and generally, the circumstantial case and the scientific evidence together do not on the balance of probabilities establish causation including material contribution. Applying a "common sense" test for causation, Siegwerk has not provided sufficient evidence to support or from which I can infer causation to the requisite level of satisfaction.
462 Finally, I accept that Siegwerk can obtain substantial leverage off the fact that substitution of the product contracted to be supplied under the tolling agreement occurred in the absence of Siegwerk's knowledge and that the consequent absence of an opportunity to retest heightened risk. I have viewed all causation questions through that lens. Nevertheless I am not satisfied that it has made out its case on causation.
The result
463 Siegwerk has not discharged its onus to establish that Nuplex's breach of the tolling agreement was the or a cause of the relevant damage. To be clear, it has not satisfied me on the balance of probabilities that the substitution of Epikote for DER669E was the or a cause of the corrosion in the relevant cans.
464 I will give the parties an opportunity to submit minutes of orders and short submissions on costs to give effect to these reasons and the result.
I certify that the preceding four hundred and sixty-four (464) numbered paragraphs are a true copy of the Reasons for Judgment herein of the Honourable Justice Beach. |
Associate: